一种无箍表贴式转子的制作方法
1.本实用新型涉及电机技术领域,尤其涉及无箍表贴式转子。
背景技术:
2.随着新能源汽车驱动技术路线的发展,永磁电机的占比越来越大。因表贴式与内置式相比,能有效降低成本,新能源汽车驱动电机的某些领域使用表贴式转子电机成为行业内共识。
3.现有表贴式转子电机技术中,通常用粘胶加打箍(装薄套箍或打碳纤维)两者相结合的工艺固定永磁体,此工艺中打箍比较麻烦,造成成本较高;同时使用温度通常在120度之内,耐高温永磁体配套应用受限。解决现有技术中的问题可以拓宽表贴式转子电机的应用领域,优化装配工艺,提高生产效率,降低电机成本。
技术实现要素:
4.为了解决上述背景技术中现有表贴式转子打箍工艺复杂,造成成本较高,且使用温度限制在120度以下的问题,本实用新型提供了一种无箍表贴式转子。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种无箍表贴式转子,包括转子铁芯和电机轴,所述转子铁芯包括若干个并列排列的冲片,所述冲片中心设有通孔,所述通孔内设有键槽,所述电机轴穿过转子铁芯内部通孔,外圆面通过平键与转子铁芯连接,其特征在于: 还包括永磁体、圆螺母、止退垫圈、第一压圈、第二压圈和第三压圈,所述冲片外圆面上设有2n个呈圆周均布的燕尾槽,所述n为大于1的自然数,所述燕尾槽槽底设为平面,槽底两侧边圆弧过渡,所述永磁体外形与燕尾槽槽型一致,尺寸与燕尾槽尺寸相配合,所述永磁体外表面设为外圆弧面,该外圆弧面与转子铁芯同轴,所述燕尾槽内均设有永磁体,所述永磁体通过粘接胶与燕尾槽各内侧面固定连接,所述粘接胶加热固化后的连接强度为5~20mpa,所述相邻燕尾槽内的永磁体磁极相反,所述第一压圈固定连接于转子铁芯左端面上,所述第二压圈设于转子铁芯右端面上,所述第三压圈套设于第二压圈外侧,与第二压圈固定连接,所述电机轴包括第一圆柱部和第二圆柱部,所述第一圆柱部外径大于第二圆柱部外径,所述第二圆柱部右侧设有与圆螺母相配合的外螺纹,电机轴的第一圆柱部右端面与第一压圈左端面连接,第二圆柱部依次穿过第一压圈、转子铁芯、第二压圈、第三压圈、止退垫圈和圆螺母,锁紧圆螺母,将转子铁芯与第一压圈、第二压圈锁紧。
7.进一步的,所述燕尾槽内的永磁体沿转子铁芯轴向分段设置。
8.永磁体分段设置可以减小永磁体的磁损耗。
9.进一步的,所述永磁体外表面两侧设有倒角,所述倒角设为1~20度。
10.永磁体两侧倒角,可以减小电机的转矩脉动。
11.进一步的,所述粘接胶使用温度上限不低于180摄氏度,可用于耐高温永磁体。
12.进一步的,所述粘接胶采用高温环氧结构胶。
13.进一步的,所述第一压圈、第二压圈和第三压圈均采用不导磁材料。
14.进一步的,所述第一压圈中心设有第一通孔,所述第一通孔孔径与电机轴第二圆柱部外径相配合,所述第一通孔左侧设有第一沉孔,所述第一圆柱部右端面与第一沉孔底面连接。
15.进一步的,所述第二压圈中心设有第二通孔,所述第二通孔孔径与电机轴第二圆柱部外径相配合,所述第二压圈右端面上设有圆环形凸台,所述止退垫圈左端面与圆环形凸台右端面连接。
16.进一步的,所述第三压圈中心设有第三通孔,所述第三通孔孔径大于止退垫圈和圆螺母的最大外径,所述第三通孔的左端设有第二沉孔,所述第二沉孔与第二压圈外圆面相套接,所述第二沉孔孔底设有多个螺栓孔,所述第二压圈上与螺栓孔对应位置均设有螺纹孔,所述第二压圈与第三压圈通过多个螺栓分别穿过对应螺栓孔与螺纹孔螺纹连接锁紧。
17.与现有技术相比,本实用新型的有益效果为:1)转子铁芯外表面不用打箍,结构简单,优化了装配工艺,提高了生产效率;2)通过采用连接强度高的粘接胶连接转子铁芯与永磁体,无需另加箍固定永磁体,提升气隙磁密,节省了固定箍成本;3)采用的粘接胶可耐180度以上高温,使本实用新型使用温度提升至不小于180摄氏度,拓宽了电机应用领域。
附图说明
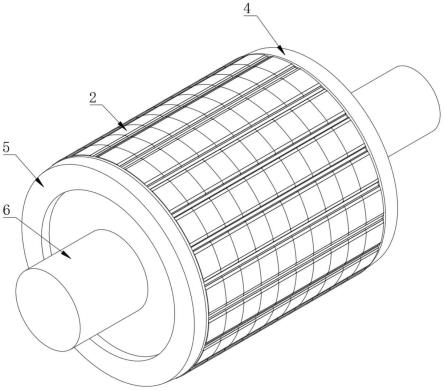
18.图1为本实用新型实施例外部结构示意图;
19.图2为本实用新型实施例剖视结构示意图;
20.图3为本实用新型实施例转子铁芯横截面与永磁体连接结构示意图;
21.图4为本实用新型实施例转子铁芯结构示意图;
22.图5为本实用新型实施例永磁体结构示意图。
23.图中:1、转子铁芯,101、通孔,102、键槽,103、燕尾槽,2、永磁体,201、倒角,202、外圆弧面,3、第一压圈,301、第一沉孔,4、第二压圈,401、圆环形凸台,5、第三压圈,501、第三通孔,502、第二沉孔,6、电机轴,601、第一圆柱部,602、第二圆柱部,603、平键槽,7、圆螺母,8、止退垫圈,9、螺栓,10、平键。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
25.如图1至5所示,本实用新型实施例包括转子铁芯1、永磁体2、第一压圈3、第二压圈4、第三压圈5、电机轴6、圆螺母7和止退垫圈8。
26.转子铁芯1包括若干个并列排列的冲片,冲片中心设有通孔101,通孔内设有键槽102,冲片外圆面上设有20个呈圆周均布的燕尾槽103,燕尾槽103槽底设为平面,槽底两侧边圆弧过渡。
27.永磁体2外形与燕尾槽103槽型一致,尺寸与燕尾槽103尺寸相配合,燕尾槽103内均设有永磁体2,永磁体2通过粘接胶与燕尾槽103各内侧面固定连接,粘接胶加热固化后的
连接强度为5~20mpa,永磁体2外表面设为外圆弧面201,该外圆弧面201与转子铁芯1同轴,相邻燕尾槽103内的永磁体2磁极相反。
28.电机轴6包括第一圆柱部601和第二圆柱部602,第一圆柱部601外径大于第二圆柱部602外径,第二圆柱部602右侧设有与圆螺母7相配合的外螺纹,电机轴6的外圆面上设有平键槽603。
29.第一压圈3设于转子铁芯1左端面上,第一压圈3中心设有第一通孔,第一通孔孔径与电机轴6第二圆柱部602外径相配合,第一通孔左侧设有第一沉孔301,第一圆柱部601右端面与第一沉孔301底面连接。
30.第二压圈4设于转子铁芯1右端面上,第二压圈4中心设有第二通孔,第二通孔孔径与电机轴6第二圆柱部602外径相配合,第二压圈4右端面上设有圆环形凸台401,止退垫圈8左端面与圆环形凸台401右端面连接。
31.第三压圈5套设于第二压圈4外侧,第三压圈5中心设有第三通孔501,第三通孔501孔径大于止退垫圈8和圆螺母7的最大外径,第三通孔501的左端设有第二沉孔502,第二沉孔502与第二压圈4外圆面相套接,第二沉孔502孔底设有多个螺栓孔,第二压圈4上与螺栓孔对应位置均设有螺纹孔,第二压圈4与第三压圈5通过多个螺栓9分别穿过对应螺栓孔与螺纹孔螺纹连接锁紧。
32.电机轴6的第一圆柱部601右端面与第一压圈3第一沉孔301的左端面相贴合,第二圆柱部602依次穿过第一压圈3、转子铁芯1、第二压圈4、第三压圈5、止退垫圈8和圆螺母7,键槽102和平键槽603内连接有平键10,电机轴6通过平键10与转子铁芯1连接,锁紧圆螺母7,将转子铁芯1的若干个并列的冲片叠压成圆柱形的转子铁芯,每个冲片的键槽槽底一侧设有与键槽相通的半圆形槽,叠压前必须保证所有冲片的半圆形槽方向一致。
33.作为优选,燕尾槽103内的永磁体2沿转子铁芯1轴向分成10段设置,每段永磁体2长度相等。永磁体2分段设置可以减小永磁体的磁损耗。
34.作为优选,永磁体2外表面两侧设有倒角202,倒角α设为1~20度。
35.永磁体2两侧倒角,可以减小电机的转矩脉动。
36.作为优选,粘接胶采用高温环氧结构胶,使用温度上限不低于180摄氏度,可用于耐高温永磁体。
37.作为优选,第一压圈3、第二压圈4和第三压圈5均采用不导磁的铜材或铝材。
38.本实用新型工作流程:首先将第一压圈3安装于电机轴6上,将冲片按正确方向一片一片套于电机轴5上,插入平键10,套上第二压圈4,然后将电机轴6、第一压圈3、转子铁芯冲片、第二压圈4一起放在压装设备上将冲片叠压压紧,再安装止退垫圈8和圆螺母7,并拧紧圆螺母7,松开压装设备,转子铁芯1与电机轴6装配完成;然后在燕尾槽103内涂抹粘接胶,再从第二压圈4所在端将永磁体2一片片插进涂抹粘接胶的燕尾槽103中,所有永磁体2安装好后,安装第三压圈5,用螺栓9将第三压圈5与第二压圈4套合固定连接。本实用新型结构简单,安装方便快捷,节省了固定箍成本,提高了安装效率,使用温度可提升至180摄氏度以上,拓宽了电机应用领域
39.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1