换向器加固圈组装机构的制作方法
本技术涉及换向器领域,具体是换向器加固圈组装机构。
背景技术:
1、换向器是直流电机和交流换向器电动机电枢上的一个重要部件,由云母片隔开的许多铜片组成圆筒形或盘形,换向器上方有一个用于提高换向器稳定性的加固环,其两者连接时通常需要采用专门的组装机构进行组装。
2、换向器加固圈组装机构能够代替人工进行组装作业,但其在实际使用过程中仍然存在一些问题:传统组装机构在对换向器与加固圈进行组装时,其共分为进料、组装、出料三个步骤,这三个步骤需要按顺序单次进行,因此执行某一流程时,其余流程则无法同步进行,因此整体组装效率会受限制,若采用较长的流水线进行同时加工,则存在设备占地面积较大的问题;因此,针对以上现状,迫切需要开发一种的换向器加固圈组装机构,以克服当前实际应用中的不足,满足当前的需求。
技术实现思路
1、本实用新型的目的在于提供换向器加固圈组装机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
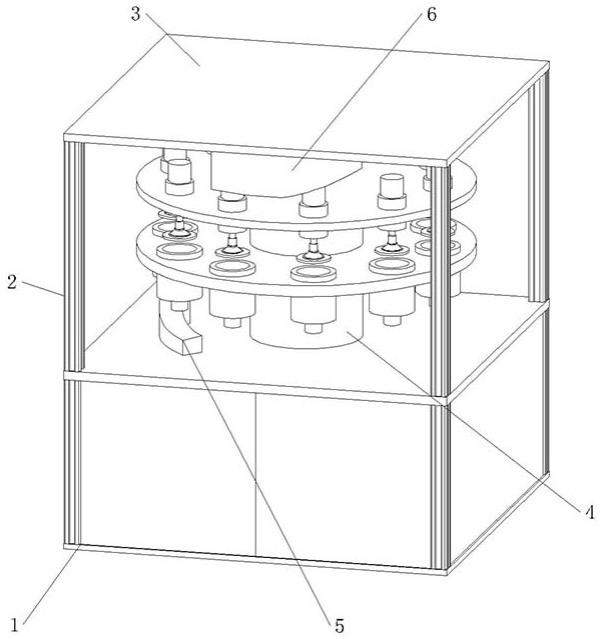
3、换向器加固圈组装机构,包括底柜、连接柱和顶板,顶板呈水平设置在底柜的顶部,四根连接柱呈垂直安装在底柜与顶板之间的四角位置,底柜的顶部中间位置安装有旋转压制组件,底柜的顶部边缘位置安装有斜台a,顶板的底部边缘位置安装有斜台b,底柜的内部设有电机和齿轮箱,且旋转压制组件通过齿轮箱与电机驱动连接。
4、作为本实用新型进一步的方案:旋转压制组件包括主轴、旋转盘a、旋转盘b、下冲组件和上冲组件,主轴呈垂直安装在底柜的中间位置,旋转盘a和旋转盘b呈水平设置在主轴的中间位置,并与主轴焊接,若干个下冲组件贯穿设置在旋转盘a的边缘位置,并与旋转盘a焊接,若干个上冲组件贯穿设置在旋转盘b的边缘位置,并与旋转盘b焊接。
5、作为本实用新型进一步的方案:下冲组件包括冲压套筒和下冲头,冲压套筒贯穿设置在旋转盘a的边缘位置,并与旋转盘a焊接,下冲头嵌入设置在冲压套筒的内部,并与冲压套筒活动连接,且下冲头的底端贯穿冲压套筒的底端。
6、作为本实用新型进一步的方案:上冲组件包括套筒、活动块、连接轴、弹簧和压盘,套筒贯穿安装在旋转盘b的边缘位置,连接轴贯穿设置在套筒的底部中间位置,并与套筒活动连接,压盘呈水平安装在连接轴的底端,活动块呈垂直安装在连接轴的顶端,套筒和连接轴之间安装有弹簧。
7、作为本实用新型进一步的方案:若干个下冲组件呈环状等距分布,若干个上冲组件呈环状等距分布,且下冲组件与上冲组件呈纵向一一对齐。
8、作为本实用新型进一步的方案:斜台a和斜台b的一角均开设有弧度。
9、有益效果:该种换向器加固圈组装机构通过设置的旋转压制组件与斜台相互配合,能够实现进料、组装、出料三个步骤同步进行,从而大大提高组装效率,当上冲组件受到斜台的限位并下滑至下冲组件顶部时,其能与下冲组件对加固圈实现固定的效果,当下冲组件受到斜台的限位并上滑至上冲组件的底部时,其能对加固圈实现快速的拆卸,旋转压制组件与上下两块斜台相互配合实现组装和下料两种功能,使其工作效率提高,同时整个设备的加工路径为盘状循环式,能够提高空间利用率,同时降低生产成本。
技术特征:
1.换向器加固圈组装机构,其特征在于:包括底柜(1)、连接柱(2)和顶板(3),所述顶板(3)呈水平设置在底柜(1)的顶部,四根所述连接柱(2)呈垂直安装在底柜(1)与顶板(3)之间的四角位置,所述底柜(1)的顶部中间位置安装有旋转压制组件(4),所述底柜(1)的顶部边缘位置安装有斜台a(5),所述顶板(3)的底部边缘位置安装有斜台b(6),所述底柜(1)的内部设有电机(7)和齿轮箱(8),且所述旋转压制组件(4)通过齿轮箱(8)与电机(7)驱动连接。
2.根据权利要求1所述的换向器加固圈组装机构,其特征在于:所述旋转压制组件(4)包括主轴(41)、旋转盘a(42)、旋转盘b(43)、下冲组件(44)和上冲组件(45),所述主轴(41)呈垂直安装在底柜(1)的中间位置,所述旋转盘a(42)和旋转盘b(43)呈水平设置在主轴(41)的中间位置,并与所述主轴(41)焊接,若干个所述下冲组件(44)贯穿设置在旋转盘a(42)的边缘位置,并与所述旋转盘a(42)焊接,若干个所述上冲组件(45)贯穿设置在旋转盘b(43)的边缘位置,并与所述旋转盘b(43)焊接。
3.根据权利要求2所述的换向器加固圈组装机构,其特征在于:所述下冲组件(44)包括冲压套筒(441)和下冲头(442),所述冲压套筒(441)贯穿设置在旋转盘a(42)的边缘位置,并与所述旋转盘a(42)焊接,所述下冲头(442)嵌入设置在冲压套筒(441)的内部,并与所述冲压套筒(441)活动连接,且所述下冲头(442)的底端贯穿冲压套筒(441)的底端。
4.根据权利要求2所述的换向器加固圈组装机构,其特征在于:所述上冲组件(45)包括套筒(451)、活动块(452)、连接轴(453)、弹簧(454)和压盘(455),所述套筒(451)贯穿安装在旋转盘b(43)的边缘位置,所述连接轴(453)贯穿设置在套筒(451)的底部中间位置,并与所述套筒(451)活动连接,所述压盘(455)呈水平安装在连接轴(453)的底端,所述活动块(452)呈垂直安装在连接轴(453)的顶端,所述套筒(451)和连接轴(453)之间安装有弹簧(454)。
5.根据权利要求2所述的换向器加固圈组装机构,其特征在于:若干个所述下冲组件(44)呈环状等距分布,若干个所述上冲组件(45)呈环状等距分布,且所述下冲组件(44)与上冲组件(45)呈纵向一一对齐。
6.根据权利要求1所述的换向器加固圈组装机构,其特征在于:所述斜台a(5)和斜台b(6)的一角均开设有弧度。
技术总结
本技术公开了换向器加固圈组装机构,包括底柜、连接柱和顶板,顶板呈水平设置在底柜的顶部,四根连接柱呈垂直安装在底柜与顶板之间的四角位置,底柜的顶部中间位置安装有旋转压制组件,底柜的顶部边缘位置安装有斜台A,该种换向器加固圈组装机构通过设置的旋转压制组件与斜台相互配合,能够实现进料、组装、出料三个步骤同步进行,从而大大提高组装效率,当上冲组件受到斜台的限位并下滑至下冲组件顶部时,其能与下冲组件对加固圈实现固定的效果,当下冲组件受到斜台的限位并上滑至上冲组件的底部时,其能对加固圈实现快速的拆卸,旋转压制组件与上下两块斜台相互配合实现组装和下料两种功能,使其工作效率提高。
技术研发人员:高志永,王健,洪万荃,潘明丽
受保护的技术使用者:浙江松普换向器有限公司
技术研发日:20230515
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!