一种无壳式电容器浇筑模具及浇筑方法与流程
本发明涉及电容器制造,具体而言,涉及一种无壳式电容器浇筑模具及浇筑方法。
背景技术:
1、模具的尺寸是根据电容器的外形尺寸定制的,模具的存在是为了保证电容器的外形尺寸满足技术要求,同时将内嵌预制件与电容器通过环氧树脂结合为一个整体,提高其整体一致性。
2、一般把需要用金属外壳包裹的电容器称为有壳电容器,如金属外壳电容器,相对地,利用高温环氧树脂一次性浇注成型的电容器称为干式无外壳电容器。
3、目前无壳式电容器模具中底板与侧板连接采用底部向上锁紧方式,不便之处在于需要在产品翻转后须垫高底板后才可以锁紧侧板,操作困难,且模具采用六面模形式,容易在浇注成型后浇注面存在大量气孔,且环氧树脂固化收缩,行成缩痕,由于六面模全封闭形式,固化过程中无法观察修补。
技术实现思路
1、本发明解决的问题是如何更方便拆装模具以及观测浇筑成型情况。
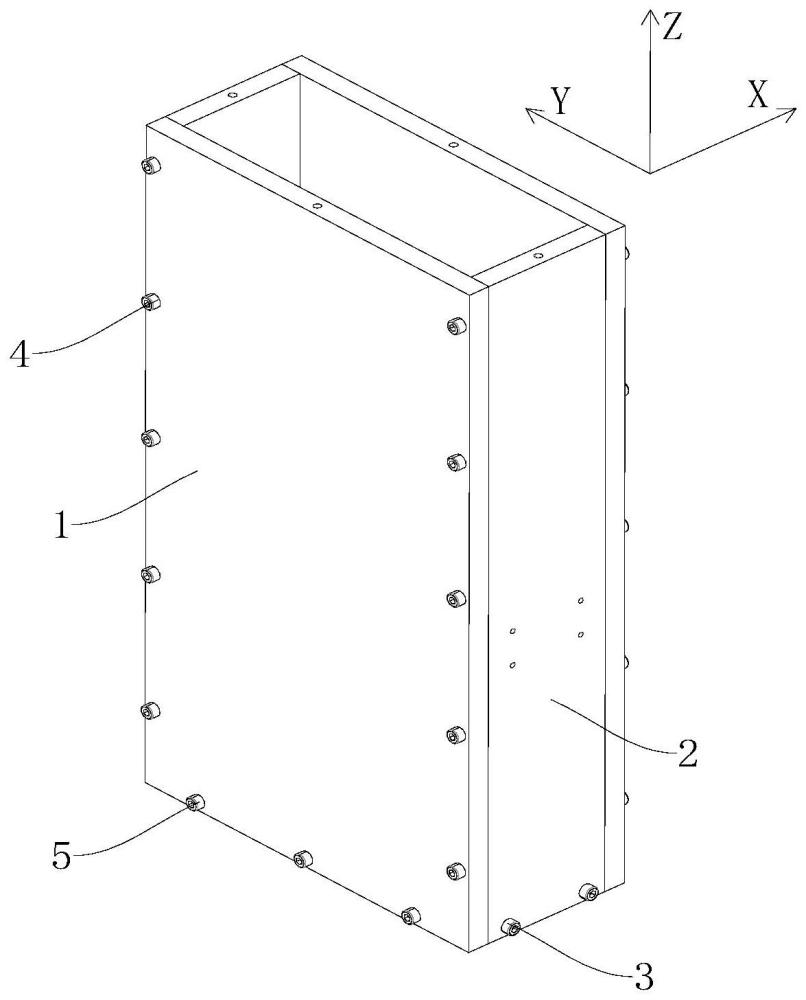
2、为解决上述问题,本发明提供一种无壳式电容器浇筑模具,包括底板、两块第一侧板以及两块第二侧板,两块所述第一侧板与两块所述第二侧板合围形成矩形模具框架,所述第一侧板与所述第二侧板通过贯穿所述第一侧板并插入所述第二侧板的厚度面的多个第一紧固件锁紧固定;所述底板通过插入其厚度面的多个第二紧固件和多个第三紧固件固定于所述矩形模具框架的底部,使所述矩形模具框架形成具有开口的五面模具。
3、可选地,所述第一侧板的两侧边缘处开设有多个第一通孔,多个所述第一通孔沿所述第一侧板的高度方向均匀分布,所述第二侧板与所述第一侧板相贴合的侧面开设有与多个所述第一通孔一一对应的第一锁紧孔,所述第一紧固件贯穿对应的所述第一通孔且与对应的所述第一锁紧孔配合将所述第一侧板锁紧固定。
4、可选地,所述第一侧板的底部边缘处开设有至少两个第三通孔,所述第二侧板的底部边缘处开设有至少两个第二通孔,所述底板的厚度面开设有分别与所述第三通孔和第二通孔对应的第三锁紧孔;
5、所述第一侧板与所述底板通过贯穿第三通孔并插入第三锁紧孔的多个所述第三紧固件锁紧固定;所述第二侧板与所述底板通过贯穿第二通孔并插入第三锁紧孔的多个所述第二紧固件锁紧固定。
6、可选地,所述底板上表面具有电极容置结构以及定位结构,所述电极容置结构包括与所述电容器的电极数量相等的电极槽,所述电极槽的深度相对于所述电容器的电极高出1mm;
7、所述定位结构包括至少一个定位凸起,所述定位凸起位于相邻的所述电极槽之间,所述定位凸起与所述电容器底部凹槽的形状大小配合。
8、可选地,所述第一侧板和第二侧板的高度相对于所述电容器高出的高度大于或等于10mm,在所述第一侧板和/或第二侧板内侧高出所述电容器10mm的位置设置标记。
9、可选地,所述第一侧板、第二侧板以及底板靠近所述电容器的一侧表面为成型面,所述成型面加工有小于c0.5的倒角,所述第一侧板、第二侧板以及底板的非成型面加工有c0.5或c1-c2的倒角。
10、与现有技术相比,本发明的无壳式电容器浇筑模具具有以下有益效果:
11、通过第一侧板、第二侧板以及底板利用第一紧固件、第三紧固件以及第二紧固件侧面锁紧的方式构成模具,使各紧固件的头部均位于模具的侧面,方便对模具拆装操作;且第一侧板、第二侧板以及底板组成具有开口的五面模具,在进行模具浇筑时,方便观测模具的成型情况,有利于及时补胶处理。
12、为解决上述问题,本发明还提供一种无壳式电容器浇筑方法,该方法基于上述的无壳式电容器浇筑模具,包括如下步骤:
13、步骤1:对所述第一侧板、第二侧板以及底板进行装配前预处理;
14、步骤2:利用所述第一紧固件配合于所述第二侧板的侧面,将所述第一侧板固定,使第一侧板、第二侧板合围成矩形模具框架后,将所述底板设置于矩形模具框架底部,通过所述第三紧固件和所述第二紧固件从侧面将所述底板固定,形成具有开口的五面模具;
15、步骤3:将所述电容器放置于所述模具的腔体内,通过所述定位结构对所述电容器定位,并使所述电容器的电极穿过所述底板表面的电极槽;
16、步骤4:向所述模具内填充高温环氧树脂,将模具转移至真空箱内真空处理,真空处理后将模具取出待所述高温环氧树脂固化后脱模。
17、可选地,在所述步骤1中,所述预处理包括倒角处理以及表面处理;
18、所述倒角处理用于使所述第一侧板、第二侧板以及底板的成型面形成小于c0.5倒角,使所述非成型面形成c0.5或c1-c2的倒角;
19、所述表面处理包括对所述第一侧板、第二侧板以及底板依次进行粗磨、精磨以及抛光处理。
20、可选地,所述粗磨采用60-100目的砂纸打磨,所述精磨采用400-600目的砂纸打磨,所述抛光采用钻石研磨膏进行抛光;
21、经所述粗磨、精磨以及抛光后,所述模具的表面粗糙度ra小于0.08μm。
22、可选地,在所述步骤3之前,对所述装配后的五面模具进行尺寸检测处理、试漏处理以及脱模剂渗入处理;
23、所述尺寸检测处理包括利用量尺和千分尺对所述模具的外观尺寸检测;
24、所述试漏处理包括向所述模具内注入液体,将所述模具放置在温度为100℃的烘箱内试漏;
25、所述脱模渗入处理包括将脱模剂涂抹在所述第一侧板、第二侧板以及底板的成型面,并在100℃的温度下对所述脱模剂加热,使所述脱模剂渗入所述模具的成型面,将未渗入所述模具内的脱模剂利用无纺布擦拭。
26、与现有技术相比,本发明的无壳式电容器浇筑方法所具有的有益效果与上述的无壳式电容器浇筑模具相同,此处不再赘述。
技术特征:
1.一种无壳式电容器浇筑模具,其特征在于,包括底板(6)、两块第一侧板(1)以及两块第二侧板(2),两块所述第一侧板(1)与两块所述第二侧板(2)合围形成矩形模具框架,所述第一侧板(1)与所述第二侧板(2)通过贯穿所述第一侧板(1)并插入所述第二侧板(2)的厚度面的多个第一紧固件(4)锁紧固定;所述底板(6)通过插入其厚度面的多个第二紧固件(3)和多个第三紧固件(5)固定于所述矩形模具框架的底部,使所述矩形模具框架形成具有开口的五面模具。
2.根据权利要求1所述的无壳式电容器浇筑模具,其特征在于,所述第一侧板(1)的两侧边缘处开设有多个第一通孔(11),多个所述第一通孔(11)沿所述第一侧板(1)的高度方向均匀分布,所述第二侧板(2)与所述第一侧板(1)相贴合的侧面开设有与多个所述第一通孔(11)一一对应的第一锁紧孔(21),所述第一紧固件(4)贯穿对应的所述第一通孔(11)且与对应的所述第一锁紧孔(21)配合将所述第一侧板(1)锁紧固定。
3.根据权利要求1所述的无壳式电容器浇筑模具,其特征在于,所述第一侧板(1)的底部边缘处开设有至少两个第三通孔(12),所述第二侧板(2)的底部边缘处开设有至少两个第二通孔(22),所述底板(6)的厚度面开设有分别与所述第三通孔(12)和第二通孔(22)对应的第三锁紧孔(61);
4.根据权利要求3所述的无壳式电容器浇筑模具,其特征在于,所述底板(6)上表面具有电极容置结构以及定位结构,所述电极容置结构包括与所述电容器的电极数量相等的电极槽(62),所述电极槽(62)的深度相对于所述电容器的电极高出1mm;
5.根据权利要求1所述的无壳式电容器浇筑模具,其特征在于,所述第一侧板(1)和第二侧板(2)的高度相对于所述电容器高出的高度大于或等于10mm,在所述第一侧板(1)和/或第二侧板(2)内侧高出所述电容器10mm的位置设置标记。
6.根据权利要求1-5任意一项所述的无壳式电容器浇筑模具,其特征在于,所述第一侧板(1)、第二侧板(2)以及底板(6)靠近所述电容器的一侧表面为成型面,所述成型面加工有小于c0.5的倒角,所述第一侧板(1)、第二侧板(2)以及底板(6)的非成型面加工有c0.5或c1-c2的倒角。
7.一种无壳式电容器浇筑方法,其特征在于,基于如权利要求1至6任意一项所述的无壳式电容器浇筑模具,包括如下步骤:
8.根据权利要求7所述的无壳式电容器浇筑方法,其特征在于,在所述步骤1中,所述预处理包括倒角处理以及表面处理;
9.根据权利要求8所述的无壳式电容器浇筑方法,其特征在于,所述粗磨采用60-100目的砂纸打磨,所述精磨采用400-600目的砂纸打磨,所述抛光采用钻石研磨膏进行抛光;
10.根据权利要求7所述的无壳式电容器浇筑方法,其特征在于,在所述步骤3之前,对所述装配后的五面模具进行尺寸检测处理、试漏处理以及脱模剂渗入处理;
技术总结
本发明涉及电容器制造技术领域,并提供了一种无壳式电容器浇筑模具及浇筑方法,包括底板、两块第一侧板以及两块第二侧板,两块第一侧板与两块第二侧板合围形成矩形模具框架,第一侧板与第二侧板通过贯穿第一侧板并插入第二侧板的厚度面的多个第一紧固件锁紧固定;底板通过插入其厚度面的多个第二紧固件和多个第三紧固件固定于矩形模具框架的底部,使矩形模具框架形成具有开口的五面模具。通过各侧板侧面锁紧的方式构成模具,使各紧固件的头部均位于模具的侧面,方便对模具拆装操作;且第一侧板、第二侧板以及底板组成具有开口的五面模具,在进行模具浇筑时,方便观测模具的成型情况,有利于及时补胶处理。
技术研发人员:李时民,徐元杰,潘振,张伟,唐志平
受保护的技术使用者:宁波市江北九方和荣电气有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!