轨道客车弧形裙板焊缝清理装置及其工艺方法与流程
本发明涉及轨道客车装备制造领域,尤其涉及一种轨道客车弧形裙板焊缝清理装置及其工艺方法。
背景技术:
1、轨道客车弧形裙板由两块铝合金型材焊接而成,中间焊缝宽度为10-12mm,焊缝高度为1.5-2mm,焊缝长度为500-2000mm,此长度由裙板长度而定。
2、在以往的工艺方法中,焊接完成后,需人工磨平焊缝,平均15分钟/米,工作效率较低,加之按照年产100列动车组,每列160块裙板的庞大需求量,裙板清理存在着工作量大,耗时多,劳动强度高等瓶颈问题。
3、原工艺方法中首先用砂轮机把高出表面的焊缝初步磨平,再用百叶片打磨抛光,磨平表面残余焊接部分,最后用抛光机使圆弧过度自然,为表面处理做准备。原工艺方法存在着手工打磨劳动强度高,质量不易控制;焊缝清理工序繁琐,使用设备种类较多,生产效率低;打磨处理粉尘大,对操作者健康及工作环境造成不良影响。
技术实现思路
1、本发明的目的是通过采用铣刀对铝合金裙板焊缝清理铣削新型工艺方案,结合裙板焊缝清理装置,工艺方法操作简单、安全系数高、处理后质量易于把控而且清洁环保,解决裙板焊缝处理的难题。
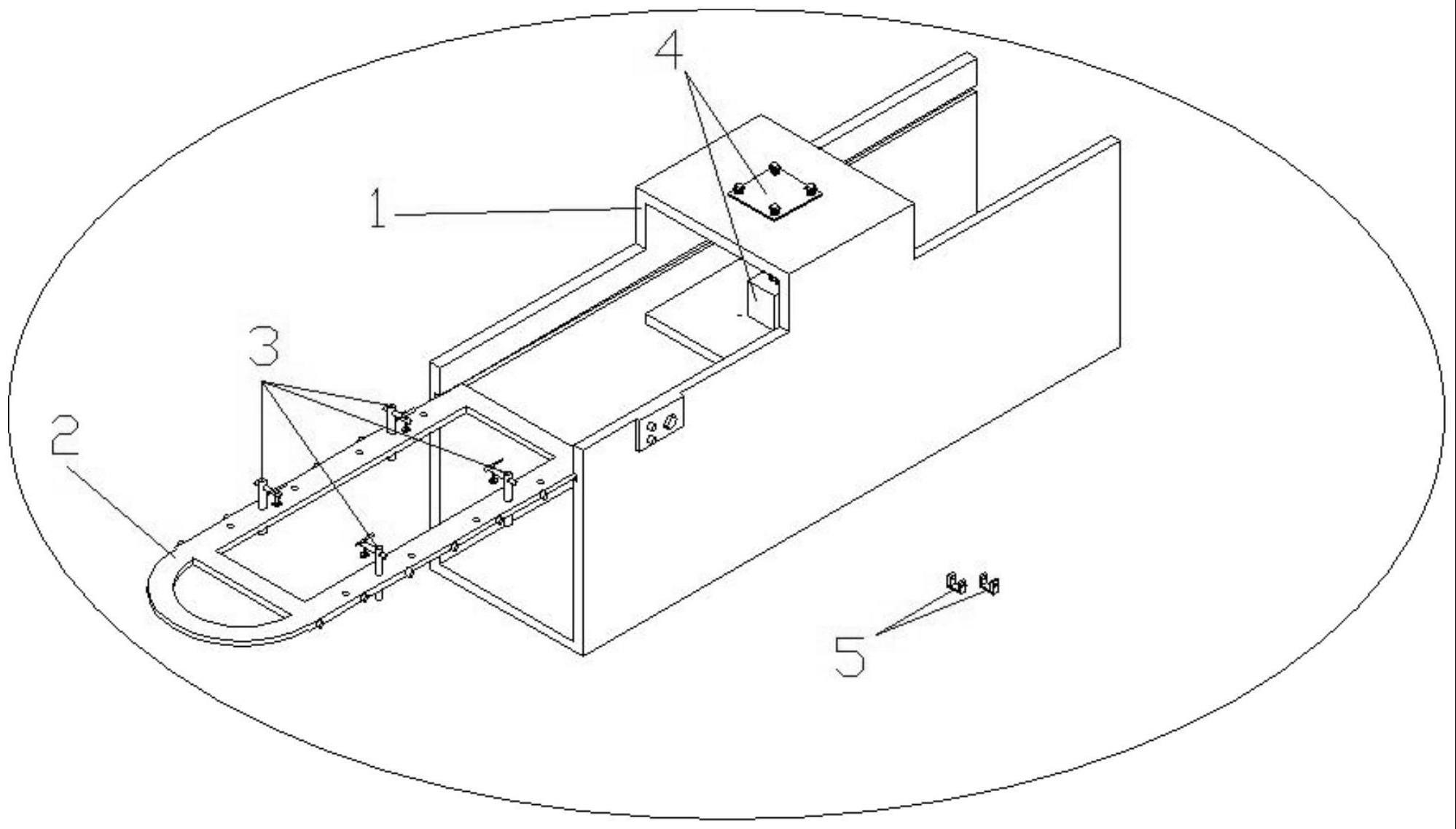
2、为达到上述目的,本发明提供一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其包括整体框架、裙板定位装置、裙板夹紧装置、铣削装置、铣刀辅助安装装置;所述的铣削装置共设置两个,上部的铣削装置和下部的铣削装置分别安装于整体框架的上部和下部;所述的整体框架包括上部的铣削装置安装座和下部的铣削装置安装座、装置启停开关和滑道,上部的铣削装置安装座和下部的铣削装置安装座分别位于整体框架的中间部位,装置启停装置开关位于整体框架的侧边,滑道在整体框架的内部的两侧,所述的裙板定位装置包括滑道、把手和若干定位孔,滑道与整体框架的滑道相互配合,定位孔内部有螺纹;所述的裙板夹紧装置将裙板固定到裙板定位装置上,裙板夹紧装置可旋进裙板定位装置的定位孔中,用来固定裙板,所述的铣刀辅助安装装置共设置两个,且分别与上部的铣削装置和下部的铣削装置连接并调整铣削装置的铣刀位置。
3、进一步的,所述的裙板夹紧装置包括固定柱和紧固连杆,固定柱设有螺纹,固定柱旋进裙板定位装置的定位孔中,紧固连杆设有螺纹可上下调节且下部有橡胶防护,可将裙板牢牢固定在裙板定位装置上。
4、进一步的,所述的铣削装置包括电机、铣刀、双支点机械定位装置和刀具压力调整装置,电机位于铣削装置内部用来驱动铣刀,双支点机械定位装置分布在铣刀两侧,可通过铣刀辅助安装装置进行调节,控制铣刀铣削深度,刀具压力调整装置位于铣削装置上部,固定在整体框架的铣削装置的安装座上,可在铣削过程中微调电机的上下位置及压力大小并且可以防止铣刀铣件过程中因为裙板不平整导致铣削的过深或过浅。
5、进一步的,所述的双支点机械定位装置包括分布在铣刀两侧的支柱,支柱上与裙板接触的位置设置有滑轮,所述的刀具压力调整装置包括螺栓、垫片和弹簧,且位于铣削装置一侧端面的四个直角处并与整体框架的铣削装置安装座固定。
6、进一步的,所述的铣刀和所述的双支点机械定位装置与裙板接触的位置弧度一致。
7、进一步的,所述的铣刀辅助安装装置包括固定螺杆和辅助安装座,固定螺杆位于辅助安装座两侧,可将铣刀辅助安装装置固定于铣削装置的双支点机械定位装置的两侧,辅助安装座底部与裙板接触的位置弧度一致,可辅助调节铣削装置的双支点机械定位装置和铣刀位置。
8、应用所述的清理装置的一种轨道客车弧形裙板焊缝清理的工艺方法,具体工艺步骤如下:
9、步骤1:准备待处理的裙板,裙板中间存在裙板焊缝待处理;
10、步骤2:将裙板固定在裙板定位装置上,防止处理裙板的过程中裙板松动,裙板放置于裙板定位装置的所在位置,令裙板焊缝处在中间位置,裙板夹紧装置的固定柱通过螺纹固定到裙板定位装置上合适的定位孔上,然后旋紧紧固连杆,将裙板固定牢固;
11、步骤3:将上部的铣削装置的上部的双支点机械定位装置接触至与裙板弧度随形的上部辅助安装座上,在通过旋紧上部固定螺杆将上部的铣削装置和上部的铣刀辅助安装装置固定在一起,再调整上部的铣刀使其接触至上部的辅助安装座,完成调整;下部的铣削装置的下部的双支点机械定位装置接触至与裙板弧度随形的下部的辅助安装座上,在通过旋紧下部的固定螺杆将下部的铣削装置和下部的铣刀辅助安装装置固定在一起,再调整下部的铣刀使其接触至下部的辅助安装座,完成调整;
12、步骤4:将铣削装置安装至整体框架上,上部的铣削装置通过上部的刀具压力调整装置安装到整体框架的上部的铣削装置安装座上,下部的铣削装置通过下部的刀具压力调整装置安装到整体框架的下部的铣削装置安装座上;
13、步骤5:裙板安装到裙板定位装置上后,将裙板定位装置的滑道送入整体框架的滑道中,按动整体框架上的装置启停开关启动铣削装置,通过推拉把手慢慢将裙板送入装置,到达铣削装置时,铣削装置会对裙板焊缝进行铣削,当裙板不平整时,上部的刀具压力调整装置和下部的刀具压力调整装置会随着裙板的形状调整其压力,避免处理后裙板焊缝处过深或过浅,出现质量问题,当裙板焊缝铣削完成后,按动整体框架上的装置启停开关关闭装置完成裙板的处理,最后清理现场。
14、新型工艺方法采用铣刀对铝合金裙板焊缝清理铣削新型工艺方法,彻底摆脱了原工艺方法中利用砂轮机、百叶片、抛光机处理焊缝的费时费力的方法,本发明结合裙板焊缝清理装置,由原手工打磨改善为刀具铣削方法,生产效率高;采用双支点机械定位装置,控制铣刀深度,铣削质量更稳定;对环境无污染,做到无尘化生产;采用滑道送料方法,方便快捷,单人操作,提升生产效率,解决裙板焊缝处理的难题。
技术特征:
1.一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,包括整体框架、裙板定位装置、裙板夹紧装置、铣削装置、铣刀辅助安装装置;所述的铣削装置共设置两个,上部的铣削装置和下部的铣削装置分别安装于整体框架的上部和下部;所述的整体框架包括上部的铣削装置安装座和下部的铣削装置安装座、装置启停开关和滑道,上部的铣削装置安装座和下部的铣削装置安装座分别位于整体框架的中间部位,装置启停装置开关位于整体框架的侧边,滑道在整体框架的内部的两侧,所述的裙板定位装置包括滑道、把手和若干定位孔,滑道与整体框架的滑道相互配合,定位孔内部有螺纹;所述的裙板夹紧装置将裙板固定到裙板定位装置上,裙板夹紧装置可旋进裙板定位装置的定位孔中,用来固定裙板,所述的铣刀辅助安装装置共设置两个,且分别与上部的铣削装置和下部的铣削装置连接并调整铣削装置的铣刀位置。
2.根据权利要求1所述的一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,所述的裙板夹紧装置包括固定柱和紧固连杆,固定柱设有螺纹,固定柱旋进裙板定位装置的定位孔中,紧固连杆设有螺纹可上下调节且下部有橡胶防护,可将裙板牢牢固定在裙板定位装置上。
3.根据权利要求1所述的一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,所述的铣削装置包括电机、铣刀、双支点机械定位装置和刀具压力调整装置,电机位于铣削装置内部用来驱动铣刀,双支点机械定位装置分布在铣刀两侧,可通过铣刀辅助安装装置进行调节,控制铣刀铣削深度,刀具压力调整装置位于铣削装置上部,固定在整体框架的铣削装置的安装座上,可在铣削过程中微调电机的上下位置及压力大小并且可以防止铣刀铣件过程中因为裙板不平整导致铣削的过深或过浅。
4.根据权利要求3所述的一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,所述的双支点机械定位装置包括分布在铣刀两侧的支柱,支柱上与裙板接触的位置设置有滑轮,所述的刀具压力调整装置包括螺栓、垫片和弹簧,且位于铣削装置一侧端面的四个直角处并与整体框架的铣削装置安装座固定。
5.根据权利要求3或4任意一项所述的一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,所述的铣刀和所述的双支点机械定位装置与裙板接触的位置弧度一致。
6.根据权利要求1所述的一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其特征在于,所述的铣刀辅助安装装置包括固定螺杆和辅助安装座,固定螺杆位于辅助安装座两侧,可将铣刀辅助安装装置固定于铣削装置的双支点机械定位装置的两侧,辅助安装座底部与裙板接触的位置弧度一致,可辅助调节铣削装置的双支点机械定位装置和铣刀位置。
7.应用如权利要求1-4、6任一项所述的清理装置的一种轨道客车弧形裙板焊缝清理的工艺方法,具体工艺步骤如下:
技术总结
本发明提供一种轨道客车弧形裙板焊缝清理新型焊缝清理装置,其包括整体框架、裙板定位装置、裙板夹紧装置、铣削装置、铣刀辅助安装装置;所述的铣削装置共设置两个,上部的铣削装置和下部的铣削装置分别安装于整体框架的上部和下部;新型工艺方法采用铣刀对铝合金裙板焊缝清理铣削,彻底摆脱了原工艺方法中利用砂轮机、百叶片、抛光机处理焊缝的费时费力的方法,本发明结合裙板焊缝清理装置,由原手工打磨改善为刀具铣削方法,生产效率高;采用双支点机械定位装置,控制铣刀深度,铣削质量更稳定;对环境无污染,做到无尘化生产;采用滑道送料方法,方便快捷,单人操作,提升生产效率,解决裙板焊缝处理的难题。
技术研发人员:卢任达,卢宏,邹彦德,高畅
受保护的技术使用者:中车长春轨道客车股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!