一种一出二方形激光分切卷绕一体机设备的制作方法
本发明涉及锂电池生产,尤其是涉及一种一出二方形激光分切卷绕一体机设备。
背景技术:
1、目前锂电池设备中,以卷绕方式组合成形的电芯所组成的电池,称为卷绕电池,卷绕电池也称为电芯。卷绕形式的电芯可以使得锂电池的性能稳定、制造效率高。卷绕机将电池正极箔纸、负极箔纸、隔膜纸以特定的层序相互依次卷绕组合成电芯。现行业内电芯中端制造工艺流程为:将极片进行分切、激光切极耳、极片隔膜卷绕制作成电芯,此三个工艺制作所配置设备有极片分条机,激光切分条一体机,卷绕一体机或激光卷绕一体机,需要2台或者3台设备才能完成中端工艺制成电芯,不仅占地范围广,而且各个装置之间配合度较差,极片对齐度较差,经常需要停机检修,导致现有卷绕机生产效率较低,影响企业的效益。
技术实现思路
1、本发明的主要目的在于提供一种一出二方形激光分切卷绕一体机设备,以解决上述技术问题,将多台设备集成一台,并且将一个电芯分切形成两个。
2、为实现上述目的,本发明采用如下技术方案:
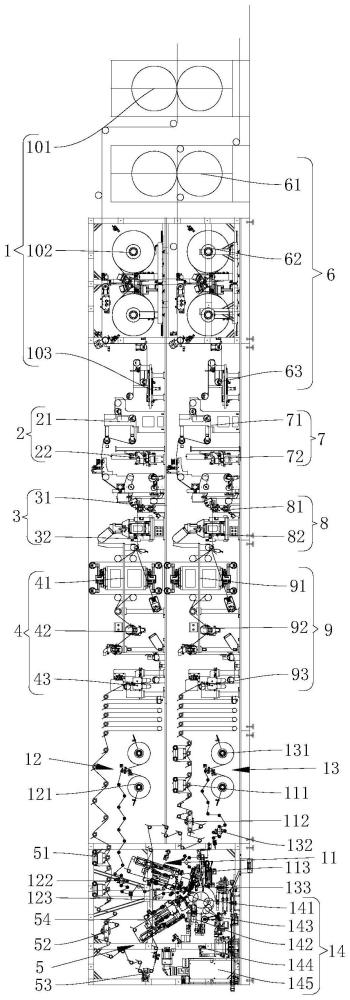
3、一种一出二方形激光分切卷绕一体机设备,包括有正极极片输入机构、正极激光模切机构、正极极片分条机构、正极除尘机构、正极入片机构、负极极片输入机构、负极激光模切机构、负极极片分条机构、负极除尘机构、负极入片机构、隔膜放卷机构和卷绕机构,所述正极极片输入机构对正极极片进行放卷,所述正极激光模切机构对正极极片进行激光切割形成极耳,所述正极极片分条机构对正极极片进行分切形成两段正极极片,所述正极除尘机构对正极极片进行除尘处理,所述正极入片机构将正极极片输送至所述卷绕机构中,所述负极极片输入机构对负极极片进行放卷,所述负极激光模切机构对负极极片进行激光切割形成极耳,所述负极极片分条机构对负极极片进行分切形成两段负极极片,所述负极除尘机构对负极极片进行除尘处理,所述负极入片机构将负极极片输送至所述卷绕机构中,所述隔膜放卷机构放卷隔膜至所述卷绕机构中,所述卷绕机构将正极极片、负极极片和两段隔膜卷绕形成电芯。
4、作为一种优选的技术方案,所述正极极片输入机构包括有正极极片放卷组件和正极第一张力控制组件,所述正极极片放卷组件对正极极片进行放卷,所述正极第一张力控制组件对放卷出来的正极极片调整张力。
5、作为一种优选的技术方案,所述正极极片模切机构包括有正极第一纠偏组件和正极激光模切组件,所述正极第一纠偏组件对正极极片进行纠偏,所述正极激光模切组件对正极极片的两端切割形成极耳。
6、作为一种优选的技术方案,所述正极极片分条机构包括有第一主驱牵引组件和正极极片分条组件,所述第一主驱牵引组件驱动正极极片传动,所述正极极片分条组件对正极极片进行分切形成两段正极极片。
7、作为一种优选的技术方案,所述正极除尘机构包括有正极第二纠偏组件、极耳除尘组件和毛刷除尘组件,所述正极第二纠偏组件对正极极片进行纠偏,所述极耳除尘组件对正极极片的极耳位置进行除尘,所述毛刷除尘组件对正极极片的两端面进行除尘。
8、作为一种优选的技术方案,所述正极入片机构包括有正极第三纠偏组件、正极第二张力控制组件、正极极片压花组件和正极送料组件,所述正极极片第三纠偏组件对两段正极极片进行纠偏,所述正极第二张力控制组件对正极极片进行张力调整,所述正极极片压花组件对正极极片进行压花,所述正极送料组件将正极极片裁断后移送至所述卷绕机构。
9、作为一种优选的技术方案,所述隔膜放卷机构包括有隔膜放卷组件和隔膜入片组件,所述隔膜放卷组件对隔膜进行放卷,所述隔膜入片组件将隔膜传输入片至所述卷绕机构。
10、作为一种优选的技术方案,所述卷绕机构包括有卷绕组件、裁断组件、收尾胶组件、外观检测组件和电芯冷压组件,所述卷绕组件将正极极片、负极极片和隔膜绕卷形成电芯,所述裁断组件将隔膜裁断,所述收尾胶组件于隔膜尾端进行贴胶,所述外观检测组件对完成卷绕的电芯进行外观检测,所述电芯冷压组件对电芯进行冷压处理。
11、作为一种优选的技术方案,所述卷绕组件包括有卷针、夹杆支撑结构、夹杆结构和夹杆驱动结构,所述卷针驱动电芯卷绕,所述夹杆驱动结构驱动所述夹杆结构伸出,所述夹杆支撑结构驱动所述支撑夹杆结构,所述夹杆结构夹紧电芯,所述夹杆驱动结构驱动夹杆结构缩回。
12、作为一种优选的技术方案,所述收尾胶组件包括有胶纸放卷结构、夹胶纸结构、备胶结构、胶带牵引结构和胶带裁断结构,所述胶纸放卷结构放卷胶纸,所述胶带牵引结构牵引胶带移动至所述夹胶纸结构,所述夹胶纸结构夹紧胶纸,所述胶纸裁断结构裁断胶纸,所述备胶结构驱动将胶纸贴至电芯表面。
13、本发明的有益效果在于:上述一出二方形激光分切卷绕一体机设备,能够将两个台设备集成一台设备且可对接前端设备辊压机,一次绕卷可分切形成两个或以上电芯,减少辊压收卷,防止材料物理特性发生变化,减少材料的浪费及能耗降低,成本更低,占地空间更小,人员配置减少。
技术特征:
1.一种一出二方形激光分切卷绕一体机设备,其特征在于,包括有正极极片输入机构、正极激光模切机构、正极极片分条机构、正极除尘机构、正极入片机构、负极极片输入机构、负极激光模切机构、负极极片分条机构、负极除尘机构、负极入片机构、隔膜放卷机构和卷绕机构,所述正极极片输入机构对正极极片进行放卷,所述正极激光模切机构对正极极片进行激光切割形成极耳,所述正极极片分条机构对正极极片进行分切形成两段正极极片,所述正极除尘机构对正极极片进行除尘处理,所述正极入片机构将正极极片输送至所述卷绕机构中,所述负极极片输入机构对负极极片进行放卷,所述负极激光模切机构对负极极片进行激光切割形成极耳,所述负极极片分条机构对负极极片进行分切形成两段负极极片,所述负极除尘机构对负极极片进行除尘处理,所述负极入片机构将负极极片输送至所述卷绕机构中,所述隔膜放卷机构放卷隔膜至所述卷绕机构中,所述卷绕机构将正极极片、负极极片和两段隔膜卷绕形成电芯。
2.根据权利要求1所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述正极极片输入机构包括有正极极片放卷组件和正极第一张力控制组件,所述正极极片放卷组件对正极极片进行放卷,所述正极第一张力控制组件对放卷出来的正极极片调整张力。
3.根据权利要求2所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述正极极片模切机构包括有正极第一纠偏组件和正极激光模切组件,所述正极第一纠偏组件对正极极片进行纠偏,所述正极激光模切组件对正极极片的两端切割形成极耳。
4.根据权利要求3所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述正极极片分条机构包括有第一主驱牵引组件和正极极片分条组件,所述第一主驱牵引组件驱动正极极片传动,所述正极极片分条组件对正极极片进行分切形成两段正极极片。
5.根据权利要求4所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述正极除尘机构包括有正极第二纠偏组件、极耳除尘组件和毛刷除尘组件,所述正极第二纠偏组件对正极极片进行纠偏,所述极耳除尘组件对正极极片的极耳位置进行除尘,所述毛刷除尘组件对正极极片的两端面进行除尘。
6.根据权利要求5所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述正极入片机构包括有正极第三纠偏组件、正极第二张力控制组件、正极极片压花组件和正极送料组件,所述正极极片第三纠偏组件对两段正极极片进行纠偏,所述正极第二张力控制组件对正极极片进行张力调整,所述正极极片压花组件对正极极片进行压花,所述正极送料组件将正极极片裁断后移送至所述卷绕机构。
7.根据权利要求6所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述隔膜放卷机构包括有隔膜放卷组件和隔膜入片组件,所述隔膜放卷组件对隔膜进行放卷,所述隔膜入片组件将隔膜传输入片至所述卷绕机构。
8.根据权利要求7所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述卷绕机构包括有卷绕组件、裁断组件、收尾胶组件、外观检测组件和电芯冷压组件,所述卷绕组件将正极极片、负极极片和隔膜绕卷形成电芯,所述裁断组件将隔膜裁断,所述收尾胶组件于隔膜尾端进行贴胶,所述外观检测组件对完成卷绕的电芯进行外观检测,所述电芯冷压组件对电芯进行冷压处理。
9.根据权利要求8所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述卷绕组件包括有卷针、夹杆支撑结构、夹杆结构和夹杆驱动结构,所述卷针驱动电芯卷绕,所述夹杆驱动结构驱动所述夹杆结构伸出,所述夹杆支撑结构驱动所述支撑夹杆结构,所述夹杆结构夹紧电芯,所述夹杆驱动结构驱动夹杆结构缩回。
10.根据权利要求9所述的一出二方形激光分切卷绕一体机设备,其特征在于,所述收尾胶组件包括有胶纸放卷结构、夹胶纸结构、备胶结构、胶带牵引结构和胶带裁断结构,所述胶纸放卷结构放卷胶纸,所述胶带牵引结构牵引胶带移动至所述夹胶纸结构,所述夹胶纸结构夹紧胶纸,所述胶纸裁断结构裁断胶纸,所述备胶结构驱动将胶纸贴至电芯表面。
技术总结
本发明涉及一种一出二方形激光分切卷绕一体机设备,包括有极片输入机构、激光模切机构、极片分条机构、除尘机构、入片机构、隔膜放卷机构和卷绕机构,极片输入机构对极片进行放卷,激光模切机构对极片进行激光切割形成极耳,极片分条机构对极片进行分切形成两段极片,除尘机构对极片进行除尘处理,入片机构将极片输送至卷绕机构中,隔膜放卷机构放卷隔膜至卷绕机构中,卷绕机构将极片、负极极片和两段隔膜卷绕形成电芯。上述一出二方形激光分切卷绕一体机设备,能够将两个台设备集成一台设备一次绕卷可分切形成两个或以上电芯,减少辊压收卷,卷绕放卷,防止材料物理特性发生变化,减少材料及能耗的浪费,成本更低,占地空间更小,人员配置减少。
技术研发人员:关天栋,高佛清,张柏祥,李杰
受保护的技术使用者:东莞市雅康精密机械有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!