电机绕组端部用可调式矫形工装装置的制作方法
:
1.本实用新型涉及一种电机绕组端部用可调式矫形工装装置。
背景技术:
2.随着社会的发展与进步,电机的生产制造技术越发的精益求精,为提高电机的性能,对于电机各个部件的加工过程与制造精度的要求也越来越高,电机每个部件加工的精细程度能够直接反应出电机的整体运行性能,传统电机绕组端部矫形操作劳动强度大、效率低、质量不易保证,在电机端部绕组易出现不等边现象,对随后的电机端部矫形残余误差积累带来影响。此外,电机绕组矫形过大,会造成端部间隙过小,若线圈两次端部形状有差异时,空间不足造成后续嵌线困难;调节不到位,会造成电机端部高度不同,线圈端部无法保证端部是否垂直无倾斜,端部绕组一致性无法保持。
技术实现要素:
3.本实用新型的目的是提供一种电机绕组端部用可调式矫形工装装置,保证电机绕组端部矫形的精度和效率,提高了电机制造与后续运行时的整体性能。本实用新型采用如下的技术方案:一种电机绕组端部用可调式矫形工装装置,其特征是:由底板(1)、固定夹体(2)、固定螺钉(3)、固定螺母(4)和调整棒(5)组成,固定夹体(2)通过固定螺钉(3)固定在底板(1)上,底板(1)被固定螺母(4)固定在调整棒(5)上,通过调整棒(5)进行电机绕组端部矫形工作。
4.本实用新型的工作原理是:
5.首先根据电机绕组线圈尺寸、绕组斜边间隙的要求,通过固定螺钉和固定螺母,安装调节适用的固定夹体,如果电机端部间隙不适合,需要调整,可以安装获拆除固定夹体,以达到调节目的。矫形通过调整棒带动固定夹体对线圈端部进行矫形,在矫形过程中固定夹体可以保证端部尺寸相同,端部绕组保持一致,达到电机绕组矫形目的。
6.工具具体使用过程可参照以下示例:首先调整适用数量的固定夹体,安装在固定螺钉位置,用固定螺母锁死,如果电机端部间隙需要调整,可以安装或拆除固定夹体,以达到调节目的,通过调整棒进行端部矫形工作,以达到使用效果。
7.本实用新型的有益效果是:
8.采用固定夹体与固定螺钉锁死的方式,可根据电机端部间隙不同,进行调节固定夹体的安装数量,能够满足多种端部间隙的矫形需求,通用性好,操作简捷方便。
9.本实用新型设计通过固定夹体的数量可进行调节,满足端部绕组矫形的需求,操作简单方便,并能很好的保证端部矫形的质量。
附图说明
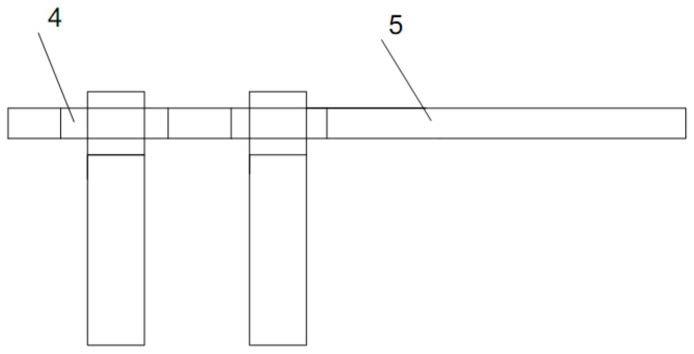
10.图1是本实用新型的整体结构示意图
11.图2为图1的侧视图
12.图3为图2的仰视图
具体实施方式
13.如图1所示,一种电机绕组端部用可调式矫形工装装置,由底板1、固定夹体2、固定螺钉3、固定螺母4和调整棒5组成,固定夹体2通过固定螺钉3固定在底板1上,如图2所示,底板1被固定螺母4固定在调整棒5上,通过调整棒5进行电机绕组端部矫形工作。
14.如图3所示,本实用新型根据电机绕组端部间隙调整固定夹体2的安装数量,以适用于不同间隙、不同位置的矫形;并用固定螺母4锁死,通过调整棒5进行电机绕组端部矫形工作。
技术特征:
1.一种电机绕组端部用可调式矫形工装装置,其特征是:由底板(1)、固定夹体(2)、固定螺钉(3)、固定螺母(4)和调整棒(5)组成,固定夹体(2)通过固定螺钉(3)固定在底板(1)上,底板(1)被固定螺母(4)固定在调整棒(5)上,通过调整棒(5)进行电机绕组端部矫形工作。
技术总结
本实用新型涉及一种电机绕组端部用可调式矫形工装装置,由底板(1)、固定夹体(2)、固定螺钉(3)、固定螺母(4)和调整棒(5)组成,固定夹体(2)通过固定螺钉(3)固定在底板(1)上,底板(1)被固定螺母(4)固定在调整棒(5)上,通过调整棒(5)进行电机绕组端部矫形工作。本实用新型有效保证了电机绕组端部矫形的稳定性,保证电机绕组端部矫形过程中的精度,减少了工作量和工作成本。和工作成本。和工作成本。
技术研发人员:吉超 刘洋 曹海文 祁世发 闫伟嘉 卜健 王雨萌 沈鸿儒
受保护的技术使用者:哈尔滨电气动力装备有限公司
技术研发日:2022.11.16
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1