背板及其制备方法和显示装置与流程
1.本技术属于显示装置技术领域,尤其涉及一种背板及其制备方法和显示装置。
背景技术:
2.当前显示装置如电视机的形态发展趋势为超大超薄,显示装置可以包括显示面板和背板,显示面板可以安装于背板,以实现对显示面板的封装,相比于带有前框的显示装置,背板与显示面板直接装配有利于实现显示装置的全面屏以及有助于降低成本。其中,超大超薄的显示装置不仅对显示面板的厚度有要求,还对背板的厚度提出了要求。
3.然而,现有的背板通常采用一较薄金属板制成,导致大面积小厚度类型的背板的刚度下降而容易造成背板变形。
技术实现要素:
4.本技术实施例提供一种背板及其制备方法和显示装置,以解决现有的背板通常采用一较薄金属板制成,导致大面积小厚度类型的背板的刚度下降而容易造成背板变形的问题。
5.本技术实施例提供一种背板,包括:
6.第一金属板,包括第一主体部和两个延伸部,两个所述延伸部连接于所述第一主体部的相对两端,两个所述延伸部和所述第一主体部围设形成有凹槽;
7.第二金属板,包括第二主体部和两个折弯部,两个所述折弯部连接于所述第二主体部的相对两端,两个所述折弯部和所述第二主体部围设形成容纳空间,所述第一金属板设置于所述容纳空间内,每一所述折弯部分别绕设一个所述延伸部远离所述第一主体部的一端;以及
8.塑料板,夹设于所述第一主体部和所述第二主体部之间。
9.可选的,所述背板还包括:
10.补强件,所述补强件贴设于所述延伸部的一侧,所述折弯部绕设所述补强件远离所述第一主体部的一端。
11.可选的,所述补强件贴设于所述延伸部朝向所述第一主体部的一侧。
12.可选的,所述延伸部包括远离所述第一主体部的第一表面,所述补强件包括远离所述第一主体部的第二表面,所述第二表面与所述第一表面齐平。
13.可选的,第一部分,贴设于所述延伸部背离所述第一主体部的第一侧;
14.第二部分,与所述第一部分弯折连接,所述第二部分贴设于所述补强件和所述延伸部远离所述第一主体部的一端;以及
15.第三部分,与所述第二部分弯折连接,所述第三部分贴设于所述补强件背离与其相邻所述延伸部的第二侧;
16.其中,所述第一侧和所述第二侧相对,所述第二部分贴设于所述第一侧和所述第二侧远离所述第一主体部的一端。
17.可选的,所述第三部分的高度小于或等于所述补强件的高度。
18.可选的,所述背板还包括:
19.第一膜层,设置于所述塑料板和所述第一主体部之间,以连接所述塑料板和所述第一主体部;和/或
20.第二膜层,设置于所述塑料板和所述第二主体部之间,以连接所述塑料板和所述第二主体部。
21.本技术实施例还提供一种背板的制备方法,包括:
22.提供一金属板,将所述金属板的两端进行折弯,以形成包括第一主体部和两个延伸部的第一金属板,两个所述延伸部连接于所述第一主体部的相对两端,两个所述延伸部和所述第一主体部围设形成有凹槽;
23.提供另一金属板,并将所述金属板的两端进行折弯,以形成包括第二主体部和两个凸出部的中间金属板,两个所述凸出部连接于所述第二主体部的相对两端,两个所述凸出部和所述第二主体部围设形成有容纳空间;
24.提供一塑料板,所述塑料板对应所述第一主体部设置,并依次将所述塑料板和所述第一金属板设置于所述容纳空间内,以获得套装体;
25.对所述套装体进行压合;
26.对两个所述凸出部进行卷圆成型并压合,以得到分别绕设两个所述延伸部远离所述第一主体部的一端的两个折弯部,两个所述折弯部与所述第二主体部形成第二金属板,所述第一金属板、所述塑料板和所述第二金属板组成背板。
27.可选的,所述对所述套装体进行压合之后,所述制备方法还包括:
28.提供两个补强件,将每一所述补强件分别贴设于一个所述延伸部的一侧;
29.所述对两个所述凸出部进行卷圆成型并压合,以得到分别绕设两个所述延伸部远离所述第一主体部的一端的两个折弯部,两个所述折弯部与所述第二主体部形成第二金属板,所述第一金属板、所述塑料板和所述第二金属板组成背板,包括:
30.对两个所述凸出部进行卷圆成型并压合,以得到分别绕设两个所述延伸部和两个补强件的两个折弯部,每一所述折弯部分别绕设远离所述第一主体部的所述延伸部和所述补强件的一端,两个所述折弯部与所述第二主体部形成第二金属板,所述第一金属板、所述塑料板、所述补强件和所述第二金属板组成背板。
31.本技术实施例还提供一种显示装置,包括:
32.背板,所述背板如上任一项所述的背板;以及
33.显示面板,所述显示面板安装于所述背板。
34.本技术实施例提供的背板及其制备方法和显示装置中,将背板设置为两个金属板夹一个塑料板的三明治复合结构,可以提高背板的等效杨氏弹性模量。此外,将背板的两端设置为折弯抱合的加强结构,可以增大背板的等效截面惯性矩,根据背板的刚度等于等效杨氏弹性模量和等效截面惯性矩的乘积,增大背板的等效杨氏弹性模量和等效截面惯性矩,进而可以增加背板的刚度,使得大面积小厚度下的背板更不易变形。
附图说明
35.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使
用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
36.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
37.图1为本技术实施例提供的显示装置的截面结构示意图。
38.图2为图1所示的显示装置中背板的第一种结构示意图。
39.图3为图1所示的显示装置中背板的第二种结构示意图。
40.图4为图1所示的显示装置中背板的第三种结构示意图。
41.图5为本技术实施例提供的背板的截面结构示意图。
42.图6为本技术实施例提供的背板的制备方法的第一流程示意图。
43.图7为本技术实施例提供的背板的制备过程图。
44.图8为本技术实施例提供的背板中凸包的制备过程图。
45.图9为本技术实施例提供的背板的制备方法的第二流程示意图。
具体实施方式
46.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.为了解决现有的背板通常采用一较薄金属板制成,导致大面积小厚度类型的背板的刚度下降而容易造成背板变形的问题,本技术实施例提供一种背板及其制备方法和显示装置,以下将结合附图进行说明。
48.示例性的,请参阅图1,图1为本技术实施例提供的显示装置的截面结构示意图。本技术实施例提供一种显示装置1,显示装置1可以包括显示面板10和背板30,显示面板10可以安装于背板30中,以实现对显示面板10的封装。相比于带有前框的显示装置,将背板30与显示面板10直接装配有利于显示装置1全面屏的实现以及有助于降低成本。示例性的,显示装置1可以为手机、平板等可移动电子设备,显示装置1也可以是计算机设备、电视机、车载电脑等具有显示功能的设备。
49.本技术实施例以显示装置1为电视机为例进行说明,当前显示装置1如电视机的形态发展趋势为超大超薄,超大超薄的显示装置1不仅对显示面板10的厚度有要求,还对背板30的厚度提出了要求。现有的单一背板通常采用一较薄金属板外加大量加强筋制成,影响背板的外观效果,但不设置加强筋会导致大面积小厚度类型的背板的刚度下降,由此容易造成背板的变形。此外,现有的复合背板通常采用平板钢塑板或铝塑板加套铝框结构,使得背板的厚度较厚,不容易满足显示装置超大超薄的要求。例如,业界通常75寸以上的背板厚度都在2.5mm或以上,如何在背板外观面不加筋的情况下进一步降低背板厚度是大尺寸显示装置超薄化的重要课题。
50.为了解决上述问题,本技术实施例对背板30的结构进行了改进,以下将分别从背板30的结构以及背板的制备方法两个方面进行说明。
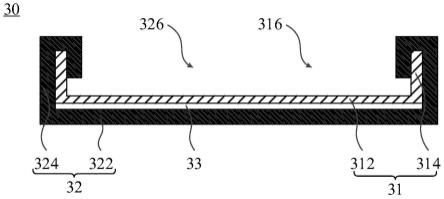
51.示例性的,请结合图1并参阅图2,图2为图1所示的显示装置中背板的第一种结构
示意图。本技术实施例的背板30可以包括第一金属板31、第二金属板32和塑料板33。第一金属板31包括第一主体部312和两个延伸部314,两个延伸部314连接于第一主体部312的相对两端,两个延伸部314和第一主体部312围设形成有凹槽316。第二金属板32包括第二主体部322和两个折弯部324,两个折弯部324连接于第二主体部322的相对两端。第二主体部322与两个折弯部324围设形成容纳空间326,第一金属板31设置于容纳空间326内。每一折弯部324分别绕设一个延伸部314的远离第一主体部312的一端。塑料板33夹设于第一主体部312和第二主体部322之间。将背板30设置为两个金属板夹一个塑料板33的三明治复合结构,由于塑料板33的等效杨氏弹性模量大于金属板的等效杨氏模量,因此,相较于背板为单一金属材质的结构,相同厚度的背板本技术的背板30的等效杨氏弹性模量更高。此外,将背板30的两端设置为折弯抱合的加强结构,可以增大背板30的等效截面惯性矩,根据背板30的刚度等于等效杨氏弹性模量和等效截面惯性矩的乘积,增大背板30的等效杨氏弹性模量和等效截面惯性矩,进而可以增加背板30的刚度,使得大面积小厚度下的背板30更不易变形。
52.示例性的,第一金属板31可以作为背板30的内壳,也即背板30朝向显示面板10一侧的结构。第一金属板31的材料可以选择强度较大的钢板,并且第一金属板31的外部可以选择镀锌板(sgcc)或者电镀锌板(secc),在制备时,可以通过冲压成型获得具有凹槽316形状的第一金属板31,也即第一主体部312的相对两端连接有两个延伸部314的结构。
53.第二金属板32可以作为背板30的外壳,也即背板30中朝向显示装置1外部的结构。第二金属板32的材料也可以选择强度较大的钢板,并且可以为预涂金属板(pcm),制备时,可以先将第二金属板32制备成与第一金属板31相同的形状,在将第一金属板31与塑料板33组装后进行折弯部324的制备。由于第二金属板32需要包覆第一金属板31和塑料板33,因此,第二金属板32的尺寸大于第一金属板31的尺寸,可以理解的是,第二主体部322的面积略大于第一主体部312的面积。
54.塑料板33夹设于第一主体部312和第二主体部322之间,且塑料板33可以和第一主体部312的投影重合。塑料板33的制备可以通过挤压成型获得薄板,并且塑料板33内可添加无机填料,如碳酸钙、氢氧化镁、氧化铝等其中的一种或多种。例如,塑料板33的材料可以选择pe(polyethylene,聚乙烯),pe是乙烯经聚合制得的一种热塑性树脂,聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-100~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸)。常温下不溶于一般溶剂,吸水性小,电绝缘性优良。再例如,可以在聚乙烯中添加40%的无机填料。
55.需要说明的是,塑料板33夹设于第一主体部312和第二主体部322之间,在将三者组装后,需要进行压合使得背板30对应塑料板33部分的厚度呈现预设厚度,比如,预设背板30对应塑料板33部分的厚度为1.5mm,则在制备过程中,第一金属板31的厚度可以为0.3mm至0.6mm范围,例如可以选择0.4mm厚度的第一金属板31。第二金属板32的厚度可以为0.4mm至0.6mm范围,例如可以选择0.5mm厚度的第二金属板32。则相应的最终成型的背板30中塑料板33的厚度可以为0.6mm,在制作过程中,由于压合所用的压力较大,塑料板33的厚度会因此而变化,因此,在背板30组装之前,塑料板33的厚度可以设置为0.7mm。
56.其中,为了增加塑料板33与第一主体部312和第二主体部322之间的连接牢靠性,可以在塑料板33和主体部之间设置高分子膜层,作为胶层进行制备。示例性的,请结合图1和图2并参阅图3,图3为图1所示的显示装置中背板的第二种结构示意图。例如,背板30还可
以包括第一膜层35和第二膜层36。第一膜层35设置于塑料板33和第一主体部312之间,以连接塑料板33和第一主体部312。第二膜层36可以设置于塑料板33和第二主体部322之间,以连接塑料板33和第二主体部322。第一膜层35的厚度和第二膜层36的厚度不作限制,可以根据热压机的压力和温度作为参考进行设置。
57.上述即为背板30对应塑料板33位置的结构设置,将背板30的主体部设置为金属板夹塑料板的三明治结构,由于塑料板的等效杨氏弹性模量大于金属板的等效杨氏模量,因此,相较于背板为单一金属材质的结构,相同厚度的背板本技术实施例的背板30的等效杨氏弹性模量更高。根据背板的刚度等于等效杨氏弹性模量和等效截面惯性矩的乘积可知,在等效截面惯性矩不变的情况下,增大背板30的等效杨氏弹性模量,会使得背板30的刚度提高,进而使得大面积小厚度的背板30更不易变形。
58.此外,为了进一步提高大面积小厚度背板30的刚度,本技术实施例还对背板30边缘的结构进行了设计。也即是将第二金属板32的折弯部324设置为包覆或者说绕设第一金属板31的延伸部314的结构,这样可以增加背板30边缘的厚度和高度,进而改变背板30的重心和边缘到中性面的转矩,相比于平整型的背板结构,本技术实施例具有凹口形状的背板30的等效截面惯性矩增加,综合上述复合板的结构,本技术实施例的背板30的刚度提升,使得大面积小厚度的背板30更不易变形。
59.示例性的,请结合图1至图3并参阅图4,图4为图1所示的显示装置中背板的第三种结构示意图。背板30还可以包括补强件34,补强件34贴设于延伸部314的一侧,折弯部324绕设补强件34远离第一主体部312的一端。需要说明的是,补强件34的数量可以仅为一个,也即在背板30的一端设置补强件34,此时也能起到改变背板30的重心的效果。当然,补强件34的数量还可以与延伸部314的数量相同,本技术实施例中两个延伸部314可以分别对应两个补强件34,为了便于说明,本技术实施例均以位于第一主体部312同一端的延伸部314、折弯部324和补强件34为例。
60.示例性的,补强件34贴设于延伸部314朝向第一主体部312的一侧。补强件34远离第一主体部312的表面与延伸部314远离第一主体部312的表面齐平,换一个角度来说,延伸部314可以包括远离第一主体部312的第一表面,补强件34可以包括远离第一主体部312的第二表面,第二表面与第一表面齐平设置。此时,对于弯折部324来说,弯折部324可以包覆或者称抱合补强件34和延伸部314,从而可以改变背板30的重心,进而增加背板30的等效截面惯性矩来提升背板30的刚度。
61.需要说明的是,增加补强件34不仅可以调节背板30边缘厚度,从而提高截面惯性矩来实现背板30整体刚度的进一步提升。另一方面,补强件34也可以是高模量材料,如碳纤维块、硬质钨钢合金、氧化铝陶瓷等。采用该方法设计的背板30刚度进一步提升,背板30厚度可以进一步减薄,如75寸背板30的厚度可以减薄至1.5mm以下。
62.示例性的,每一折弯部324可以包括依次连接的第一部分3241、第二部分3243和第三部分3245,第一部分3241贴设于延伸部314背离第一主体部312的一侧如第一侧。第二部分3243与第一部分3241弯折连接,弯折角度可以为90
°
,第二部分3243贴设于补强件34和延伸部314远离第一主体部312的一端。第三部分3245与第二部分3243弯折连接,弯折角度也可以为90
°
,第三部分3245贴设于补强件34背离与其相邻的延伸部314的一侧如第二侧。其中,第一侧与第二侧相对,也即是第一部分3241贴设的延伸部314的一侧与第三部分3245贴
设补强件34的一侧相对,且第二部分3243贴设于相对侧远离第一主体部312的一端,也即是第二部分3243贴设于第一侧和第二侧远离第一主体部312的一端。可以理解的是,第一部分3241与第三部分3245平行设置,并且,第二部分3243相对于第一部分3241的弯折方向与第三部分3245相对于第二部分3243的弯折方向沿同一方向。比如,对于第一主体部312右端来说,第二部分3243相对于第一部分3241的弯折方向与第三部分3245相对于第二部分3243的弯折方向可以均沿逆时针方向进行弯折,也即从延伸部314和补强件34的外侧包围住延伸部314和补强件34。包围或者包覆之后,再进行工艺上的压合,使得第一金属板31、第二金属板32、塑料板33和补强件34成为连接紧密的一个整体,从而增加背板30的牢固性。
63.其中,第三部分3245的高度小于或者等于补强件34的高度,也即是说,第三部分3245可以完全覆盖补强件34,第三部分3245也可以只覆盖部分补强件34,用户可以根据制备工艺进行选择,这里不作限制。
64.当然,补强件34还可以贴设于延伸部314背离第一主体部312的一侧,此时的结构可以作适应性设置,这里不再赘述。
65.此外,也可以选择不设置补强件34,这样背板30的制备更简单方便。不设置补强件34时,折弯部324的第一部分3241依然贴设于延伸部314背离第一主体部312的一侧。第二部分3243贴设于延伸部314远离第一主体部312的一端。第三部分3245贴设于延伸部314朝向第一主体部312的一侧,也即从外围包覆延伸部314。此时的结构可以参照上述设置补强件34的说明,这里不再赘述。
66.需要说明的是,对于截面为矩形的背板来说,截面惯性矩i1=bh3/12,b表示截面的宽度,h表示截面的高度或者厚度。可以理解的是,截面为矩形的背板的截面惯性矩与背板的宽度和高度相关。
67.示例性的,请结合图1至图4并参阅图5,图5为本技术实施例提供的背板的截面结构示意图。对于本技术实施例的凹口形状的背板30来说,截面惯性矩其中,b可以理解为背板30的长度,b可以理解为凹口的长度,e1表示重心到第一边的距离,e2表示重心到与第一边相对的第二边的距离,a可以表示两个折弯部324的总宽度,h为第一金属板31距离重心的高度,具体可以参阅图5所示。
68.其中,可以理解的是,将背板30设计为凹口形状,相比于背板截面为矩形的情况,可以改变背板30的重心,也即提高了背板30的重心高度,由此可以增大背板30的截面惯性矩,进而增加背板30的刚度。
69.为了验证背板30的刚度变化,采用厚度为2mm的常规钢塑板和本技术实施例的带有边缘结构的厚度为1.5mm的背板30进行对比实验,实验方式可以为单背板四角抬机,然后对比每种情况下的变形量。实验测试结果如下表所示。
70.表1实验测试结果对比表
[0071] 厚度2mm的常规钢塑板厚度1.5mm的背板30长度方向变形量/mm7066宽度方向变形量/mm1512
[0072]
从表中可以看出,本技术实施例的背板30的厚度小于常规钢塑板的厚度的情况下,在四角抬机的实验条件下,背板30的长度方向变形量小于常规钢塑板的长度方向变形
量,且背板30的宽度方向变形量小于常规钢塑板的宽度方向变形量,也即是说,本技术实施例的背板30的主体位置的厚度更小,且整体的刚度更大。
[0073]
为了更清楚的说明本技术实施例的背板30的组成结构,以下将从背板的制备方法的角度进行说明。
[0074]
示例性的,请结合图1至图5并参阅6和图7,图6为本技术实施例提供的背板的制备方法的第一流程示意图,图7为本技术实施例提供的背板的制备过程图。本技术实施例还提供一种背板的制备方法,包括:
[0075]
101、提供一金属板,将金属板的两端进行折弯,以形成包括第一主体部和两个延伸部的第一金属板,两个延伸部连接于第一主体部的相对两端,两个延伸部和第一主体部围设形成有凹槽。
[0076]
比如,可以设计一个75寸1.5mm厚度的背板30,最大外形尺寸可以为:6mm*1650mm*950mm。
[0077]
示例性的,选择一厚度*长度*宽度为0.4mm*1660mm*960mm的金属板,比如可以为镀锌钢板或电镀锌钢板,通过冲压成型获得具有凹口形状的第一金属板31。也即是说,将一平整的金属板的两端进行折弯设置,折弯成型的方式可以通过冲压工艺来进行。
[0078]
需要说明的是,此时制作完成的第一金属板31即为最终成型的背板30的一部分,第一金属板31本身无需进行其余的工艺。
[0079]
102、提供另一金属板,并将金属板的两端进行折弯,以形成包括第二主体部和两个凸出部的中间金属板,两个凸出部连接于第二主体部的相对两端,两个凸出部和第二主体部围设形成有容纳空间。
[0080]
示例性的,第二金属板32的制作分为两个步骤,首先需要选择一厚度*长度*宽度为0.4mm*1660mm*960mm的金属板,比如可以为预涂金属板,通过冲压成型获得与第一金属板31形状相同的中间金属板37,中间金属板37可以包括第二主体部322和两个凸出部,两个凸出部连接于第二主体部322的相对两端,两个凸出部和第二主体部322围设形成有容纳空间326。
[0081]
103、提供一塑料板,塑料板对应第一主体部设置,并依次将塑料板和第一金属板设置于容纳空间内,以获得套装体。
[0082]
塑料板33的制备可以是通过挤压成型的方式,比如,通过挤压成型获得0.7mm厚度的薄板,薄板内可以添加40%的无机填料,无机填料可以是碳酸钙、氢氧化镁、氧化铝等其中的一种或多种。
[0083]
塑料板33制作完成后,需要进行金属板与塑料板的套装装配,在这个过程中,为了使塑料板33与第一金属板31和中间金属板37的粘合度增加,可以在塑料板33和金属板直接设置高分子膜层。示例性的,将中间金属板37设置于平台上,并将凹面朝上,依次将第二膜层36、塑料板33、第一膜层35、第一金属板31(凹面朝上)装入中间金属板37的凹面内,也即中间金属板37的容纳空间326内。
[0084]
104、对套装体进行压合。
[0085]
可以将上述套装好的套装体平移置入平面热压机模具内进行热压,热压压力根据背板30的尺寸进行设置,例如,75寸背板需要压力30吨至150吨。热压温度可以根据高分子膜也即第一膜层35和第二膜层36需要的热熔固化温度设定,比如,可以选择高分子膜热熔
固化温度为120℃至180℃之间。热熔固化时间为15秒至35秒,比如,可以为15秒至20秒区间的一个固化时间。
[0086]
在热压固化后,需要对上述半成品进行冷却定型,比如,可以将上述半成品从热压机平移置入仿形模具内加压进行冷却定型得到复合体。
[0087]
105、对两个凸出部进行卷圆成型并压合,以得到分别绕设两个延伸部远离第一主体部的一端的两个折弯部,两个折弯部与第二主体部形成第二金属板,第一金属板、塑料板和第二金属板组成背板。
[0088]
将上述定型好的复合体置入卷圆模具内进行边缘卷圆成型并压合,也即是,对中间金属板37的两个凸出部进行卷圆成型并压合,以得到分别绕设第一金属板31的两个延伸部314的两个折弯部324,两个折弯部324与第二主体部322形成第二金属板32,第一金属板31、塑料板33和第二金属板32组成背板30。
[0089]
上述过程即为具有边缘增强结构和复合板的背板30的主要制备过程,对背板30进行边缘增强结构设计和复合板的结构设计,可以分别从不同的方面增加背板30的刚度,进而使得大面积小厚度的背板30不容易变形。
[0090]
此外,在将背板30的主体结构制备完成后,还可以制作背板30上用于支撑电路板的结构。比如,可以成型凸包,对内部带有钢板凹孔部位进行冲压成型凸包,凸包用于承载电路板,并且可以便于电路板的安装。凸包的形状可以参照图8中所示,图8为本技术实施例提供的背板中凸包的制备过程图。
[0091]
最后,在背板30的各个结构制作完成后,还可以根据背板30的实际状态进行整形及检测。
[0092]
需要说明的是,为了使边缘增强结构对背板30的刚度帮助效果更好,还可以在边缘增强结构中设置补强件34。示例性的,请结合图1至图8并参阅图9,图9为本技术实施例提供的背板的制备方法的第二流程示意图。本技术实施例还提供一种背板的制备方法,包括:
[0093]
201、提供一金属板,将金属板的两端进行折弯,以形成包括第一主体部和两个延伸部的第一金属板,两个延伸部连接于第一主体部的相对两端,两个延伸部和第一主体部围设形成有凹槽。
[0094]
202、提供另一金属板,并将金属板的两端进行折弯,以形成包括第二主体部和两个凸出部的中间金属板,两个凸出部连接于第二主体部的相对两端,两个凸出部和第二主体部围设形成有容纳空间。
[0095]
203、提供一塑料板,塑料板对应第一主体部设置,并依次将塑料板和第一金属板设置于容纳空间内,以获得套装体。
[0096]
204、对套装体进行压合。
[0097]
关于步骤201至204可以参照上述步骤101至104的说明,这里不再赘述。
[0098]
205、提供两个补强件,将每一补强件分别贴设于一个延伸部的一侧。
[0099]
示例性的,补强件34贴设于延伸部314朝向第一主体部312的一侧,且补强件34远离第一主体部312的表面与延伸部314远离第一主体部312的表面齐平。此时,对于弯折部324来说,弯折部324可以包覆或者称抱合补强件34和延伸部314,从而可以改变背板30的重心,进而增加背板30的等效截面惯性矩来提升背板30的刚度。
[0100]
206、对两个凸出部进行卷圆成型并压合,以得到分别绕设两个延伸部和两个补强
件的两个折弯部,每一折弯部分别绕设远离第一主体部的延伸部和补强件的一端,两个折弯部与第二主体部形成第二金属板,第一金属板、塑料板、补强件和第二金属板组成背板。
[0101]
步骤206可以参照步骤105的说明,这里仅为增加补强件34的适应性变化,这里不再赘述。
[0102]
本技术实施例提供的背板30及其制备方法和显示装置1中,将背板30设置为两个金属板夹一个塑料板33的三明治复合结构,由于塑料板33的等效杨氏弹性模量大于金属板的等效杨氏模量,因此,相较于背板为单一金属材质的结构,相同厚度的背板本技术的背板30的等效杨氏弹性模量更高。此外,将背板30的两端设置为折弯抱合的加强结构,可以增大背板30的等效截面惯性矩,根据背板30的刚度等于等效杨氏弹性模量和等效截面惯性矩的乘积,增大背板30的等效杨氏弹性模量和等效截面惯性矩,进而可以增加背板30的刚度,使得大面积小厚度下的背板30更不易变形。
[0103]
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
[0104]
在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
[0105]
以上对本技术实施例所提供的背板及其制备方法和显示装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1