一种铅蓄电池负极板栅及其制备方法与流程
本发明属于铅蓄电池,涉及一种铅蓄电池负极板栅及其制备方法。
背景技术:
1、铅蓄电池的工作电压平稳、使用温度及使用电流范围宽、能充放电数百个循环、贮存性能好造价较低,因而应用广泛。正负极板栅均由栅架和填充在其上的活性物质构成,是铅蓄电池重要的组成部分。但是负极板栅在工作状态下,容易发生变形,影响使用寿命。
2、在负极板栅的生产过程中,常常需要用到涂覆装置,涂覆装置用来将铅膏涂覆到板栅骨架上。但是目前的涂覆装置,是将铅膏液直接喷淋到板栅上,使得板栅上有的地方不能与铅膏液体接触,造成涂覆不到位且涂覆不均匀。铅膏的厚度不均匀,涂覆效果差。涂覆不均匀造成板栅的质量不高,并进一步的影响铅蓄电池的质量。
3、为解决上述问题,本发明提出了一种铅蓄电池负极板栅及其制备方法。
技术实现思路
1、为解决背景技术中存在的问题,本发明提出了一种铅蓄电池负极板栅及其制备方法。
2、为了实现上述目的,本发明采用的技术方案如下:
3、一种铅蓄电池负极板栅,由负极板栅骨架和涂覆于负极板栅骨架上的铅膏构成;
4、负极板栅骨架包括板栅边框,所述板栅边框内固定设置有多条竖筋和多条横筋;所述板栅边框的上端设置有极耳;
5、所述竖筋和横筋围构成的格子内均有加强筋,且加强筋为倾斜设置。
6、一种铅蓄电池负极板栅的制备方法,包括如下步骤:
7、s1、负极板栅骨架的制造,具体步骤如下:
8、s11、将铅锑合金融化,得到铅锑合金溶液;
9、s12、将铅锑合金溶液浇铸到板栅模具中成型;
10、s13、冷切成型后,从模具中取出,得到负极板栅骨架;
11、s2、铅膏的制备,具体步骤如下:
12、s21、将铅粉、硫酸及添加剂混合到一起,然后搅拌均匀得到铅膏;
13、s3、通过涂覆装置将铅膏涂覆到负极板栅骨架上。
14、进一步地,所述添加剂包括化学短纤维、炭黑、木素磺酸钠、硫酸钡、去离子水。
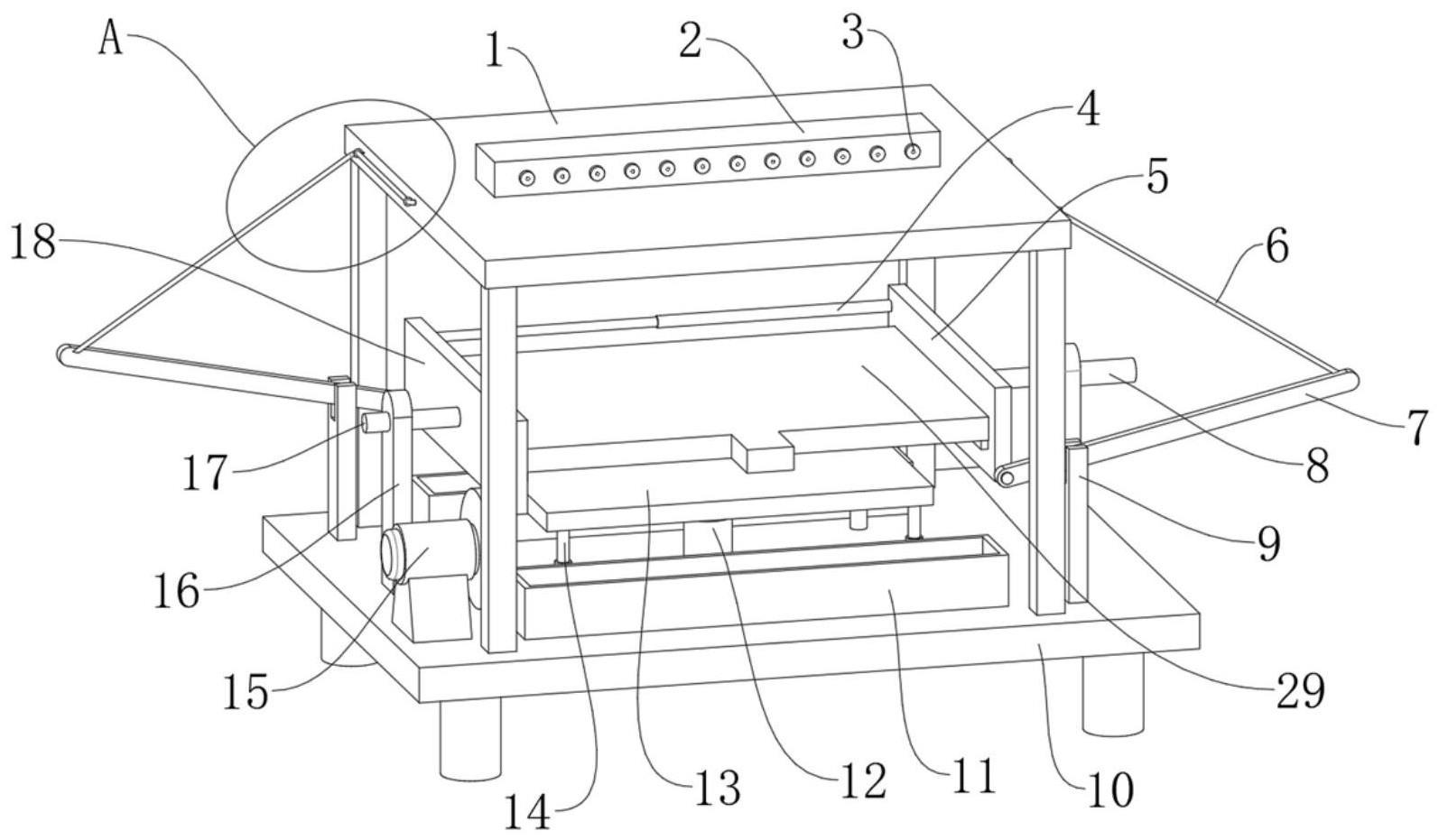
15、进一步地,采用涂覆装置进行铅膏涂覆,所述涂覆装置包括上安装板和底座,所述上安装板的中间开设有条形孔;
16、喷料机构,所述喷料机构固设在上安装板的条形孔上;
17、摆动机构,所述摆动机构位于上安装板和底座之间;升降机构,
18、所述升降机构设在底座上;
19、拉绳机构,所述拉绳机构一端与摆动机构转动连接,一端与喷涂机构连接;
20、负极板栅骨架放置在摆动机构上,所述摆动机构摆动时,带动负极板栅骨架摆动,同时作用于拉绳机构,使拉绳机构驱动喷涂机构喷涂铅膏。
21、进一步地,所述升降机构包括托盘、气缸、第二伸缩杆;
22、所述气缸的缸筒固定在底座上端面的中间,所述托盘固定在气缸的活塞杆的顶端;所述伸缩杆有四个,且固定设置在托盘和底座之间的四个角上。
23、进一步地,所述摆动机构包括夹紧板组件和驱动组件;
24、所述夹紧板组件包括第一夹紧板、第二夹紧板、电动伸缩杆、第一伸缩杆、旋转轴;所述底座上固设有两个支撑板;其中一个支撑板的上端与旋转轴固连;所述旋转轴与第二夹紧板转动连接;其中另一个支撑板的上端与电动伸缩杆的底座固连;所述电动伸缩杆的推杆与第一夹紧板转动连接;所述第一夹紧板和第二夹紧板相对平行设置;所述第一夹紧板和第二夹紧板相对面的下部固设有固定条;所述第一伸缩杆固设在第一夹紧板和第二夹紧板之间;所述驱动组件包括电机、转盘、摆动杆;所述电机固设在底座上;所述转盘转动安装在电机的电机轴上;所述摆动杆的一端转动设置在第二夹紧板上;所述摆动杆的另一端转动设置在转盘的偏心处。
25、进一步地,所述拉绳机构包括摇杆、拉绳、固定架;
26、所述固定架有两个,固设在底座上;两个所述固定架的上端均球形铰接有套筒;所述摇杆有两个,且对角设置在第一夹紧板和第二夹紧板的外侧;两个所述摇杆的一端分别与对应的第一夹紧板、第二夹紧板转动连接;两个所述摇杆的另一端活动穿过套筒并与拉绳固连;上安装板相对的两侧面均固设有固定环;拉绳穿过固定环且与喷料机构连接,并驱动喷料机构动作而使铅膏喷出。
27、进一步地,所述喷料机构包括喷料箱、磁性挤压块、磁性刮刀;
28、所述喷料箱具有腔体;所述喷料箱的侧面开设有第一圆孔,第一圆孔处设有第一单向阀;所述喷料箱的底部开设有第二圆孔;所述第二圆孔处设有第二单向阀;所述喷料箱的底部开设有滑槽;所述磁性刮刀滑动安装在滑槽内;磁性挤压块密封滑动设置在喷料箱的腔体内;所述磁性挤压块与拉绳固定连接;所述磁性挤压块与磁性刮刀之间具有吸引力。
29、进一步地,所述底座上设有收料槽;收集负极板栅骨架摆动时滑落的铅膏。
30、进一步地,采用权利要求4中所述的涂覆装置,具体涂覆步骤如下:
31、将负极板栅骨架放置到升降机构上,升降机构将负极板栅骨架送到第一夹紧板和第二夹紧板之间;夹紧板组件动作夹紧负极板栅骨架;启动驱动组件,使第一夹紧板和第二夹紧板带动负极板栅骨架同步摆动;同时作用于拉绳机构,使拉绳机构驱动喷涂机构喷涂铅膏;使铅膏落到下方的负极板栅骨架上;负极板栅骨架的摆动使落到负极板栅骨架上的涂料向侧边流动。
32、与现有技术相比,本发明具有以下有益效果:驱动组件驱动第一夹紧板和第二夹紧板摆动,第一夹紧板和第二夹紧板通过拉绳机构带动磁性挤压块左右滑动,进而使喷料箱内的铅膏经第二单向阀喷出落到下方的板栅上,板栅上的铅膏随着板栅的上下摆动,在重力和离心力的作用下,向板栅的两边流动,防止铅膏在板栅的中心处堆积,使涂覆更加均匀。同时扩大了涂覆面积,提高了涂覆效率。
33、从板栅上滑落的铅膏落入到集料槽,方便收集利用,减少浪费。
技术特征:
1.一种铅蓄电池负极板栅,其特征在于:由负极板栅骨架(29)和涂覆于负极板栅骨架(29)上的铅膏构成;
2.一种铅蓄电池负极板栅的制备方法,其特征在于:包括如下步骤:
3.根据权利要求2所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述添加剂包括化学短纤维、炭黑、木素磺酸钠、硫酸钡、去离子水。
4.根据权利要求2所述的一种铅蓄电池负极板栅的制备方法,其特征在于:采用涂覆装置进行铅膏涂覆,所述涂覆装置包括上安装板(1)和底座(10),所述上安装板(1)的中间开设有条形孔;
5.根据权利要求4所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述升降机构包括托盘(13)、气缸(12)、第二伸缩杆(14);
6.根据权利要求3所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述摆动机构包括夹紧板组件和驱动组件;
7.根据权利要求5所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述拉绳机构包括摇杆(7)、拉绳(6)、固定架(9);
8.根据权利要求4所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述喷料机构包括喷料箱(2)、磁性挤压块(25)、磁性刮刀(28);
9.根据权利要求4所述的一种铅蓄电池负极板栅的制备方法,其特征在于:所述底座(10)上设有收料槽(11);收集负极板栅骨架(29)摆动时滑落的铅膏。
10.根据权利要求4所述的一种铅蓄电池负极板栅的制备方法,其特征在于,采用权利要求4中所述的涂覆装置,具体涂覆步骤如下:
技术总结
本发明属于铅蓄电池技术领域,涉及一种铅蓄电池负极板栅及其制备方法。一种铅蓄电池负极板栅包括板栅边框,所述板栅边框内固定设置有多条竖筋和多条横筋;所述板栅边框的上端设置有极耳;所述竖筋和横筋围构成的每个格子内均有加强筋。一种铅蓄电池负极板栅的制备方法包括板栅骨架的浇铸和铅膏的制备,然后利用涂覆装置将铅膏涂覆到板栅上。涂覆装置包括喷涂机构、摆动机构。板栅上的铅膏随着板栅的上下摆动,在重力和离心力的作用下,向板栅的两边流动,防止铅膏在板栅的中心处堆积,使涂覆更加均匀。同时扩大了涂覆面积,提高了涂覆效率。
技术研发人员:张利棒,邓艳萍,崔洪波,程涛,李钦如
受保护的技术使用者:天能集团(河南)能源科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!