一种焊接定位装置的制作方法
本技术涉及线材焊接设备,具体涉及一种焊接定位装置。
背景技术:
1、在电子设备中常会用到各种线材,为方便连接使用,这些线材都会焊接有接线端子,而接线端子的焊接工作通常需要通过自动化设备来批量完成。由于线材在焊接接线端子的过程中需要经过剥除绝缘层、沾助焊剂、沾锡以及焊接端子等多道工序。
2、相关技术中,在焊接的过程中,通常需要事先将线材和接线端子整理并放入治具中,再通过输送装置将治具输送至焊接工位处,利用焊接工位处的焊接定位装置对治具进行定位固定,再通过焊接装置对治具上的线材和接线端子进行焊接,从而完成接线端子的焊接工作。
3、但是,相关技术中的焊接定位装置通常只能对治具进行左右两侧的定位和固定,在焊接的过程中,治具仍然会出现在前后方向以及上下方向上的移位,即难以对治具进行精准定位,导致焊接精度较低,影响成品质量。
技术实现思路
1、本实用新型的目的在于针对相关技术中的焊接定位装置只能对治具的左右两侧进行定位和固定,在焊接的过程中难以对治具进行精准定位,导致焊接精度较低,影响成品质量的现象,本实用新型提供一种焊接定位装置。
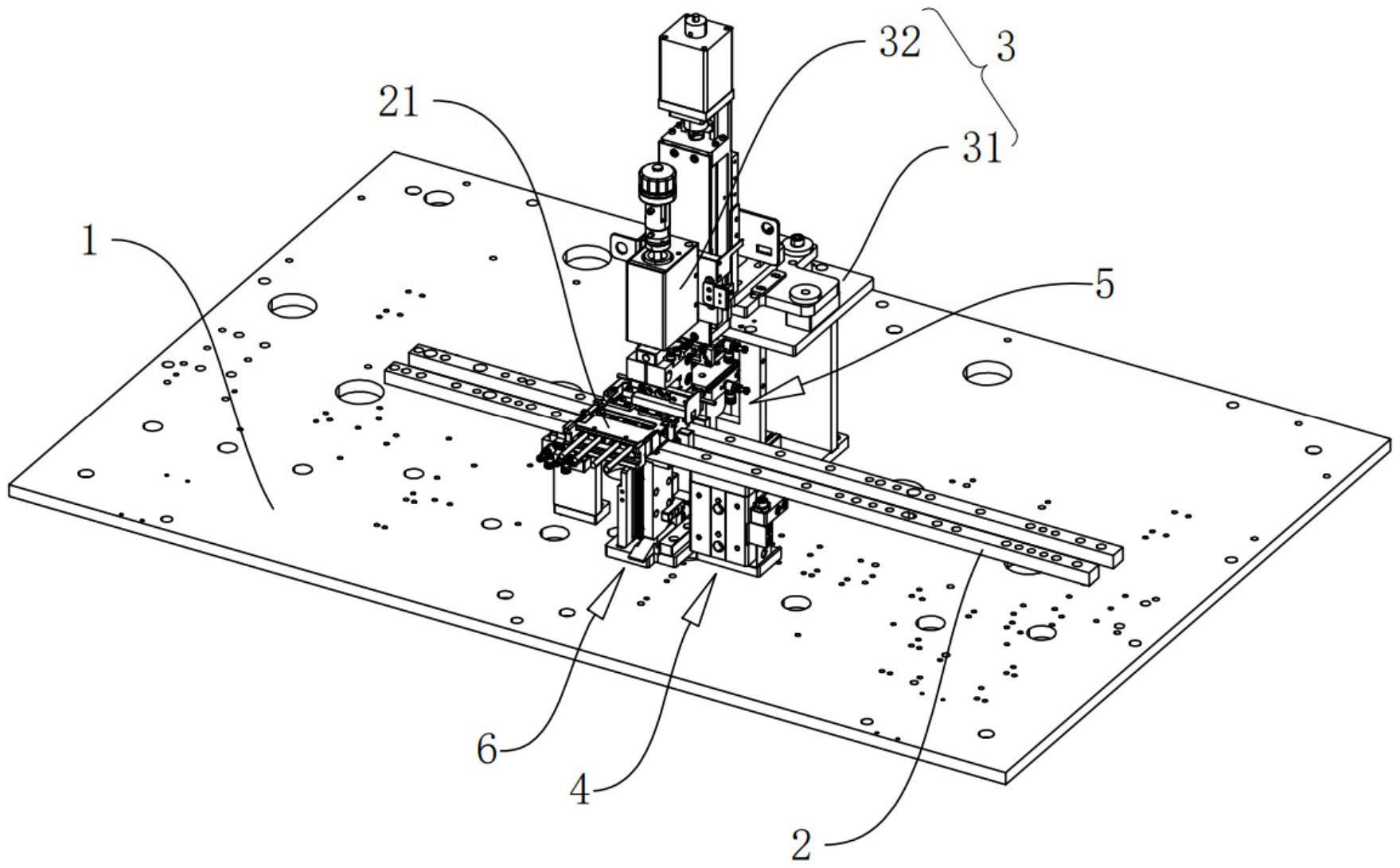
2、本实用新型采用的技术方案是:一种焊接定位装置,包括:底板;承载架,设置于所述底板上,用于承载治具;焊接组件,设置于所述底板上,且位于所述承载架的一侧,包括焊接支架以及设置于焊接支架上的焊接压头,所述焊接压头能够相对承载架竖直升降,以便进行对治具内的线材和接线端子进行焊接作业;水平定位组件,设置于所述底板上,且位于所述承载架的底侧,用于对治具的左右两侧进行定位;纵向定位组件,设置于所述焊接支架上,用于对治具的前后两侧进行定位;竖向定位组件,设置于所述承载架的底侧,用于对治具的底部进行支撑,使焊接压头相对承载架下压时治具不易向下移动。
3、通过采用上述技术方案,焊接时,首先通过传输装置将治具输送至承载架上,使治具能够位于焊接压头的下方,通过水平定位组件对治具的左右两侧进行定位,使焊接时治具的左右两侧不易发生移位,通过纵向定位组件对治具的前后两侧进行定位,使焊接时治具的前后两侧不易发生移位,再通过竖向定位组件对治具的底部进行支撑,使焊接压头相对承载架下压时治具不易向下移动。相较于相关技术中的焊接定位装置,本技术通过水平定位组件、纵向定位组件以及竖向定位组件配合对治具进行定位,分别对治具的左右两侧、前后两侧以及上下两侧进行定位固定,实现对治具的精准定位,从而使焊接时治具不易相对承载架发生移位,保证了焊接精度,提高了焊接后成品的质量。
4、优选的,所述水平定位组件包括可升降设置于承载架上的第一定位块、滑移设置于承载架上的第二定位块、用于驱动第一定位块相对承载架竖直升降,以令第一定位块能够伸出承载架的顶面的第一驱动件以及用于驱动第二定位块沿承载架的长度方向左右滑移的第二驱动件,所述第一定位块用于抵接治具的右端面,所述第二定位块用于抵接治具的左端面,且所述第一定位块和第二定位块配合对治具的左右两侧进行定位。
5、通过采用上述技术方案,焊接时,首先通过第一驱动件驱动第一定位块相对承载架竖直上升,使第一定位块伸出承载架的顶面,且此时第一定位块位于治具的右端面处,通过第二驱动件驱动第二定位块沿承载架的长度方向朝靠近或远离治具的方向移动,使第二定位块抵接于治具的左侧端面并将治具抵紧于第一定位块,从而实现对治具的左右两侧的定位,使治具的左右两侧即治具在水平方向上不易发生移位。
6、优选的,所述第一驱动件包括设置于底板上的第一安装座以及设置于第一安装座上的第一气缸,所述第一安装座位于承载架的底侧,所述第一气缸竖直设置于第一安装座上,且所述第一定位块固定连接于第一气缸的顶部,当所述第一气缸处于伸展或收缩状态时,所述第一气缸时够带动第一定位块伸出承载架的顶面或收回承载架的底侧。
7、通过采用上述技术方案,焊接时,通过驱动第一气缸处于伸展状态,带动第一定位块伸出承载架的顶面,即此时第一定位块从治具的右侧伸出,以便对治具的右侧端面进行定位。
8、优选的,所述第二驱动件包括设置于底板上的第二安装座以及设置于第二安装座上的第二气缸,所述第二安装座位于承载架的底侧,所述第二气缸固定安装于第二安装座上,且第二定位块固定连接于第二气缸朝向承载座的一侧,当所述第二气缸处于伸展或收缩状态时,所述第二气缸带动第二定位块沿承载架的长度方向朝靠近或远离治具的方向移动,以使第二定位块能够抵接于治具的侧壁。
9、通过采用上述技术方案,焊接时,通过驱动第二气缸处于伸展状态,带动第二定位块沿承载架的长度方向朝靠近或远离治具的方向移动,使第二定位块能够抵接于治具的左侧端面并将治具的右侧端面抵紧于第一定位块的侧壁,从而实现对治具的左右两侧的定位,使治具在承载架上时不易发生在左右方向上发生移位。
10、优选的,所述纵向定位组件包括固定设置于焊接支架上的第三安装座、设置于第三安装座上的第三气缸以及设置于第三气缸上的第三定位块,所述第三安装座位于焊接支架靠近承载架的一侧,所述第三气缸沿垂直于承载架的长度方向设置,所述第三定位块位于第三气缸的活塞杆上,且所述第三气缸处于伸展或收缩状态时,所述第三气缸带动第三定位块沿垂直于承载架的方向朝靠近或远离治具的方向移动,以使第三定位块能够抵接于治具的后端面。
11、通过采用上述技术方案,焊接时,当通过水平定位组件完成对治具的左右两侧进行定位时,此时通过驱动第三气缸处于伸展状态,带动第三定位块朝靠近或远离治具的方向移动,使第三定位块抵接于治具的后端面,从而实现在纵向方向对治具的定位。
12、优选的,所述治具的底侧开设有用于扣合于承载架上的扣合槽,所述扣合槽位于治具背离第三定位块的一侧,且所述扣合槽与第三定位块配合对治具进行定位。
13、通过采用上述技术方案,焊接时,通过驱动第三气缸处于伸展状态,带动第三定位块抵接于治具的后端面,且由于扣合槽扣合于承载架的顶面,使第三定位块能够带动治具沿垂直于承载架的长度方向移动,从而带动治具的前端与承载架的侧壁抵紧,进而使治具在扣合槽和第三定位块的配合下对治具的前后两侧进行定位固定。
14、优选的,所述竖直定位组件包括设置于底板上的第四安装座、滑移设置于第四安装座上的第四定位块、竖直设置于第四定位块上的支撑板、设置于支撑板上的支撑块以及用于驱动第四定位块垂直于承载架的长度方向相对第四安装座发生滑移,以令支撑块能够对治具提供稳定支撑的动力件,所述第四安装座位于治具的正下方,所述第四定位块能够相对第四安装座沿垂直于承载架的长度方向来回滑移,所述第四定位块上设置有倾斜的导向面,以使所述第四定位块相对第四安装座滑移时带动支撑板相对第四安装座竖直升降,所述支撑块位于支撑板的顶部,且所述支撑块用于向治具的底侧提供支撑。
15、通过采用上述技术方案,焊接时,通过驱动件驱动第四定位块沿垂直于承载架的长度方向来回滑移,在导向面的作用下,带动支撑板相对第四安装座竖直升降,使支撑块能够对治具的底侧提供稳定支撑,从而使焊接压头相对承载架下压时抵接至治具时,治具不易向下移动。
16、优选的,所述动力件包括设置于焊接支架上的第四气缸,所述第四气缸位于焊接支架的底侧,所述第四气缸沿垂直于承载架的长度方向设置,且所述第四定位块固定连接于所述第四气缸的活塞杆上。
17、通过采用上述技术方案,焊接时,通过驱动第四气缸处于伸展或压缩状态,带动第四定位块沿垂直于承载架的长度方向相对第四安装座来回滑移,从而使支撑板相对第四安装座竖直升降,即使支撑块能够对治具提供稳定的支撑,进而使焊接压头下压时治具不易在竖直方向上发生移位。
18、采用上述技术方案后,本实用新型有益效果为:
19、1、本技术通过水平定位组件、纵向定位组件以及竖向定位组件配合对治具进行定位,分别对治具的左右两侧、前后两侧以及上下两侧进行定位固定,实现对治具的精准定位,从而使焊接时治具不易相对承载架发生移位,保证了焊接精度,提高了焊接后成品的质量;
20、2、本技术在焊接时,通过第一气缸和第二气缸分别驱动第一定位块和第二定位块对治具的左右两侧进行定位固定,使治具在承载架上不易水平方向的移位,通过第三气缸驱动第三定位块对治具的前后两侧进行定位固定,同时通过第四气缸驱动第四定位块相对第四安装座沿垂直于承载架的长度方向来回滑移,使支撑板相对第四安装座的高度发生改变,从而是支撑板上的支撑块能够稳定地对治具的底侧提供支撑,即在焊接时,治具在承载架上不易发生竖直方向的移位,实现了对治具的精准定位,保证了焊接精度,且结构较为简单,生产成本较低,自动化程度较高,实用性强,具有较佳的市场推广价值。
- 还没有人留言评论。精彩留言会获得点赞!