一种电池极板包片系统的制作方法
本发明涉及极板包片,尤其涉及一种电池极板包片系统。
背景技术:
1、在蓄电池的加工过程中,首先加工成极板,再由若干正极板、负极板以及隔板纸组成一个极群,隔板纸是包夹在正极板与负极板之间,这道工序通常称之为包片或包板,将正极板包片后再叠放到负极板上,使得每一组的正、负极板之间都有隔板纸,防止正极板、负极板短路,从而完成极板的包片操作。
2、中国专利cn202222709232.7公开了全自动叠片式蓄电池包片机,包括架体;放纸机构;正极板输送机构;正极板上料机构,设在正极板输送机构的旁边;切送纸机构,设在正极板输送机构的后面;极板群堆叠机构,设在切送纸机构的后面;负极板不间断上料机构,设在极板群堆叠机构的旁边;正向吸料机构,设有若干个,至少一个正向吸料机构设在正极板输送机构与正极板上料机构之间;至少一个正向吸料机构设在极板群堆叠机构与负极板不间断上料机构之间;成品输出机构,设在极板群堆叠机构的后面,用于将配好的极板群校正并输送到指定位置。
3、但是现有技术方案中,包片工序和叠片工序先后完成,叠片完成的正负极包板组无法连续输出;叠片工序缺少极板对齐导向,导致正负极板难以精准对齐,叠片精度差;极板推送包片时缺少水平限位,导致极板推送状态不稳定,影响正常包片、易卡纸,影响连续包片作业进度。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,提供一种电池极板包片系统,通过于输送机构正上方设置叠片机构,于叠片机构前后两侧设置正极模块与负极模块,配合正极模块同侧设置包片机构,正极模块朝向叠片机构推送正极板且推送给料过程中经包片机构自动包覆上隔板纸,负极模块同步朝向叠片机构推送负极板,负极板位于正极板上方,得到的极板组由叠片机构放料至输送机构上进行输出,在放料过程中负极板叠于包有隔板纸的正极板之上完成压纸叠片,通过正负极板相向推送的方式同时实现包片、叠片,水平导向送片方式实现稳定快速包片,推片终点限位实现精准对齐叠片,自动化程度和工作效率高,包片品质佳,解决现有技术中存在的叠片效率低、精度低、包片稳定性差等技术问题。
2、为实现上述目的,本发明提供如下技术方案:
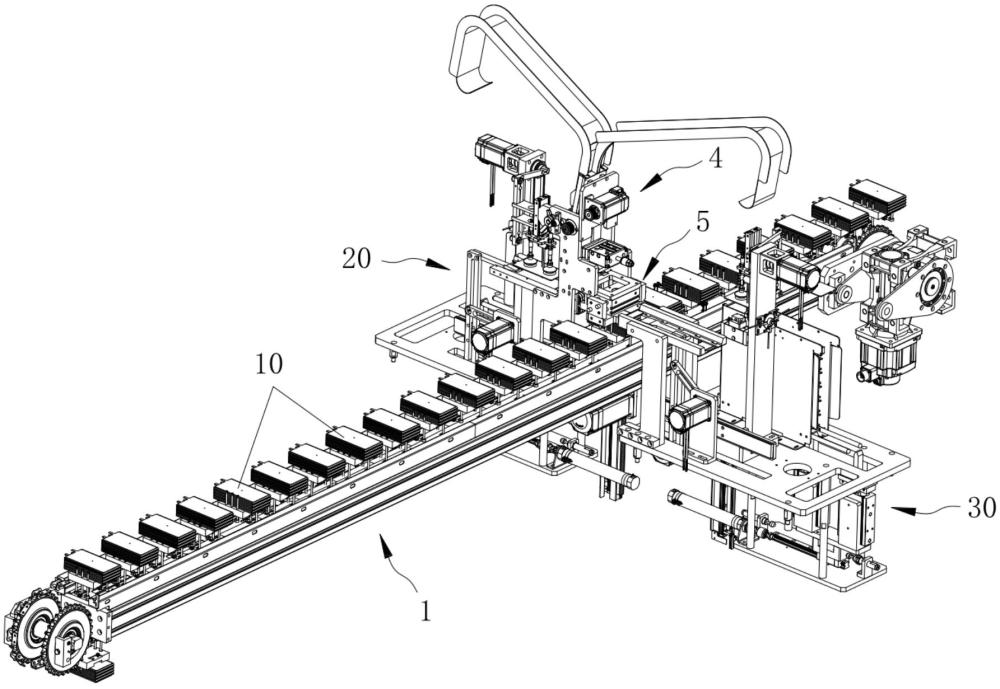
3、一种电池极板包片系统,包括:输送机构,所述输送机构连续输送极板组;分设于所述输送机构两侧的正极模块与负极模块;配合所述正极模块同侧设置的包片机构;以及设置于所述输送机构上方的叠片机构,所述正极模块朝向叠片机构推送正极板且推送给料过程中经包片机构自动包覆上隔板纸,所述负极模块同步朝向叠片机构推送负极板,负极板位于正极板上方,得到的极板组由叠片机构放料至输送机构上进行输出,在放料过程中负极板叠于包有隔板纸的正极板之上完成压纸叠片。
4、作为优选,所述正极模块与负极模块相对分布设置于所述叠片机构的两侧,所述正极模块包括用以放置正极板的正推送台,所述负极模块包括用以放置负极板的负推送台,所述正推送台的高度低于所述负推送台的高度设置,所述叠片机构包括叠片座,所述叠片座上水平贯通开设有叠片通槽,所述正极板和负极板被推送至各自的叠片通槽内。
5、作为优选,所述叠片座设置为开合式结构,以将其承接的极板组松开卸料至所述输送机构上,所述叠片机构还包括:
6、卸料驱动部,所述卸料驱动部安装于机架上并与所述叠片座动力连接,所述叠片座由左右两个对称设置的半夹组成,所述卸料驱动部驱动两个所述半夹水平张开或合拢。
7、作为优选,所述叠片机构还包括:叠片限位组件,所述叠片限位组件匹配所述正极板、负极板的推送路径设置于其推送终点位置,其通过挡止限位使正极板与负极板相互对齐。
8、作为优选,所述叠片限位组件包括:正限位部,所述正限位部设置于所述叠片机构相对于所述正极模块的另一端,推送到位的正极板抵触于所述正限位部上;以及负限位部,所述负限位部设置于所述叠片机构相对于所述负极模块的另一端,推送到位的负极板抵触于所述负限位部上。
9、作为优选,所述正限位部设置于所述负极模块上,且位于所述负极模块与叠片机构相对接的端部。
10、作为优选,所述正极模块与负极模块还均包括:送板驱动组件,所述送板驱动组件水平推送所述正推送台或负推送台承载的正极板或负极板给料,所述送板驱动组件通过同向连续转动驱动结构实现推料和复位动作的循环交替进行;以及极板上料单元,所述极板上料单元匹配包片进度向所述正推送台或负推送台上放置正极板或负极板。
11、作为优选,所述送板驱动组件包括:推送部,所述推送部对应与所述正推送台或负推送台的承载面高度相适配,以对应推送正极板或负极板;滑杆,所述滑杆沿极板送料方向滑动安装于滑座上,所述滑杆的顶部连接有所述推送部;以及送料驱动部,所述送料驱动部的回转驱动端连接有摆杆,所述滑杆上竖向开设有导槽,所述摆杆的自由端部滑动限位于所述导槽内。
12、作为优选,所述正推送台和负推送台均由左右对称设置的两组导轨组成。
13、作为优选,所述包片机构包括:包片导向辊组,所述包片导向辊组设置于所述正极模块和叠片机构之间,所述隔板纸竖向垂挂给料并在所述包片导向辊组的水平导向作用下包覆于推送给料的正极板外。
14、作为优选,所述包片导向辊组前后分布设置有两组,所述隔板纸竖向垂挂于两组所述包片导向辊组之间,每组所述包片导向辊组均包括上导向辊和下导向辊,推送给料的正极板从所述上导向辊和下导向辊之间的包片通道内穿过。
15、作为优选,后侧包片导向辊组的包片通道高度尺寸大于前侧包片导向辊组的包片通道高度尺寸。
16、作为优选,每组所述包片导向辊组的上导向辊和下导向辊均沿左右方向均布有至少两组。
17、作为优选,所述包片机构还包括:位于所述包片导向辊组上方的输纸组件和切纸组件,所述输纸组件向下输送连续的隔板纸,所述切纸组件配合包片进度对隔板纸进行切断。
18、本发明的有益效果在于:
19、(1)本发明通过在叠片机构的前后侧高度匹配设置正极模块和负极模块,两者同步相向推送正极板和负极板至叠片机构上实现叠片,配合正极模块同侧设置包片机构,正极模块朝向叠片机构推送正极板的过程中经包片机构自动包覆上隔板纸,负极模块同步朝向叠片机构推送负极板,负极板位于正极板上方,得到的极板组由叠片机构放料至输送机构上进行输出,在放料过程中负极板叠于包有隔板纸的正极板之上完成压纸叠片,通过正负极板相向推送的方式同时实现包片、叠片和落料压纸,且同工位自动完成包片、叠片,结构巧妙,动作连贯高效;
20、(2)本发明通过设置叠片机构为开合式结构以及配合在叠片机构下方设置输送机构,从而方便将叠片完成所得到的极板组松开卸料以由输送机构连续输出,从而实现叠片、输送连续自动化完成,并设置叠片限位组件对正负极板的推送终点进行挡止限位,从而使得正负极板叠片时精准对齐,保障叠片精准度;
21、(3)本发明中的包片机构通过沿正极板推送给料方向前后分布设置两组包片导向辊组,对正极板进行前后双重水平导向限位,使得极板推送过程前后端受力均衡,防止极板推送不稳发生弹跳歪翘、造成卡纸,并起到辅助隔板纸快速有效包覆于极板上下表面的作用,防止包片打滑;
22、(4)本发明通过设计调整正推送台、负推送台和叠片机构之间的间距以及正推送台和负推送台具有足够长的导向长度,实现正负极板水平叠片,避免叠片对接时发生错位卡死,保障叠片对接的顺畅度和高效性。
- 还没有人留言评论。精彩留言会获得点赞!