一种CCGA焊柱自动植柱装置的制作方法
本技术涉及焊柱自动组装,特别涉及一种ccga焊柱自动植柱装置。
背景技术:
1、ccga焊柱,ceramic column grid array陶瓷柱栅阵列,是为了适应军工及航空航天等微电子工业的高可靠性需求而开发的新型焊接材料,采用ccga封装技术的元器件因其具有优异的抗振动、抗热疲劳、抗潮湿性能,较cbga封装具有更高的可靠性;ccga引脚是由焊柱阵列代替了cbga的焊球阵列,焊柱的植柱工艺与传统植球工艺完全不同,过程复杂;目前常用的植柱方法是采用治具手工植柱,即将焊柱其一根一根的植入器件,效率极低,且镊子极易损伤焊柱表面;专利cn108807188a公布了一种自动陶瓷柱栅阵列植柱机以及植柱方法,即采用振动填料的方式将焊柱植入器件,可以提升植柱效率,但焊柱在振动过程中产生摩擦,导致表面划伤及焊柱氧化等问题,且植入无法保证100%,需要人工补柱。
技术实现思路
1、本实用新型的目的是克服现有技术的不足,提供一种ccga焊柱自动植柱装置,避免焊柱在植柱过程中出现表面划伤及发生氧化现象,大幅度提升植柱效率。
2、本实用新型所采用的技术方案是:
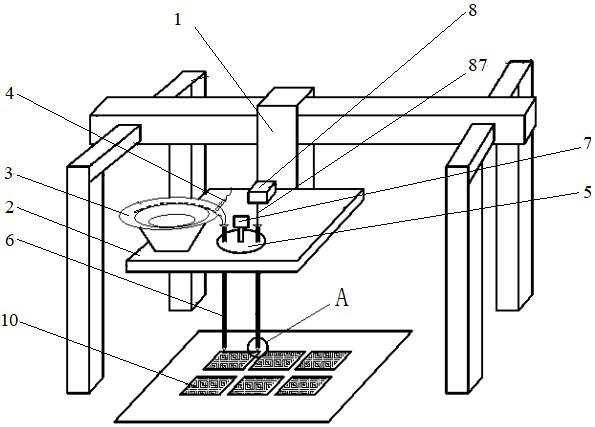
3、一种ccga焊柱自动植柱装置,包括支撑架、载台、振动盘、光纤传感器、转盘、导料管、电机a和送丝装置;
4、所述载台安装在支撑架上;振动盘设置在载台上;光纤传感器对应振动盘出料口设置;转盘转动设置在振动盘出料口一侧的载台上;导料管为双层结构,外层设置为硬质管件,内层为硅胶软管,硅胶软管下端出料口为锥形口设置,若干导料管均穿设在转盘上;电机a驱动转盘带动各导料管上端口依次交替与振动盘出料口对应;送丝装置通过支架设置在转盘上方的载台上;
5、所述送丝装置包括钢丝卷盘、电机b、张紧轮、送丝轮和电机c;电机b输出轴与钢丝卷盘中心连接,电机b驱动钢丝卷盘收卷;钢丝卷盘上钢丝的自由端经过张紧轮后进入两送丝轮之间,钢丝的自由端与转盘上装入焊柱后的导料管上端口对应;电机c输出轴与其中一送丝轮连接,驱动两送丝轮转动将钢丝送至导料管内。
6、具体的,所述的导料管外层为金属管或透明塑料管,长度为30~100mm。
7、更具体的,所述的导料管内层的硅胶软管长度与导料管外层长度一致或内层的硅胶软管为设置在导料管外层的下端部内的锥形口硅胶软管短节。
8、更具体的,所述的导料管导料管内层的硅胶软管内径比焊柱直径大20%~50%;锥形口内径是焊柱直径的10%~50%。
9、由于采用如上所述的技术方案,本实用新型具有如下优越性:
10、本实用新型的送料盘,实现焊柱自动排列送料,转盘将焊柱储料的导料管自动切换,与送丝装置配合,实现下料自动化,提高植柱效率,避免因植柱过程中的强烈振动导致的焊柱损伤和氧化问题,保证植柱质量。
技术特征:
1.一种ccga焊柱自动植柱装置,其特征在于,包括支撑架、载台、振动盘、光纤传感器、转盘、导料管、电机a和送丝装置;
2.根据权利要求1所述的ccga焊柱自动植柱装置,其特征在于:所述的导料管外层为金属管或透明塑料管,长度为30~100mm。
3.根据权利要求2所述的ccga焊柱自动植柱装置,其特征在于:所述的导料管内层的硅胶软管长度与导料管外层长度一致或内层的硅胶软管为设置在导料管外层下端部的锥形硅胶软管短节。
4.根据权利要求3所述的ccga焊柱自动植柱装置,其特征在于:所述的导料管内层的硅胶软管内径比焊柱直径大20%~50%;锥形口内径是焊柱直径的10%~50%。
技术总结
本技术介绍了一种CCGA焊柱自动植柱装置,包括支撑架、载台、振动盘、光纤传感器、转盘、导料管、电机A和送丝装置;载台安装在支撑架上;振动盘设置在载台上;光纤传感器对应振动盘出料口设置;转盘转动设置在振动盘出料口一侧的载台上;若干导料管均穿设在转盘上;电机A驱动转盘带动各导料管上端口依次交替与振动盘出料口对应;送丝装置通过支架设置在转盘上方的载台上。本技术的送料盘,实现焊柱自动排列送料,转盘将焊柱储料的导料管自动切换,与送丝装置配合,实现下料自动化,提高植柱效率,避免因植柱过程中的强烈振动导致的焊柱损伤和氧化问题,保证植柱质量。
技术研发人员:闫焉服,顾天亮,李自强,闫博恒
受保护的技术使用者:海普半导体(洛阳)有限公司
技术研发日:20230327
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!