X光打靶机的自动送料机及其作业方法与流程
x光打靶机的自动送料机及其作业方法
技术领域
[0001]
本发明涉及一种送料装置,尤指应用二台机械式载具配合x光影像判读模块,以进行电路板的定位与传送的一种x光打靶机的自动送料机及其作业方法。
背景技术:
[0002]
电路板是一种用以安装各式电子元件的板体,板上需有许多孔洞以安装各式元件,且各元件之间需连结线路使其电性导通,而形成线路、孔洞所需的钻孔、影像转移等制程均由各式自动化的设备来完成。由于现有的多层电路板必须经过反复多道制程制造,因此电路板必须设有标靶孔,作为后续制程,如钻孔、成型、曝光等作业的定位基准。
[0003]
现有用于加工电路板的标靶孔的方式,将电路板放置于送料台291,如图1a所示,机台上方的影像摄取装置292,将显示电路板定位孔的影像,通过人力检视并调整该电路板定位孔的正确方位,再送进制程设备293中进行标靶孔的钻孔作业。然而,以人工方式进行电路板靶标位置的调整不仅耗费人力,也容易造成放板的不安定性,且在诉求自动化的趋势下,传统的机台与人工操作方式明显已不合时宜。
[0004]
一编号m557449「电路板投料设备」的中国台湾新型专利案,如其图1b所示;其应用一第一传送单元391将投料区392的电路板393传送至一x光定位装置394下进行定位孔的侦测,并将其调整为正确送料位置后,再传送至待送区395;虽然该实用新型可以免除人工送料的错误,然而,该第一传送单元391是六轴机械手臂,其装置成本非常昂贵,且一支手臂除了要在各作业区之间传送电路板之外,还需担负电路板位置的调整,因此六轴机械手臂不但异常忙碌,同时也造成作业时间漫长与作业效率的低落。
技术实现要素:
[0005]
缘是,本发明的主要目的,是在提供一种以机械式载具结合x光影像判读模块,确保电路板以正确方位送入钻靶机制程,以替代人工放板作业的一种x光打靶机的自动送料机及其作业方法。
[0006]
本发明的次一目的,是在提供以两部机械式载具分担前后段的取放料,并结合一整板装置进行电路板的定位,以提升生产效率的一种x光打靶机的自动送料机及其作业方法。
[0007]
本发明的又一目的,是在提供以机械载具结合薄型吸盘装置,用以吸附电路板通过钻靶机的置板口,以进一步提升送料效率的一种x光打靶机的自动送料机及其作业方法。
[0008]
本发明的再一目的,是在提供结合具收折功能的置板平台,使机台间无需预留作业通道,达到减少空间占用的一种x光打靶机的自动送料机及其作业方法。
[0009]
为达上述目的,本发明是在一机架内缘,设有三个互为相邻的入料区、ng区、以及整板区;其中,一整板装置设置在该机架上且位于该整板区,其设有一置板平台,用以对电路板进行靠置与定位作业;一上层载具设置在该机架的上部,具有x、y、z三个轴的轴向位移,以及设于该z轴端部可进行角度旋转的一吸盘架,用以取、放及传送前述该三个作业区
域的电路板;一下层载具设置在该机架上且位于该上层载具下方的相对侧,其具有x、y、z三个轴的轴向位移,以及设于该z轴端部可进行角度旋转与翻转的一吸盘,用以取、放及传送该整板装置与x光打靶机之间的电路板;一x光影像判读模块系固设于该机体上并与该下层载具设于该整板装置的同一侧,用以摄取电路板的定位孔影像;一控制单元则电性连接该上层载具、整板装置、下层载具、以及该x光影像判读模块,并进而驱动其作动。
[0010]
如此,待钻孔的电路板置入该入料区,该上层载具将该入料区的电路板,移置于整板区的置板平台上进行整板作业,该下层载具则吸附电路板,反复移送至该x光影像判读模块下方的x光照射范围内进行定位孔的位置判定,当定位孔的方位不正确时则由该下层载具与该上层载具及整板装置搭配以翻转电路板,直到方位正确后再由该下层载具将电路板送入x光打靶机进行标靶孔的加工。
[0011]
本发明中的x光打靶机的自动送料机,其作业步骤包含:a.投料作业,系以人工将盛装电路板的台车置入该入料区内;b.取板作业,系应用该上层载具将该入料区的电路板逐一放置于该整板区的置板平台上,以及将该入料区用于间隔电路板的隔板逐一放置于该ng区;c.整板作业,系应用该整板装置,在该置板平台上使其对送入的电路板进行靠置与定位;d.判定作业,由该下层载具将该置板平台上的电路板,送至该x光影像判读模块的照射范围内以侦测其定位孔位置,定位孔位置正确者将进行f项的微调作业,定位孔位置不正确者则进行e项的处置作业;e.处置作业,由该下层载具旋转电路板,以及必要时结合该上层载具以翻转电路板,完成旋转或翻转动作后再将电路板送至该整板装置进行c项的整板及c项以后的作业;f.微调作业,由该下层载具针对该x光影像判读模块所判定的偏移角度进行调整,使电路板得以在正确角度的状况下被送入x光打靶机内加工。g.送板作业,由该下层载具将定位孔位置正确及其角度没有偏移的电路板送入x光打靶机内,进而截取x光打靶机的影像再作精密调整以进行标靶孔的加工。h.ng作业,系通过该整板装置作为界面,并由该下层载具与上层载具分工,将x光打靶机钻孔不良的电路板,送至该ng区存放。
[0012]
本发明中的x光打靶机的自动送料机,其判定作业由该下层载具吸持该整板区电路板的顶面,送至该x光影像判读模块的照射范围内,反复侦测电路板的定位孔a与定位孔c是否位于同一侧,一旦为是,表示电路板定位孔的方位正确,即可结束该判定作业;若为否,则将接续处置且其流程步骤如下:第1次处置:该下层载具的吸盘将吸持的电路板旋转180度,并将其放置于该置板平台上进行靠板定位;第2次处置:该下层载具的吸盘先将吸持的电路板旋转180度,再朝上翻转90度,该上层载具的吸盘架再吸持该电路板的底面,并将其放置于该置板平台上进行靠板定位;第3次处置:该下层载具的吸盘将吸持的电路板旋转180度,并将其放置于该置板平台上进行靠板定位;当完成前述的处置以及该电路板完成重新的靠板定位后,再由该下层载具吸持该置板平台上其电路板的顶面,送至该x光影像判读模块的照射范围内,再次侦测电路板的定位孔,直到定位孔的位置正确为止。
[0013]
依据前揭特征,本发明中该投料作业所用的台车包括平放式台车及l-rack式台车的任一形式,且该入料区内设有台车的固定装置。
[0014]
依据前揭特征,本发明中该置板平台系枢设于二立柱的顶端,且该置板平台背面固设一连接座;一缸体,其前端具有一可伸缩并与该连接座相枢接的轴杆,该缸体的后端系枢设于一设置在该机架的固定座上;如此,当进行电路板的送料作业,该轴杆系朝向该缸体外侧伸出,使该置板平台垂直于该立柱以利于电路板的放置与定位;当进行x光打靶机的设
定与维修作业,该轴杆则朝向该缸体内侧缩回,使该置板平台朝下方旋转,则x光打靶机前端将腾出一空间,以方便人员自由进出作业。
[0015]
依据前揭特征,本发明中该置板平台设有复数个贯通的真空孔,其下方连通一真空泵,可使该真空孔的上方形成负压以吸附电路板;一拍板机构,设置在该置板平台的背面,其具有至少一定位杆以及一与其连结的位移组件,该定位杆的端部系穿设于该置板平台的沟槽,且被该位移组件带动可在该沟槽中前后位移,用以靠置及定位该置板平台上方的电路板。
[0016]
依据前揭特征,本发明中更包括一感测器,该感测器为超音波、激光及红外线其中的任一型式,设置在该置板平台侧边上方的机架上,且电性连接该控制单元,其系用以检知该上层载具所吸附电路板的状态,并由该控制单元驱使该置板平台吸附电路板,及令该上层载具将所多吸附的电路板送回该入料区。
[0017]
依据前揭特征,本发明中更包括一ccd感测器,设置在该置板平台上方的机架上,且电性连接该控制单元,其系用以检知置于该置板平台上其电路板的中心坐标,该控制单元再令该下层载具的吸盘依据该中心坐标吸附该电路板。
[0018]
依据前揭特征,本发明中该上层载具包括:二y轴支架,系平行装设于该机架的上部,一x轴支架,可在该二y轴支架左右位移,一上层载台,可在该x轴支架前后位移,一z轴支架,可在该上层载台上下位移,一上层转轴,装设于该z轴支架的下端,且该吸盘架系通过一第一连接件套设在该上层转轴周缘,令该上层转轴系承接一第一驱动模块带动而正反向旋转,进而使该吸盘架可进行所需角度的旋转。
[0019]
依据前揭特征,本发明中更包括一测距感应器,系装设在该吸盘架上,用以侦测该吸盘架与所要抓取的电路板距离。
[0020]
依据前揭特征,本发明中该下层载具包括:一y轴支架,系装设于该机架且位于该上层载具的下方,一x轴支架,可在该y轴支架左右位移,一下层载台,可在该x轴支架前后位移,一z轴支架,可在该下层载台上下位移,一下层作动件,装设于该z轴支架的下端,系承接一第二驱动模块带动而旋转,该下层作动件设有一压缸及一可伸缩的轴杆,且该吸盘系通过一第二连接件枢设在该轴杆尾端,据此该吸盘可经由该第二驱动模块带动而正反向旋转,且经由该轴杆的伸缩而上下翻转。
[0021]
依据前揭特征,本发明中该吸盘是薄型吸盘装置,其包括:一下模板、一上盖板、以及复数个吸嘴;该下模板的外侧面设置有复数个装置孔,内侧面则设置有连通各个装置孔的沟槽,该吸嘴系嵌设于该装置孔内,该上盖板设有一贯穿的管孔,其一端与该沟槽相通,另一端则与真空泵的管路连通,该上盖板系锁附在该下模板的内侧面,则该沟槽将形成真空回路,并使该复数个吸嘴产生强大吸力以吸附电路板,再令该上盖板结合下模板与吸嘴后连同所吸附的电路板的厚度,小于x光打靶机的置板口高度;如此,该下层载具吸附电路板将可通过x光打靶机的置板口,完成送料作业。
[0022]
依据前揭特征,本发明中该x光影像判读模块可判定电路板的偏摆角度,且该下层载具的第二驱动模块具有微小角度的旋转功能,令该下层载具将电路板送入x光打靶机的途程中,该控制单元可驱动该第二驱动模块旋转该偏摆角度,进而使电路板的中心轴线与x光打靶机的送料轴线完全相同的状态下完成送板作业。
[0023]
凭借助前揭特征,本发明「x光打靶机的自动送料机及其作业方法」具有如下的效
益:
[0024]
(1)本发明是在一机架内缘设置入料区、ng区、整板区,且设有一上层载具、一下层载具、一整板装置、一x光影像判读模块、以及与前述装置进行电性连接的一控制单元;由于发明系应用该上/下层载具传送电路板,并反复经x光影像判读模块判定,再以该上/下层载具及整板装置搭配以翻转电路板,直到定位孔方位正确后再送入x光打靶机进行标靶孔加工;因此本发明可以免除人工送料的错误,并满足自动化送料的效益。
[0025]
(2)本发明系以上层载具及下层载具分担前后段的取放料,并结合一整板装置进行电路板的定位与正确位置的调整,由于该上/下层载具其装置成本远较六轴机械手臂便宜,且以分工合作的方式让两部载具毫无闲置的进行传送作业,因此本发明不但投资成本低廉,同时分工作业将可大幅降低工作时间进而提升生产效率。
[0026]
(3)本发明系以下层载具结合薄型吸盘装置,其中,该薄型吸盘装置包括一下模板、一上盖板、以及复数个吸嘴;由于其组合后连同所吸附的电路板的厚度,小于x光打靶机的置板口高度;因此该下层载具吸附电路板将可通过x光打靶机的置板口,而x光打靶机无需输送平台即可完成送料作业,故而本发明将可进一步提升送料的效率。
[0027]
(4)本发明结合具收折功能的置板平台,当进行电路板的送料作业时,可使该置板平台垂直于立柱以放置及定位电路板;当进行x光打靶机的维修与设定作业时,可使该置板平台朝下方旋转,则x光打靶机前端将腾出一空间,以方便人员自由进出作业;由于本发明无需预留人员的作业通道,而应用具有旋转功能的置板平台即可将维修的空间腾出,因此本发明具有弹性化与减少空间占用的效益。
附图说明
[0028]
图1a是一种现有人工送料的制程机台示意图。
[0029]
图1b是一种现有自动送料的制程机台示意图。
[0030]
图2a是本发明的组合上视图。
[0031]
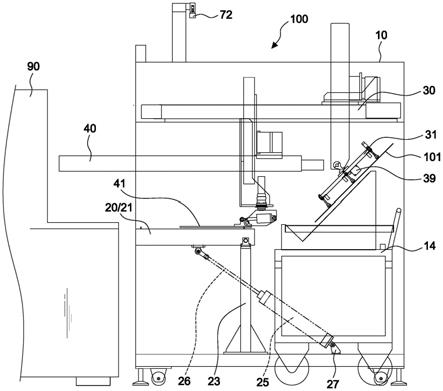
图2b是本发明的组合正视图。
[0032]
图2c是本发明的组合侧视图。
[0033]
图3a是本发明的作业步骤方块图。
[0034]
图3b是本发明的系统作业流程图。
[0035]
图3c是电路板的定位孔方位示意图。
[0036]
图3d是本发明中各种孔位态样的处置示意图。
[0037]
图4a是本发明整板装置的吸板与拍板机构示意图。
[0038]
图4b是本发明具有收折功能的整板装置示意图。
[0039]
图5a是本发明上层载具的上视图。
[0040]
图5b是本发明上层载具吸盘架逆向旋转45度的示意图。
[0041]
图5c是本发明上层载具吸盘架正向旋转90度的示意图。
[0042]
图5d是本发明上层载具的侧视图。
[0043]
图6a是本发明下层载具的上视图。
[0044]
图6b是本发明下层载具的正视图。
[0045]
图6c是本发明下层载具吸盘逆向旋转180度的示意图。
[0046]
图6d是本发明下层载具吸盘向上翻转90度的示意图。
[0047]
图6e是本发明下层载具的侧视图。
[0048]
图6f是本发明薄型吸盘装置的示意图。
[0049]
附图标记说明:10-机架;11-入料区;12-ng区;13-整板区;14-台车/l-rack式台车;20-整板装置;21-置板平台;211-真空孔;212-沟槽;22-拍板机构;221-定位杆;222-位移组件;23-立柱;24-连接座;25-缸体;26-轴杆;27-固定座;30-上层载具;31-吸盘架;32-y轴支架;33-x轴支架;34-上层载台;35-z轴支架;36-上层转轴;37-第一连接件;38-第一驱动模块;39-测距感应器;40-下层载具;41-吸盘/薄型吸盘装置;411-下模板;412-上盖板;413-吸嘴;414-装置孔;415-沟槽;416-管孔;417-管路;42-y轴支架;43-x轴支架;44-下层载台;45-z轴支架;46-下层作动件;461-压缸;462-轴杆;47-第二驱动模块;48-第二连接件;50-x光影像判读模块;71-感测器;72-ccd感测器;90-x光打靶机;100-x光打靶机的自动送料机;101-电路板;102-隔板;g-小间隙;t-厚度。
具体实施方式
[0050]
首先,请参阅图2a~图2c所示,为本发明中x光打靶机的自动送料机100的结构,其包括在一机架10内缘,设有三个互为相邻的入料区11、ng区12、以及整板区13;其中,该入料区11系供放置待加工的电路板101,该ng区12系供放置不合格电路板101,及放置其置于电路板之间作为隔离用的隔板102,该整板区13系供电路板101进行整板作业。一整板装置20设置于该整板区13的该机架10上,其设有一置板平台21,用以对电路板101进行靠置与定位作业;一上层载具30设置在该机架10的上部,具有x、y、z三个轴的轴向位移,以及设于该z轴端部可进行角度旋转的一吸盘架31,用以取、放及传送前述该三个作业区域的电路板101;一下层载具40设置在该机架10上且位于该上层载具30下方的相对侧,其具有x、y、z三个轴的轴向位移,以及设于该z轴端部可进行角度旋转与翻转的一吸盘41,用以取、放及传送该整板装置20与x光打靶机90之间的电路板101;一x光影像判读模块50系固设于该机体10上并与该下层载具40设于该整板装置20的同一侧,用以摄取电路板101的定位孔影像;一控制单元(图未示)则电性连接该整板装置20、上层载具30、下层载具40、以及该x光影像判读模块50,并进而驱动其作动。
[0051]
如此,将待钻孔的电路板101置入该入料区11,该上层载具30将该入料区11的电路板101,移置于整板区13的置板平台21上进行整板作业,该下层载具40则吸附电路板101,反复移送至该x光影像判读模块50下方的x光照射范围内进行定位孔的位置判定,当定位孔的方位不正确时则由该下层载具40与该上层载具30及整板装置20搭配以翻转电路板101,直到方位正确后再由该下层载具40将电路板101送入x光打靶机90进行标靶孔的加工。
[0052]
图3a所示,为本发明的作业步骤,包含:a.投料作业,系以人工将盛装电路板的台车置入该入料区内;b.取板作业,系应用该上层载具将该入料区的电路板逐一放置于该整板区的置板平台上,以及将该入料区用于间隔电路板的隔板逐一放置于该ng区;c.整板作业,系应用该整板装置,在该置板平台上使其对送入的电路板进行靠置与定位;d.判定作业,由该下层载具将该置板平台上的电路板,送至该x光影像判读模块的照射范围内以侦测其定位孔位置,定位孔位置正确者将进行f项的微调作业,定位孔位置不正确者则进行e项的处置作业;e.处置作业,由该下层载具旋转电路板,以及必要时结合该上层载具以翻转电
路板,完成旋转或翻转动作后再将电路板送至该整板装置进行c项的整板及c项以后的作业;f.微调作业,由该下层载具针对该x光影像判读模块所判定的偏移角度进行调整,使电路板得以在正确角度的状况下被送入x光打靶机内加工。g.送板作业,由该下层载具将定位孔位置正确及其角度没有偏移的电路板送入x光打靶机内,进而截取x光打靶机的影像再作精密调整以进行标靶孔加工。h.ng作业,系通过该整板装置作为界面,并由该下层载具与上层载具分工,将x光打靶机钻孔不良的电路板,送至该ng区存放。
[0053]
请进一步参阅图3b所示,为该控制单元执行的系统流程图,首先需以人工将盛装电路板的台车置入该入料区内完成[a.投料作业]后,系统即可依序执行:s101,操作人员按压开始键;s102~s103即[b.取板作业],由上层载具30将电路板101自入料区移至整板区;s104,系统辨识是否有隔板,若为是则进行s105~s106即另一[b.取板作业],由上层载具30将隔板102自入料区移至ng区;若为否则进行s107,系统辨识是否入料正常,若为是则进行s110即[c.整板作业],由整板装置20在整板区进行电路板的靠板定位,s111~s113即[d.判定作业],由下层载具40在整板区取板移至x光影像判读模块50的照射范围内,反复侦测电路板的定位孔a与定位孔c是否位于同一侧;若为否,则控制单元将接续执行s114~s116的[e.处置作业],即第1次处置(s114):下层载具40的吸盘41将吸持的电路板旋转180度,并将其放置于置板平台21上进行靠板定位;第2次处置(s115):下层载具40的吸盘41先将吸持的电路板旋转180度,再朝上翻转90度,上层载具30的吸盘架31再吸持该电路板的底面,并将其放置于该置板平台21上;第3次处置(s116):下层载具40的吸盘41将吸持的电路板旋转180度,并将其放置于该置板平台21上;系统在完成s114~s116其中任何一项作业后,会再依序执行s110~s116的[c.整板作业]与[d.判定作业];当x光影像判读模块50一旦判定电路板定位孔的方位正确,即结束处置作业;s117为[f.微调作业],由下层载具40针对x光影像判读模块50所判定定位孔的偏移角度进行补偿,s118为[g.送板作业],由下层载具40电路板送入x光打靶机内,进而截取x光打靶机的影像再作精密调整以进行标靶孔加工。s119为x光打靶机90钻孔后会判定标靶孔是否正常,若正常则该电路板的送料加工流程即完成(s120),若为否则进行s121及108~s109的[h.ng作业],下层载具40将ng的电路板自x光打靶机90移至置板平台21,上层载具30再将ng的电路板自整板区移至ng区。
[0054]
图3c所示,为定位孔方位正确的电路板101,其中,定位孔a与定位孔b分别位于水平轴线的两侧,而定位孔c则位于定位孔a的下方;欲进行标靶孔加工的电路板101,经x光影像判读模块50判定其定位孔方位必须完全与图3c所示相同者,才能送入x光打靶机90内加工。然而,上述的a项的投料作业中,台车上所盛装的电路板并未先行整理每一片定位孔的方位,因此,每一片电路板定位孔的方位将如图3d所示,具有a~d四种态样;本发明中,该x光影像判读模块50侦测电路板101的定位孔后,判定其方位不正确时将依序执行s114~s116,即第1次处置至第3次处置,而置入本x光打靶机自动送料机台的电路板101,不论其定位孔的方位为何种态样,都将在小于或等于3次的处置作业内,通过下层载具40与上层载具30的搭配旋转或翻转该电路板101,使其定位孔的方位达到正确。
[0055]
本发明中待钻孔的电路板101系以台车14盛装再置入该入料区11,如图2b所示,而台车则包括平放式台车及l-rack式台车的任一形式,在本发明中系采用l-rack式台车14,且该入料区11内更进一步设有台车14的固定装置(图未示),使置入的台车14及车上的电路板101得以固定与定位。
[0056]
图4a所示,为本发明中整板装置20的吸板与拍板的结构,其是在该置板平台21的表面设有复数个真空孔211,其下方连接有真空泵及管路(图未示)可造成负压用以吸附电路板101,且其周缘设有复数个沟槽212,至少一拍板机构22,用以靠置及定位电路板101。该拍板机构22包括至少一定位杆221及装设于该置板平台21背面的一位移组件222。本发明中,该整板装置20设有四组成对称配置的拍板机构22,且每一拍板机构22装有二支定位杆221,但并不以此为限。当电路板101被放置在该置板平台21的前,该拍板机构22其位移组件222的定位杆221系预设在最外缘;待电路板101置于该置板平台21上时,该置板平台21下方的真空泵与管路(图未示)将产生正压的空气通过该复数个真空孔211,使该电路板101微微上浮;该拍板机构22的位移组件222再作动,带动每支定位杆221往内缘移动以靠置并定位该电路板,当电路板完成靠置且定位于中央位置后,该置板平台21的气浮动作停止,拍板机构22的位移组件222回至外缘位置,并使该电路板101平置于该置板平台21上。
[0057]
图4b所示,为具有收折功能的整板装置20结构图,其中,该置板平台21系枢设于二立柱23的顶端,且该置板平台21背面固设一连接座24;一缸体25,其前端具有一可伸缩并与该连接座24相枢接的轴杆26,该缸体25的后端则枢设于一设置在该机架10的固定座27上;如此,当进行电路板101的送料作业,该轴杆26系朝向该缸体25外侧伸出,使该置板平台21垂直于该立柱23以利于电路板101的整板与定位;当进行x光打靶机90的维修与设定作业,该轴杆26则朝向该缸体25内侧缩回,使该置板平台21朝下方旋转,则x光打靶机90前端将腾出一空间,以方便人员自由进出作业。由于x光打靶机90与机架10之间,只要留置一小间隙g,而应用具有旋转功能的置板平台21即可将维修的空间腾出,因此本发明具有弹性化与减少空间占用的效益。
[0058]
图5a~图5d所示,为本发明中上层载具30的结构,包括:二支y轴支架32,系平行固设于该机架10的上部,一x轴支架33,可在该二y轴支架32上左右位移,一上层载台34,可在该x轴支架33前后位移,一z轴支架35,可在该上层载台34上下位移,如图5a所示;一上层转轴36,装设于该z轴支架35的下端,且该吸盘架31系通过一第一连接件37套设在该上层转轴36周缘,令该上层转轴36系承接一第一驱动模块38带动而正反向旋转,进而使该吸盘架31可进行所需角度的旋转,如图5b所示;本发明中该上层载具30的x、y、z三个轴的轴向位移,由该控制单元操控三个轴向的伺服马达,各别以正反方向旋转以驱动螺杆及滑轨与滑座等构件作动,进而产生相关机构的左右/前后/上下位移者,由于该轴向位移机构是本领域中一般技术人员所熟悉者,故在此不予赘述;同时,该第一驱动模块38包括采用马达带动皮带或以马达带动减速机中的任一形式,以正反方向驱转该上层转轴36,如图5d所示,再通过该第一连接件37的连结而使该吸盘架31产生所需角度的旋转,由于该上层载具30必须吸附l-rack台车14上的电路板,因此该该上层转轴36将如图5b所示,具有逆时针旋转45度的需求与功能;以及当电路板的定位孔反面放置时则需配合该下层载具40以翻转电路板,因此该该上层转轴36将如图5c所示,具有顺时针旋转90度的需求与功能。再者,本发明中更包括一测距感应器39,系装设在该吸盘架31上,且电性连接该控制单元,用以侦测该吸盘架31与所要吸附的电路板101距离,本发明中该测距感应器39为激光测距感应器;因此,当入料区11内盛装在l-rack台车14上的电路板101逐一被取走,如图5b所示,最上层电路板101的放置高度会递减,而吸盘架31移到取料位置时,该测距感应器39就会测知该吸盘架31与所要吸附的电路板101距离,再由该控制单元驱动使该吸盘架31移动至吸板位置进行取料作业。
[0059]
图6a~图6e所示,为本发明中下层载具40的结构,包括:一y轴支架42,系装设于该机架10且位于该上层载具30的下方,一x轴支架43,可在该y轴支架42左右位移,一下层载台44,可在该x轴支架43前后位移,一z轴支架45,可在该下层载台44上下位移,如图6a所示;一下层作动件46,装设于该z轴支架45的下端,系承接一第二驱动模块47带动而旋转,该下层作动件46设有一压缸461及一可伸缩的轴杆462,且该吸盘41系通过一第二连接件48枢设在该轴杆462尾端,据此该吸盘41可经由该第二驱动模块47带动而正反向旋转,且经由该轴杆462的伸缩而上下翻转,如图6b所示;本发明中该下层载具40的x、y、z三个轴的轴向位移,相同于该上层载具30的作动机构,也由该控制单元操控三个轴向的伺服马达,各别以正反方向旋转以驱动螺杆及滑轨与滑座等构件作动,进而产生相关机构的左右/前后/上下位移者,该轴向位移机构也在此不予赘述;该第二驱动模块47系采用马达带动减速机的形式,但不以此为限;当电路板的定位孔错置而需要旋转180度时,则该第二驱动模块47将作动使该下层作动件46连同该吸盘41旋转180度,如图6c所示,该下层载具40再将所吸附并经旋转180度的电路板101置于该置板平台21上再次拍板定位;因此电路板101在定位孔的错置态样下,该吸盘41将具有逆时针与顺时针180度的旋转需求与功能。再者,当电路板的定位孔反面放置时,则该第二驱动模块47将作动先使该下层作动件46连同该吸盘41旋转180度后,该下层作动件46的轴杆462再朝向该压缸461内侧缩回,使该第二连接件48带动吸盘41朝上方翻转,如图6d所示,该上层载具30的吸盘架31再移动过来吸附电路板101的背面,并将其置于该置板平台21上再次拍板定位;因此电路板101在定位孔反面放置的态样下,该吸盘41将具有上下90度的翻转需求与功能。
[0060]
本发明中该下层载具40的第二驱动模块47具有微小角度的调整功能,如图6e所示,也即当x光影像判读模块50判定该下层载具40所吸附的电路板101,其定位孔的方位正确时,该x光影像判读模块50将进一步判定电路板101是否有偏摆,也就是判定该电路板101的两个定位孔连线与x光打靶机90送料轴线的偏摆角度,当确定电路板101有偏摆,则该下层载具40将电路板101送入x光打靶机90的途程中,该控制单元将驱动该下层载具40的第二驱动模块47旋转该偏摆角度,进而使该电路板101的中心轴线与x光打靶机90的送料轴线完全相同的状态下完成送板作业。
[0061]
由于x光打靶机90的置板口缝隙很小,因此本发明中该吸盘41进一步设定为薄型吸盘装置,如图6f所示,其包括:一下模板411、一上盖板412、以及复数个吸嘴413;该下模板411的外侧面设置有复数个装置孔414,内侧面则设置有连通各个装置孔的沟槽415,该吸嘴413系嵌套于该装置孔414内,该上盖板412则锁附在该下模板411的内侧面,其贯穿的管孔416一端与该沟槽415相通,另一端则与真空泵的管路417连通,使该沟槽415形成真空回路,并使该复数个吸嘴413吸附电路板101,再凭借该上盖板412结合下模板411与吸嘴413后连同所吸附的电路板101的厚度t,小于x光打靶机90的置板口高度,而将电路板101送入x光打靶机90内;由于本发明可免除输送平台的传送,因此将可提升电路板的定位精度与钻孔的加工效率。
[0062]
本发明中更包括一感测器71,设置在该整板装置20侧边上方的机架10上,且电性连接该控制单元,如图2a所示,该感测器71可为超音波、激光及红外线其中的任一型式,而本发明中则使用超音波感测器,其系用以检知该上层载具30所吸附电路板101的状态,由于电路板很薄,两片之间几无间隙可容置空气,故而该上层载具30在入料区11吸附板件时,往
往两片电路板101会紧贴而同时被吸附起来,此时该感测器71即可检知是否为两片的状态,若为是则由该控制单元驱使该置板平台21启动真空泵以吸附下层的电路板,且令该上层载具30将所吸附的上层电路板送回该入料区11。再者,超薄的电路板无法承受置板平台21上的拍板机构22的施力,因此本发明中更包括一ccd感测器72,设置在该整板装置20上方的机架10上,且电性连接该控制单元,如图2b所示,其系用以检知置于该置板平台21上其电路板的中心坐标,并由该控制单元驱使该下层载具40,参照该中心坐标调整吸盘41的位置以吸附该电路板101。
[0063]
本发明是在一机架10内缘设置入料区11、ng区12、整板区13,且设有一整板装置20、一上层载具30、一下层载具40、一x光影像判读模块50、以及与前述装置进行电性连接的一控制单元;由于本发明系应用该上/下层载具30/40传送电路板101,并反复经x光影像判读模块50判定,再以该上/下层载具30/40及整板装置20搭配以翻转电路板101,直到方位正确后再送入x光打靶机90进行标靶孔加工;因此本发明可以免除人工送料的错误,并满足自动化送料的效益。次者,本发明系以上层载具30及下层载具40分担前后段的取放料,并结合一整板装置20进行电路板101的定位与正确方位的调整,由于该上/下层载具30/40其装置成本远较六轴机械手臂便宜,且以分工合作的方式让两部载具30/40毫无闲置的进行传送作业,因此本发明不但投资成本低廉,同时分工作业将可大幅降低工作时间进而提升生产效率。又者,本发明系以下层载具40结合薄型吸盘装置41,其中,该薄型吸盘装置41包括一下模板411、一上盖板412、以及复数个吸嘴413;由于该上盖板412结合下模板411与吸嘴413后连同所吸附的电路板101的厚度t,小于x光打靶机90的置板口高度;因此该下层载具40吸附电路板101将可通过x光打靶机90的置板口,而x光打靶机90无需输送平台即可完成送料作业,故而本发明将可进一步提升送料的效率。再者,本发明结合具收折功能的置板平台21,当进行电路板101的送料作业时,可使该置板平台21垂直于立柱23以整板及定位电路板101;当进行x光打靶机90的维修与设定作业时,可使该置板平台21朝下方旋转,则x光打靶机90前端将腾出一空间,以方便人员自由进出作业;由于本发明无需预留人员的作业通道,而x光打靶机90与机架10之间,只要留置一小间隙g,应用具有旋转功能的置板平台21即可将维修的空间腾出,因此本发明具有弹性化与减少空间占用的效益。
[0064]
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1