一种电感线圈双线并绕装置及绕制方法与流程
本发明涉及电感线圈缠绕设备,具体涉及一种电感线圈双线并绕装置及绕制方法。
背景技术:
1、电感线圈被广泛运用于各种电路中,如电源电路、变压电路、变频电路等,其利用电磁感应原理工作,当有电流通过电感线圈时会在其周围产生电磁场,该磁场会对其自身以及周围的导体产生感应现象,从而实现电路中的各项功能。
2、在实际的电感线圈绕制生产中,常采用双线并绕的方式制得电感线圈,因为相较于单线缠绕而成的电感线圈,在匝数以及缠绕空间都相同的情况下,双线并绕的电感线圈具有更大的表面积和电流,且导体发热现象以及信号衰减现象减小,同时材料的利用率更高。
3、常见的电感线圈绕制装置多为大型的自动化设备,成本高体积大,适用于大规模相同型号的电感线圈的生产,对于一些生产小批量电感线圈的小作坊来说,由于设备资金的问题,多采用人工缠绕的方式生产电感线圈,其产出的电感线圈质量不稳定,且工人劳动强度大,生产效率低,因此需要一种成本较低,且可辅助工人完成电感线圈缠绕的设备。
技术实现思路
1、本发明的目的在于提供一种电感线圈双线并绕装置及绕制方法,进而辅助工人完成电感线圈的缠绕工作,降低工人劳动强度,提高电感线圈的生产效率。
2、为解决上述技术问题,本发明具体提供下述技术方案:
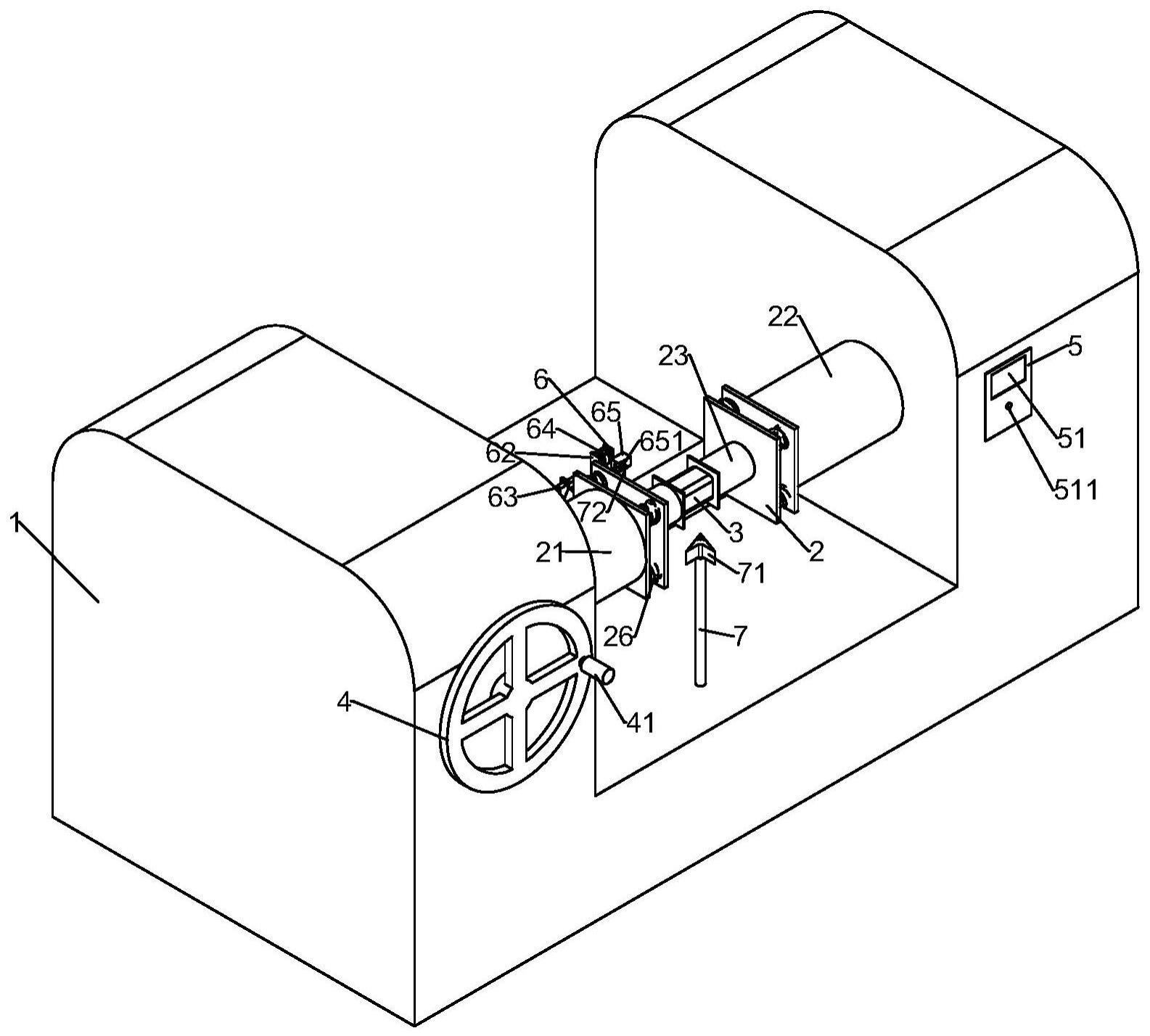
3、本发明提供了一种电感线圈双线并绕装置,包括机架;
4、设于所述机架中部,可绕自身轴心转动的锁紧组件;
5、固定于所述锁紧组件之上,用于缠绕电杆线的绕芯;
6、位于所述机架一侧,与所述锁紧组件机械连接,可驱动所述锁紧组件转动的驱动组件;
7、位于所述机架侧部,与所述锁紧组件机械连接,可计算所述锁紧组件转动圈数的计数器;
8、设于所述机架之上,用于承载牵引绕制电感线圈所需的漆包线的牵引组件;
9、设于所述牵引组件以及所述机架之上,可对漆包线固定的夹持件;
10、其中,漆包线圈设于所述牵引组件之上,并将其线头引导至固定于所述锁紧组件之上的所述绕芯端部,通过所述夹持件固定,人工通过所述驱动组件带动所述锁紧组件以及所述绕芯转动,对漆包线进行缠绕,在缠绕的同时所述计数器记录转动的圈数,即对应所述电感线圈的匝数。
11、作为本发明的一种优选方案,所述锁紧组件包括两个轴心共线的一号固定轴以及二号固定轴,所述一号固定轴以及所述二号固定轴的外侧端部均转动连接于所述机架,二者相对的内侧端部均设有锁紧件;
12、所述锁紧件和其相接的所述一号固定轴或所述二号固定轴之间设有十字轴以及相对应的十字槽,所述十字轴端部与锁紧件固接,所述十字槽开设于所述一号锁紧轴以及所述二号锁紧轴之内,并连通端部,使得所述锁紧件可沿着所述一号固定轴以及所述二号固定轴的轴向滑动;
13、其中所述十字轴以及所述十字槽的中心延伸线与所述一号固定轴以及所述二号固定轴的轴心重合;
14、所述锁紧件和其相接的所述一号固定轴或所述二号固定轴的端面之间设有一号弹性件,在所述一号弹性件弹力的作用下,两块所述锁紧件彼此存在靠近的趋势,并将所述绕芯夹固于二者之间;
15、其中,所述一号弹性件未压缩时,所述十字轴任然位于所述十字槽内。
16、作为本发明的一种优选方案,所述绕芯两端的中心设有限位槽,所述锁紧件与所述绕芯端部彼此紧密贴合,且所述锁紧件中心设有位于所述限位槽内的限位块,所述限位槽与所述限位块彼此形状相同彼此贴合,且截面不会圆形。
17、作为本发明的一种优选方案,所述驱动组件包括转动连接于所述机架表面,且轴向垂直于所述一号固定轴的驱动手柄,所述驱动手柄位于所述机架内部的端部固接有一号斜齿轮,所述一号固定手柄位于所述机架内的端部固接有二号斜齿轮,所述一号斜齿轮与所述二号斜齿轮啮合。
18、作为本发明的一种优选方案,所述计数器由显示器、计数轮、计数针、二号弹性件以及传感器组成;
19、所述显示器设于所述机架外部与所述传感器建立电性连接,且所述显示器上设有数据清零的按钮;
20、所述计数轮固接于所述二号固定轴的端部,跟随所述锁紧组件一同转动,所述计数轮边缘处设有一道弧形的缺口;
21、在所述计数轮的顶部设有竖直的计数针,所述计数针的底部设有贴合于所述计数轮转动表面的滚轮,且所述滚轮的转动平面与所述计数轮相同;
22、所述计数针顶部设有压缩的二号弹性件,给予所述计数针向下的压力;
23、其中,所述传感器设于所述计数针侧部下方,在所述计数轮转动过程中,当其表面的弧形缺口位于所述滚轮正下方时,所述滚轮会陷入其中,所述计数针在所述二号弹性件的推力下快速向下移动,并触碰其侧部的所述传感器,此时所述显示器显示的数据加一。
24、作为本发明的一种优选方案,所述牵引组件包括双向丝杠、移动架、送线轴、导向轮以及输线口;
25、所述双向丝杠两端转动连接于所述机架之上,其轴身平行于所述一号固定轴,其与所述一号固定轴同侧端部通过齿轮啮合传动,其表面的螺纹范围与所述绕芯表面线圈缠绕范围相等,且二者端部平齐;
26、所述双向丝杠与所述移动架之间建立螺旋传动关系,使得所述移动架可沿着所述双向丝杠的轴向往复移动;
27、所述送线轴固定于所述移动架之上,且设有两根用于安装支撑漆包线卷;
28、所述导向轮以及所述输线口均设于所述移动架之上,所述导向轮设于所述绕芯与所述送线轴之间,与所述移动架转动连接,所述输线口位于所述导向轮与所述绕芯之间的位置,固定于所述移动架之上;
29、所述输线口内设有两条并排且垂直于所述饶芯轴向的线通道;
30、其中,从两个漆包线卷延伸出的两根漆包线先绕过所述导向轮,再分别穿过所述输线口内的所述线通道到达所述绕芯表面。
31、作为本发明的一种优选方案,所述导向轴与所述送线轴之间设有一根压线轴,所述压线轴的一端转动连接有压线轮,另一端所述移动架之间通过卡簧轴转动连接;
32、从两个漆包线卷延伸出的两根漆包线先绕过所述压线轮底部,再绕过所述导向轮顶部,分别穿过从所述输线口内的两条所述线通道内穿过直至所述绕芯表面;
33、其中,所述卡簧轴给予所述压线轴的所述压线轮一端向下摆动的趋势,使得所述压线轴压迫位于所述导向轴和自身之间的漆包线,使得漆包线在传送过程中处于绷直状态。
34、作为本发明的一种优选方案,所述压线轮以及所述导向轮表面均设有两条平行的环形凹槽,且两条漆包线分别位于所述压线轮以及所述导向轮表面的两条环形凹槽内。
35、作为本发明的一种优选方案,所述夹持件包括绕线夹具以及切线夹具;
36、所述绕线夹具固定于所述机架之上,且位于所述一号固定轴一侧,其可在绕线之前夹住两根漆包线的端部进行固定,以便于所述绕芯转动时将漆包线缠绕在自身表面;
37、所述切线夹具固定于所述移动架上,位于所述输出口与所述绕芯之间,当绕线完毕剪断漆包线之前,可夹住所述输出口前部的漆包线,以防止剪断后的漆包线在所述压线轮压力的作用下回缩。
38、基于上述一种电感线圈双线并绕装置,本发明还提供了该装置绕线的方法,包括如下步骤:
39、步骤100、观察显示器数据是否为零,若不是则按动清零按钮使其显示数据归零,查看移动架位置是否与绕线端部对齐,即是否位于双向丝杠螺纹靠近绕线端部一端,若否则转动驱动手柄驱使一号固定轴转动,并带动双向丝杠转动,从而调节移动架的位置;
40、步骤200、向两侧推动锁紧板压缩一号弹性件,使得两块锁紧板之间的间隔变大,并将绕芯放在两个锁紧板之间,两个锁紧块在一号弹性件的作用下向中间挤压靠拢,使得锁紧块上的限位块插入绕芯两端的限位孔内,使得绕芯位置固定;
41、步骤300、将两卷漆包线圈的线头挑出,再将两个漆包线圈卷分别插在两个送线轴上,漆包线圈的内径需大于送线轴的直径,使得漆包线圈可以绕着送线轴转动输出漆包线;
42、步骤400、牵引两个漆包线的线头,拉动漆包线依次绕过压线轮底部和导向轮顶部,再穿过输线口内的线通道,预缠绕绕芯一圈后,通过绕线夹具将漆包线头夹住固定,注意两根漆包线需要位于压线轮以及导向轮表面的环形凹槽内;
43、步骤500、工作人员手动转动驱动手柄,驱动锁紧组件以及其中部固定的绕芯转动,转动的绕芯将两根并行的漆包线同时缠绕在自身表面,同时随着一号固定轴的转动,双向丝杠同步转动使得输线口端部的入线位置沿着绕芯的轴向往复移动,使得并行的两根漆包线均匀的缠绕在绕芯表面;
44、步骤600、工作人员在转动驱动手柄的同时观察显示器显示的数据,可以在缠绕初期快速转动驱动手柄,当显示器显示的圈数接近预设匝数值时,减慢转速,便于调控;
45、步骤700、当显示器的数值达到匝数值后停止转动驱动手柄,利用切线夹具夹住输线口前方的漆包线,利用裁剪工具剪断输线口与绕芯之间的漆包线;
46、步骤800、松开绕线夹具所夹持的漆包线头,向两侧推动锁紧块使得其两端的限位块脱离限位孔,取下绕线完毕的绕芯;
47、步骤900、拿出新的绕芯重复步骤200-步骤800,从而进行连续的产出。
48、本发明与现有技术相比较具有如下有益效果:
49、本发明通过设置锁紧组件对绕芯进行固定,设置驱动组件驱动绕芯转动,设置牵引组件输送漆包线以及配合绕芯的转动实时改变绕线入线位置,使得电感线圈在绕芯上缠绕的更加均匀,本发明中各装置之间相互配合,辅助人工进行电感线圈的缠绕工作,提高了电感线圈缠绕的效率,以及电感器线圈缠绕的质量,另一方面,本发明几乎采用纯机械式的设计,没有操作系统以及电气驱动装置,其结构简单紧凑,生产成本低,适用于小型人力工厂使用,另一方面,本发明通过人力驱动,没有复杂的传动机构,在工作使用过程中便于控制和维护。
- 还没有人留言评论。精彩留言会获得点赞!