储能电池电堆的自动化装配工艺及系统的制作方法
本发明属于储能电池电堆自动装配的,尤其涉及一种储能电池电堆的自动化装配工艺及系统。
背景技术:
1、随着储能领域对于储能用电池的高容量、长寿命的要求提高,液流电池的优势愈加明显,针对液流电池的技术突破需求越来越强烈。市场现有的液流电池电堆装配,主要是人工装配为主,特别是液流电池电堆的组装,装配的零件多、重复性高,装配过程常受人为因素影响,导致漏装、错装,影响产品质量及效率,本发明为解决上述问题而研制开发的一种储能电池电堆的自动化装配工艺及生产线。
技术实现思路
1、本发明的目的在于提供一种储能电池电堆的自动化装配工艺及系统,有效解决了由于人工装配所造成的效率低、稳定性差、劳动强度高等问题。为实现上述目的,采用的技术方案如下:
2、一种储能电池电堆的自动化装配工艺,包括以下步骤:
3、步骤1、基于环线一,组装进出液板组件;
4、步骤2、螺母二45、垫片二53的预置工序,为后续电堆产品74的总装拧紧提供工艺基础;
5、步骤3、中间板50上线,并移送至环线二上的工装板;
6、步骤4、组装子电堆,具体包括:
7、步骤41、中间的进出液板组件上线,并移送至中间板50;
8、步骤42、端电极板框57上线,并移送至中间的进出液板组件的表面;
9、步骤43、单片电池的上料堆叠工序,完成碳毡54、离子膜55和三合一板框56上料堆叠工序;
10、步骤44、端部的端电极板框57上线,并移送至最后一个单片电池的表面;
11、步骤45、端部的出液板组件上线,并抓取至端部的下端电极板框57;
12、步骤46、端板46上线,并移送至端部的进出液板组件;
13、步骤47、第一螺杆44、弹簧58、外观板48上线并安装;
14、步骤48、第一螺杆44拧紧于中间板50;
15、步骤49、螺母一41上线并预拧紧,以实现对子电堆的固定;
16、步骤5、180°翻转子电堆,使得中间板50翻转180°,之后执行步骤4,完成另一个子电堆的组装;
17、步骤6、将2个子电堆通过拉杆拧紧,以形成电堆产品74;
18、步骤7、下线。
19、优选地,步骤1具体包括:
20、步骤11、进出液板47上料,并移送至环线一上的工装板64;
21、步骤12、密封圈上料、进出液板47贴胶;
22、步骤13、回形框51上线,并移送贴胶,最后粘贴至进出液板47上的沟槽;
23、步骤14、铜板50上线,并移移送贴胶,最后粘贴至进出液板47上;
24、步骤15、进出液板组件下线。
25、优选地,步骤43具体包括:
26、步骤431、碳毡上线,并移送至端电极板框57;
27、步骤432、离子膜上线,并移送至步骤431中的碳毡54;
28、步骤433、两侧面均粘有碳毡的三合一板框56上线,并移送至步骤433中的离子膜55上;
29、步骤434、循环步骤431~433,完成下一个单片电池的上料堆叠。
30、优选地,步骤5中翻转工序具体包括:
31、流入该工位前,通过rfid识别出空的工装板、装有子电堆的工装板。装有子电堆的工装板流入该工位;
32、工装板到位挡停,子堆翻转设备19的顶升机构顶升定位工装板。
33、z轴伺服机构下降,电堆夹爪夹住子电堆,z轴伺服机构上升到指定距离,通过侧面翻转机构对子电堆进行180°翻转。
34、优选地,步骤6具体包括:
35、步骤61、将拉杆装入子电堆对应的拉紧孔中,拉杆贯穿2个子电堆;
36、步骤62、将拉杆的一端预拧紧于形成的第一个子电堆的端板46上,并安装弹簧58,拧紧螺母一41;
37、该拉杆的预拧紧过程中,垫片二53和螺母二45套设于拉杆上;
38、步骤63、再次翻转180度。
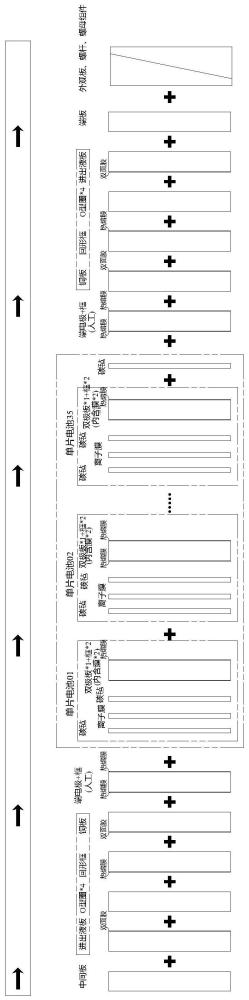
39、一种储能电池电堆的自动化装配系统,包括:
40、环线一,用于组装进出液板组件,其包括:
41、进出液板上料设备01,用于完成进出液板47的上料;
42、密封圈上料贴胶设备02,进行密封圈上料、进出液板47贴胶工序;
43、回形框上线设备03,进行回形框51上线,并移送贴胶,最后粘贴至进出液板47上的沟槽的工序;
44、铜板上线设备04,进行铜板50上线,并移移送贴胶,最后粘贴至进出液板47上的工序;
45、进出液板组件下线设备05,进行进出液板组件下线的工序;
46、环线二,用于组装电堆产品74,其包括:
47、螺母垫片预置设备06,进行螺母二45、垫片二53的预置工序;
48、中间板上线设备07,进行中间板50上线并移送至环线二上的工装板的工序;
49、进出液板组件上线设备一08,进行中间的进出液板组件上线,并移送至中间板50的工序;
50、端电极板框上线设备09,进行端电极板框57上线工序;
51、碳毡上线设备10,进行碳毡上线并移送至端电极板框57的工序;
52、离子膜上线设备11,进行离子膜上线工序;
53、三合一板框上线设备12,进行三合一板框56上线工序;
54、进出液板组件上线设备二13,进行端部的进出液板组件上线的工序;
55、端板上线设备14,进行端板46上线的工序;
56、螺杆弹簧外观板上线设备15,进行第二螺杆43、第一螺杆44、弹簧58、外观板48上线并安装工序;
57、螺杆拧紧设备16,进行第一螺杆44、第二螺杆43的拧紧工序;
58、螺母上线设备17,进行螺母一41上线的工序;
59、螺母拧紧设备18,进行螺母一41的预拧紧的工序;
60、子堆翻转设备19,用于翻转子电堆;
61、成品下线设备20,用于将电堆产品74转移出环线二。
62、与现有技术相比,本发明的优点为:
63、1、本发明中的技术方法及产线,完全取代了人工装配,全线分为子线体一(回形框组件线体)以及主线组成,将回形框单独独立出来,使相同工序统一组装,减少了整线的重复,降低了自动化产线的成本,提高了整体的生产效率;
64、2、本发明的技术方法及产线,将离子膜成型集成在主线中,实现自动裁切自动成型并自动上线堆叠;配合碳毡自动上线设备、三合一板框自动上线设备,使电堆的核心堆叠工位实现了自动化生产工艺;
65、3、本发明为电堆的装配及自动化生产提供了极佳的依据。
技术特征:
1.一种储能电池电堆的自动化装配工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的储能电池电堆的自动化装配工艺,其特征在于,步骤1具体包括:
3.根据权利要求1所述的储能电池电堆的自动化装配工艺,其特征在于,步骤43具体包括:
4.根据权利要求1所述的储能电池电堆的自动化装配工艺,其特征在于,步骤5中翻转工序具体包括:
5.根据权利要求1所述的储能电池电堆的自动化装配工艺,其特征在于,步骤6具体包括:
6.一种储能电池电堆的自动化装配系统,其特征在于,包括:
技术总结
本发明提出了一种储能电池电堆的自动化装配工艺及系统,该工艺包括:步骤1、基于环线一,组装进出液板组件;步骤2、螺母二、垫片二的预置工序,为后续电堆产品的总装拧紧提供工艺基础;步骤3、中间板上线,并移送至环线二上的工装板;步骤4、组装子电堆;步骤5、180°翻转子电堆,使得中间板翻转180°,之后执行步骤4,完成另一个子电堆的组装;步骤6、将2个子电堆通过拉杆拧紧,以形成电堆产品;步骤7、下线。本发明中各设备通过输送线联接起来,在控制系统以及信息化系统的管控下,协同作业,实现了电堆装配的自动化智能化生产,减少了劳动强度,提高了生产效率及装配质量。
技术研发人员:李长伟,丁聪,黄义,高文峰,李朝磊,王晨亮,刘建峰,汪纪东
受保护的技术使用者:中船重工鹏力(南京)智能装备系统有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!