一种热缩套管及其制备方法与流程
本发明涉及防护套管,具体涉及一种热缩套管及其制备方法。
背景技术:
1、新能源汽车中,线束上与铜排的干涉处需要进行耐磨保护,目前通常采用编织结构实现耐磨保护,但是编织结构具有织物间隙,液体通过织物间隙后与线束接触容易腐蚀线束。为了防止对线束腐蚀,通常还需要在线束外热缩液体防护套管。综上所述,目前线束既需要液体防护套管,也需要耐磨编织套管,安装工序多,安装效率低。
技术实现思路
1、本发明的目的是提供一种热缩套管,用于改善目前的线束防护套管安装工序多的问题。
2、另外,本发明的目的是提供一种成型上述热缩套管的热缩套管制备方法。
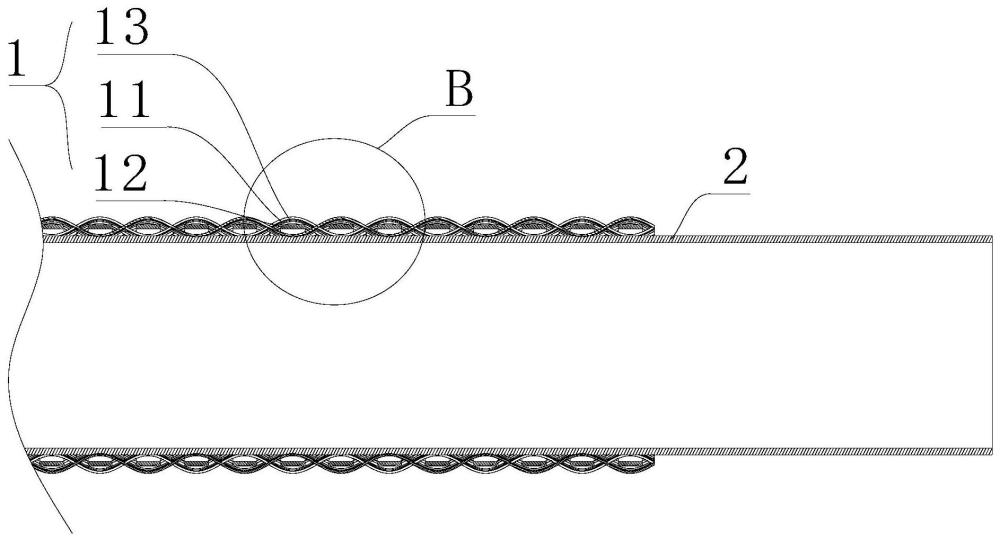
3、根据第一方面,一种实施例中提供一种热缩套管,包括抗磨防护管层、粘接层和液体防护管层,所述抗磨防护管层为编织层;所述液体防护管层处于所述抗磨防护管层内,所述液体防护管层用于阻止液体进入;所述粘接层固定所述抗磨防护管层与所述液体防护管层。
4、进一步的,一种实施例中,所述液体防护管层通过在所述抗磨防护管层内挤出扩张后固定在所述抗磨防护管层内。
5、进一步的,一种实施例中,所述抗磨防护管层为经纬编织结构,所述经纬编织结构包括径向的耐磨丝和纬向的热收缩丝。
6、更进一步的,一种实施例中,所述耐磨丝围成容纳所述热收缩丝的热收缩丝孔,所述热收缩丝处于所述热收缩丝孔中。
7、进一步的,一种实施例中,所述热收缩丝通过螺旋式缠绕所述耐磨丝的模式进行编织。
8、进一步的,一种实施例中,所述热收缩丝的截面呈扁平状,且所述热收缩丝的截面面积大于所述耐磨丝的截面面积。
9、进一步的,一种实施例中,所述热收缩丝为pe、tpee和pp中的至少一种材料制成,和/或所述耐磨丝采用高分子量聚乙烯、聚酰亚胺、聚酰胺、凯夫拉和高强力聚酯化纤中的至少一种制成。
10、进一步的,一种实施例中,所述液体防护管层为为pe、tpee和pp中的至少一种材料制成,和/或所述粘接层为处于所述抗磨防护管层与所述液体防护管层之间的eva胶水层。
11、第二方面,一种实施例中提供一种热缩套管制备方法,包括:
12、编织出抗磨防护管层,在所述抗磨防护管层内涂覆粘接液,通过在所述抗磨防护管层内挤出扩张的方式成型液体防护管层,所述液体防护管层和所述粘接液固化后,所述粘接液形成粘接层,所述液体防护管层粘附在所述抗磨防护管层内侧。
13、进一步的,一种实施例中,在所述抗磨防护管层内涂覆粘接液的方式是:在所述抗磨防护管层内侧涂覆所述粘接液或者将所述抗磨防护管层浸入粘接液中使所述抗磨防护管层内侧覆上所述粘接液;在所述液体防护管层被挤出扩张过程中,通过挤压所述粘接液使所述粘接液浸入所述抗磨防护管层的编织间隙中。
14、根据上述实施例的热缩套管,热缩套管采用抗磨防护管层、粘接层和液体防护管层,其中液体防护管层处于抗磨防护管层内,粘接层固定抗磨防护管层与液体防护管层。热缩套管使用时能够直接热缩在线束上,由于液体防护管层能够阻止液体进入,抗磨防护管层能够实现耐磨保护,无需单独安装液体防护套管和编织套管,减少了安装工序,提高安装效率。
技术特征:
1.一种热缩套管,其特征在于,包括抗磨防护管层、粘接层和液体防护管层,所述抗磨防护管层为编织层;所述液体防护管层处于所述抗磨防护管层内,所述液体防护管层用于阻止液体进入;所述粘接层固定所述抗磨防护管层与所述液体防护管层。
2.根据权利要求1所述的热缩套管,其特征在于,所述液体防护管层通过在所述抗磨防护管层内挤出扩张后固定在所述抗磨防护管层内。
3.根据权利要求1或2所述的热缩套管,其特征在于,所述抗磨防护管层为经纬编织结构,所述经纬编织结构包括径向的耐磨丝和纬向的热收缩丝。
4.根据权利要求3所述的热缩套管,其特征在于,所述耐磨丝围成容纳所述热收缩丝的热收缩丝孔,所述热收缩丝处于所述热收缩丝孔中。
5.根据权利要求3所述的热缩套管,其特征在于,所述热收缩丝通过螺旋式缠绕所述耐磨丝的模式进行编织。
6.根据权利要求3所述的热缩套管,其特征在于,所述热收缩丝的截面呈扁平状,且所述热收缩丝的截面面积大于所述耐磨丝的截面面积。
7.根据权利要求3所述的热缩套管,其特征在于,所述热收缩丝为pe、tpee和pp中的至少一种材料制成,和/或所述耐磨丝采用高分子量聚乙烯、聚酰亚胺、聚酰胺、凯夫拉和高强力聚酯化纤中的至少一种制成。
8.根据权利要求1或2所述的热缩套管,其特征在于,所述液体防护管层为为pe、tpee和pp中的至少一种材料制成,和/或所述粘接层为处于所述抗磨防护管层与所述液体防护管层之间的eva胶水层。
9.一种热缩套管制备方法,其特征在于,包括:
10.根据权利要求9所述的热缩套管制备方法,其特征在于,在所述抗磨防护管层内涂覆粘接液的方式是:在所述抗磨防护管层内侧涂覆所述粘接液或者将所述抗磨防护管层浸入粘接液中使所述抗磨防护管层内侧覆上所述粘接液;在所述液体防护管层被挤出扩张过程中,通过挤压所述粘接液使所述粘接液浸入所述抗磨防护管层的编织间隙中。
技术总结
本发明涉及防护套管技术领域,具体涉及一种热缩套管及其制备方法。热缩套管采用抗磨防护管层、粘接层和液体防护管层,其中液体防护管层处于抗磨防护管层内,粘接层固定抗磨防护管层与液体防护管层。热缩套管使用时能够直接热缩在线束上,由于液体防护管层能够阻止液体进入,抗磨防护管层能够实现耐磨保护,无需单独安装液体防护套管和编织套管,减少了安装工序,提高安装效率。
技术研发人员:王耀辉,邝炎楠,冯猛,李庆,方宋辉,唐心灵,张宝辉,米兰花,杨凤凯
受保护的技术使用者:深圳市骏鼎达新材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!