卷绕系统及其卷绕方法与流程
本发明涉及电池制造,特别涉及一种卷绕系统及其卷绕方法。
背景技术:
1、在圆柱锂电池或方形锂电池的制造过程中,卷绕电芯是关键步骤之一,电芯卷绕质量的高低会影响锂电池的使用安全性及使用寿命。
2、相关技术中,一般采用卷针对电芯进行卷绕,在卷绕过程中,由于初期极片的张力较大,导致卷芯的层间隙较小,后期在切断后出现无张力的情况,导致卷芯的层间隙较大,影响卷芯的使用性能。
技术实现思路
1、本发明的主要目的是提供一种卷绕系统,旨在调节极片的张力,以提高卷芯的使用性能。
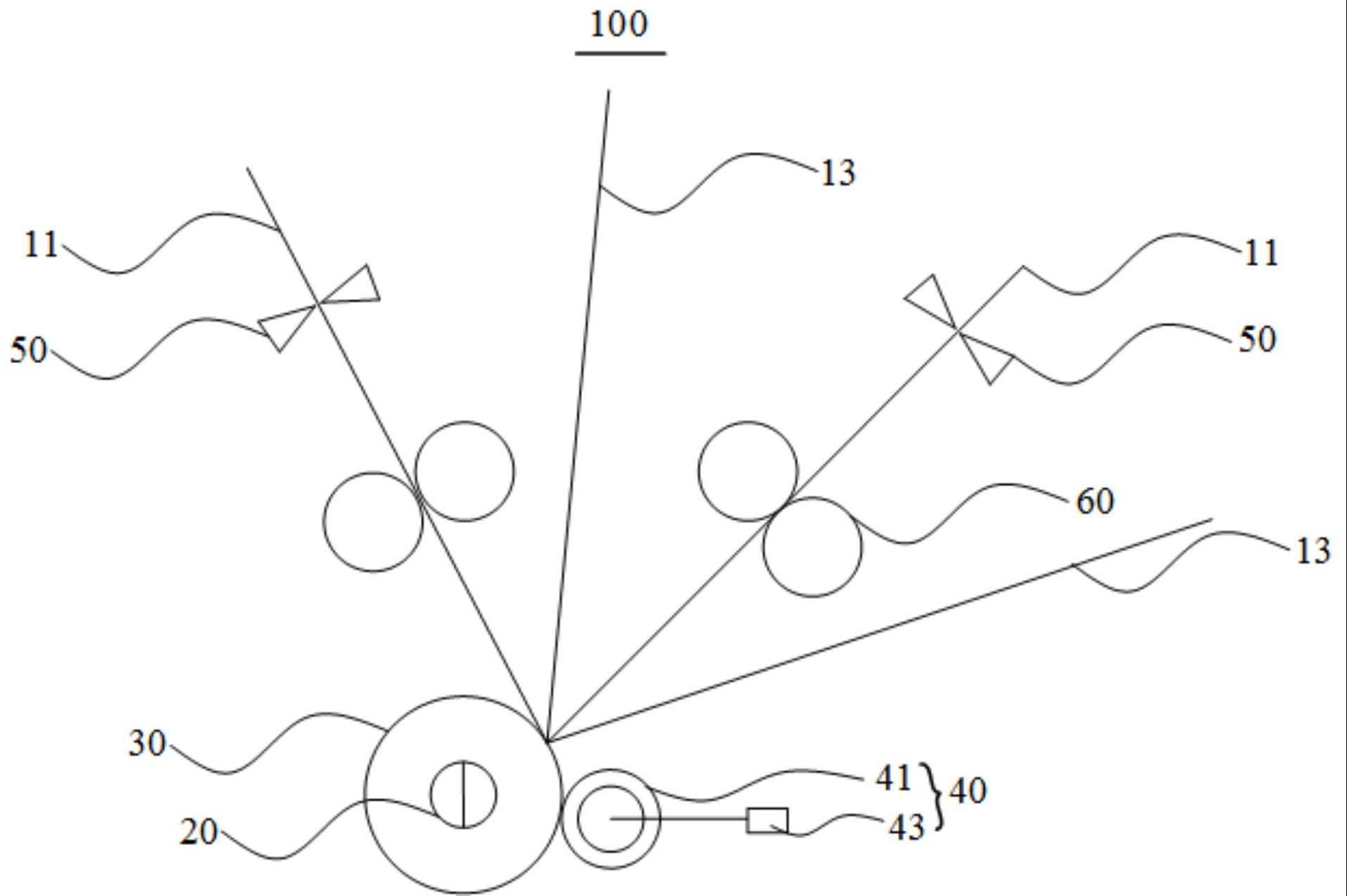
2、为实现上述目的,本发明提出的卷绕系统包括:
3、极片放卷机构,用于放卷极片;
4、隔膜放卷机构,用于放卷隔膜;
5、卷针,用于卷绕极片和隔膜以形成卷芯;
6、切刀,用于切断所述极片,所述切刀设置于所述卷针上游;以及
7、辅助轮机构,设置于所述切刀下游,所述辅助轮机构包括辅助轮、第一驱动件和第二驱动件,所述第一驱动件用于驱动所述辅助轮靠近或远离所述极片,所述第二驱动件用于驱动所述辅助轮转动,以调节所述极片张力。
8、本技术中的卷绕系统在卷绕过程中,在极片的侧部设置辅助轮机构,该辅助轮机构的辅助轮抵压极片,并受第二驱动件的驱动可以相对于极片主动转动,以调节极片的张力,从而可以调控卷芯的各个层间隙的大小,以提高卷芯的使用性能。辅助轮设于切刀的下游,可以对极片的整个卷绕周期中进行张力的调节,并且不会距离卷针过远,从而提升对极片张力的调节作用。例如,辅助轮可以设于每一极片的两侧,以在输送方向上主动驱动极片,以减小入卷时的张力;或是抵压在卷绕成型的卷芯的周侧,并相对于极片转动,从而调节极片的入卷张力。
9、在本技术的一实施例中,所述辅助轮设于所述卷针的一侧,所述辅助轮用于抵压所述卷芯外侧,所述第二驱动件用于驱动所述辅助轮在与所述卷针卷绕方向相反的方向上可转动设置,以调节所述极片的张力。
10、辅助轮抵压在卷绕成型的卷芯的周侧,并相对于极片转动,通过设定辅助轮的转动方向和抵压力,从而能够在卷绕初期时通过与卷绕方向相反的方向旋转,对极片的张力起到隔断作用,减少张力对极片和隔膜的拉扯和施压,从而增加内圈的层间隙;在卷绕后期时,通过对卷芯施压,将外圈的极片或隔膜压紧实,并减少切断后收尾的自由段长度,从而缩小外圈的卷绕间隙,改善内圈和外圈之间的层间隙的差异性,进而提高卷芯的使用性能。
11、在本技术的一实施例中,所述辅助轮的轴向长度大于等于所述卷针的轴向长度。
12、辅助轮的轴向长度设置可以实现对卷芯的完全抵压,从而提升对卷芯各个位置处的极片的张力缓解的均匀性。
13、在本技术的一实施例中,所述辅助轮的外周面为柔性材质。
14、柔性材质的设置可以降低辅助轮的表面坚硬度,实现对卷芯的保护。
15、在本技术的一实施例中,所述辅助轮设于所述极片卷入所述卷针的位置。
16、此处,将辅助轮设置在极片刚入卷至卷针的位置,可以提升对极片张力调节的效率和几率。
17、在本技术的一实施例中,所述辅助轮机构还包括压力传感器,所述压力传感器设于所述辅助轮,并与所述第一驱动件电连接;
18、且/或,所述辅助轮机构还包括位移传感器,所述位移传感器设于所述辅助轮的一侧,并与所述第一驱动件电连接。
19、此处,压力传感器的设置可以检测对卷芯或极片施加的压力值,从而更加精确控制第一驱动件的驱动以提升调节卷芯层间隙的效果。
20、在位移传感器的设置基础上,也可以进一步协同控制第二驱动件,提高对辅助轮驱动的精确度和效率。
21、在本技术的一实施例中,所述辅助轮机构设有至少两个,至少两个所述辅助轮机构间隔设于所述卷芯的周侧。
22、辅助轮机构的数量增加可以进一步提升对极片张力的调节效果,进一步减少内圈和外圈的层间隙的差异。
23、在本技术的一实施例中,所述辅助轮机构设有两个,两个所述辅助轮机构对称设于所述卷芯的周侧。
24、两个辅助轮机构的设置,结构简单,且另一辅助轮可以对主要改善张力的辅助轮进行补偿,进一步提高卷绕效果。
25、在本技术的一实施例中,所述辅助轮机构设有至少两个所述辅助轮,两个所述辅助轮夹设所述极片,所述第二驱动件用于驱动两个所述辅助轮中的至少一者在与所述极片的入料方向相同的方向转动设置。
26、此处,通过辅助轮在第二驱动件的驱动下可以相对于极片主动转动,能够施加极片一定的输送速度,从而与卷绕速度一致,调节极片的张力。
27、在本技术的一实施例中,两个所述辅助轮用于同时夹设两所述极片和两所述隔膜,所述第二驱动件用于驱动两个所述辅助轮中的至少一个在与所述极片的入料方向相同的方向转动。
28、将两隔膜和两个极片先预压叠合形成叠合件,再驱动辅助轮相对于叠合件主动转动,能够进一步减小初期极片的张力,且在极片裁断后可以提供一定的夹持力,提高卷芯卷绕效果。
29、在本技术的一实施例中,所述第一驱动件驱动所述辅助轮在垂直于所述极片的入料方向上运动;其中,设定所述极片与所述卷芯的周侧相接触的点为切点,所述切点与所述卷针的中心的连线与所述极片的表面相垂直设置。
30、通过两辅助轮机构的配合,可以减小极片和/或隔膜与卷针入卷处的角度带给卷芯的压力值,从而进一步缓解极片的张力,增大内圈的层间隙,且在极片裁断后可以提供一定的夹持力,继而减少了首尾的自由段长度,可减小外圈的层间隙,并改善卷芯收尾悬垂不良的问题。
31、本技术还提出一种卷绕系统的卷绕方法,所述卷绕系统包括极片放卷机构、隔膜放卷机构、卷针、切刀以及辅助轮机构,所述辅助轮机构包括辅助轮、第一驱动件和第二驱动件,所述卷绕方法包括步骤:
32、控制极片放卷机构释放极片,控制隔膜放卷机构释放隔膜;
33、控制卷针以第一方向转动以卷绕所述极片和隔膜;
34、控制第一驱动件驱动所述辅助轮靠近或远离所述极片,并控制第二驱动件驱动所述辅助轮转动,以调节所述极片的张力。
35、本技术中的卷绕方法中,在极片的侧部设置辅助轮机构,该辅助轮机构的辅助轮在卷绕过程中抵压极片,并受第二驱动件的驱动可以相对于极片主动转动,以调节极片的张力,从而可以调控卷芯的各个层间隙的大小,以提高卷芯的使用性能。
36、在本技术的一实施例中,所述辅助轮设于所述卷针的一侧,并用于抵压所述卷芯的外侧,控制第一驱动件驱动所述辅助轮靠近或远离所述极片,并控制第二驱动件驱动所述辅助轮转动,以调节所述极片的张力的步骤中,包括:
37、控制所述第二驱动件驱动所述辅助轮以与所述第一方向相反的方向转动,并使所述辅助轮抵接于所述卷芯的周侧,以调节所述极片的张力。
38、控制辅助轮机构的辅助轮抵压卷芯的外侧,并受驱动可以相对于卷芯主动转动,通过设定辅助轮的转动速度和抵压力,从而能够在卷绕初期时通过与入料相反的方向旋转对极片张力起到隔断作用,减少卷针卷绕对极片的拉扯和施压,从而增加内圈的层间隙;在卷绕后期时,通过增加对卷芯的抵压力,将外圈的极片和隔膜压紧实,并减少极片切断后收尾的自由段长度,从而缩小外圈的卷绕间隙,改善内圈和外圈之间的层间隙的差异性,进而提高卷芯的使用性能。
39、在本技术的一实施例中,控制所述第二驱动件驱动所述辅助轮以与所述第一方向相反的方向转动,并使所述辅助轮抵压于所述卷芯的周侧,以调节所述极片的张力的步骤中,包括:
40、检测所述卷芯的卷绕圈数;
41、判断所述卷芯卷绕第一预设圈数,则控制所述第一驱动件带动所述辅助轮以第一预设压力贴合于所述卷芯的表面,所述辅助轮的转动速度与所述卷针的卷绕速度一致。
42、此处,通过卷绕圈数的检测,从而更加方便控制第二驱动件的转动速度和位移位置。第一预设圈数较小时为内圈结构,故此时以较小的第一预设压力贴合在卷芯表面,能够反向转动与卷绕的速度相同,减小对极片的拉力即可,实现增大内圈层间隙的效果。
43、在本技术的一实施例中,判断所述卷芯卷绕第一预设圈数,则控制所述第一驱动件带动所述辅助轮以第一预设压力贴合于所述卷芯的表面,所述辅助轮的转动速度与所述卷针的卷绕速度一致的步骤之后,还包括:
44、判断所述卷芯卷绕第二预设圈数,则控制所述第一驱动件带动所述辅助轮以第二预设压力抵压于所述卷芯的周侧;
45、其中,所述第二预设圈数大于第一预设圈数,所述第二预设压力大于第一预设压力。
46、此时,当第二预设圈数较大时,例如在收尾阶段时,此时控制第二驱动件以较大的第二预设压力抵压卷芯,从而减小卷芯外圈的层间隙。
47、在本技术的一实施例中,所述第一预设圈数为1/3圈~1/2圈,所述第二预设圈数为倒数的1/3圈~1/2圈。
48、在该范围的圈数时进行干预,从而能够进一步缓解内圈极片的张力,进一步增大内圈的层间隙。当倒数的1/3圈~1/2圈进行压力提升的抵压时,可以避免卷芯的形变,并有效减少外圈的层间隙,进一步缓解内圈和外圈的层间隙差异。
49、在本技术的一实施例中,判断所述卷芯卷绕第二预设圈数,则控制所述第一驱动件带动所述辅助轮以第二预设压力抵压于所述卷芯的周侧的步骤中,包括:
50、控制所述第一驱动件驱动所述辅助轮以预设速度移动,以抵压于所述卷芯的周侧的压力由零逐渐增加到第二预设压力。
51、此处,缓慢逐渐提升辅助轮抵压卷芯的压力,可以使得卷芯卷绕过程更加稳定,避免出现偏移和变形的情况。
52、在本技术的一实施例中,所述辅助轮机构设有至少两个,控制第一驱动件驱动所述辅助轮靠近或远离所述极片,并控制第二驱动件驱动所述辅助轮转动,以调节所述极片的张力的步骤中,包括:
53、控制两个所述辅助轮机构对称贴合于所述卷芯表面;
54、设定靠近所述极片与所述卷芯相接触位置处的辅助轮为第一辅助轮,远离所述极片与所述卷芯相接触位置处的另一个辅助轮为第二辅助轮,控制所述第二辅助轮以与所述第一辅助轮的转动方向相反的方向转动。
55、两个辅助轮机构的设置,可以提升对卷芯抵压的稳定性,有效防止卷芯形变。同时,第二辅助轮的反向转动可以使得其与卷芯接触的一侧抵消极片的部分冗余打皱,提升卷绕效果。
56、在本技术的一实施例中,所述卷绕系统还包括两个压力传感器,两个所述压力传感器设于两个辅助轮;
57、设定靠近所述极片卷入所述卷芯位置的辅助轮为第一辅助轮,另一个为第二辅助轮,控制所述第二辅助轮以与所述第一辅助轮的转动方向相反的方向转动的步骤中,包括:
58、接收两所述压力传感器的检测结果;
59、判断第二辅助轮表面的压力值超过预设阈值,控制第一驱动件带动第一辅助轮朝远离所述卷芯的方向移动。
60、此处,通过压力传感器的设置,可以有效减少卷芯的形变。
61、在本技术的一实施例中,所述卷绕系统还包括位移传感器,所述位移传感器设于所述第一辅助轮的一侧;
62、判断第二辅助轮表面的压力值超过预设阈值,控制第一驱动件带动第一辅助轮朝远离所述卷芯的方向移动的步骤中,包括:
63、获取所述第二辅助轮表面的压力值与预设阈值的差值,并得到所述第一辅助轮的移动位移量;
64、控制所述位移传感器检测所述第一辅助轮的移动距离;
65、判断所述移动距离达到移动位移量,控制所述第一驱动件停止对第一辅助轮的驱动。
66、此处,位移传感器的设置可以与第二驱动件形成闭环控制,提升第二驱动件的控制精确度,并提升卷绕效率。
67、在本技术的一实施例中,所述辅助轮机构设有至少两个辅助轮,两个所述辅助轮用于夹设所述极片,控制第一驱动件驱动所述辅助轮靠近或远离所述极片,并控制第二驱动件驱动所述辅助轮转动,以调节所述极片的张力的步骤,包括:
68、控制所述第二驱动件驱动两个辅助轮以与所述极片的入料方向相同的方向转动,以调节所述极片的张力。
69、对于幅度较长,极片厚度较厚的电芯,通过辅助轮夹持极片,在入卷前对极片进行主动驱动,减小卷针对其的拉力,进一步提升调节张力的效果,
70、在本技术的一实施例中,两所述辅助轮用于同时夹设两所述极片和两所述隔膜,控制所述第二驱动件驱动两个辅助轮以与所述极片的入料方向相同的方向转动,以调节所述极片的张力的步骤,包括
71、控制所述第二驱动件驱动两个所述辅助轮以与所述极片和/或隔膜的入料方向相同的方向转动,所述辅助轮的转动速度与所述卷针的卷绕速度相同。
72、此处,通过辅助轮将极片和隔膜预先叠合,再相对于叠合件主动转动,简化结构,并实现对两极片和/或两隔膜的同时调节,提高调节效率和一致性。
73、在本技术的一实施例中,设定所述极片和隔膜与所述卷芯的周侧相接触的点为切点,控制所述第二驱动件驱动两个所述辅助轮以与所述极片和/或隔膜的入料方向相同的方向转动,所述辅助轮的转动速度与所述卷针的卷绕速度相同的步骤之后,还包括:
74、控制所述第一驱动件带动所述辅助轮靠近或远离所述极片和隔膜运动,以使所述切点与所述卷芯的中心的连线与所述极片和隔膜的表面相垂直设置。
75、此处,两个夹持件预先将极片和隔膜形成叠合件,并改变叠合件与卷芯的周侧相接触的位置所成的夹角,继而可以减小极片或隔膜的张力所带来的对卷芯表面的分切压力,从而能够进一步方便调节内圈的层间隙,减小卷芯的层间隙的差异性。
- 还没有人留言评论。精彩留言会获得点赞!