散热模组和电子设备的制作方法
本技术实施例涉及散热,特别是涉及一种散热模组和包含该散热模组的电子设备。
背景技术:
1、随着电子设备小型化、高集成化、多功能化的发展,电子设备中的热点失效问题已成为消费电子领域的关键挑战。为了快速地将大功耗芯片的热点进行均热,传统的手段是使用热管(heat pipe,hp)、均热板(vapor chamber,vc,也叫平面热管)或环路热管(lhp,loop heat pipe)等两相散热件进行散热均热。然而,这些两相散热件虽然导热性能优异,但存在厚度高、体积大、质量重、成本高等缺点,因而无法更好地满足折叠手机、平板电脑、可穿戴设备(眼镜、手表、vr)等电子设备的减重和降成本需求。
技术实现思路
1、鉴于此,本技术实施例提供一种散热模组,其同时包括两相散热件和非金属散热件,该散热模组中两相散热件和非金属散热件连接可靠性高,可以实现较好的散热均热效果,还可以一定程度满足散热模组的减重减薄、降成本需求。
2、具体地,本技术实施例第一方面提供一种散热模组,包括:
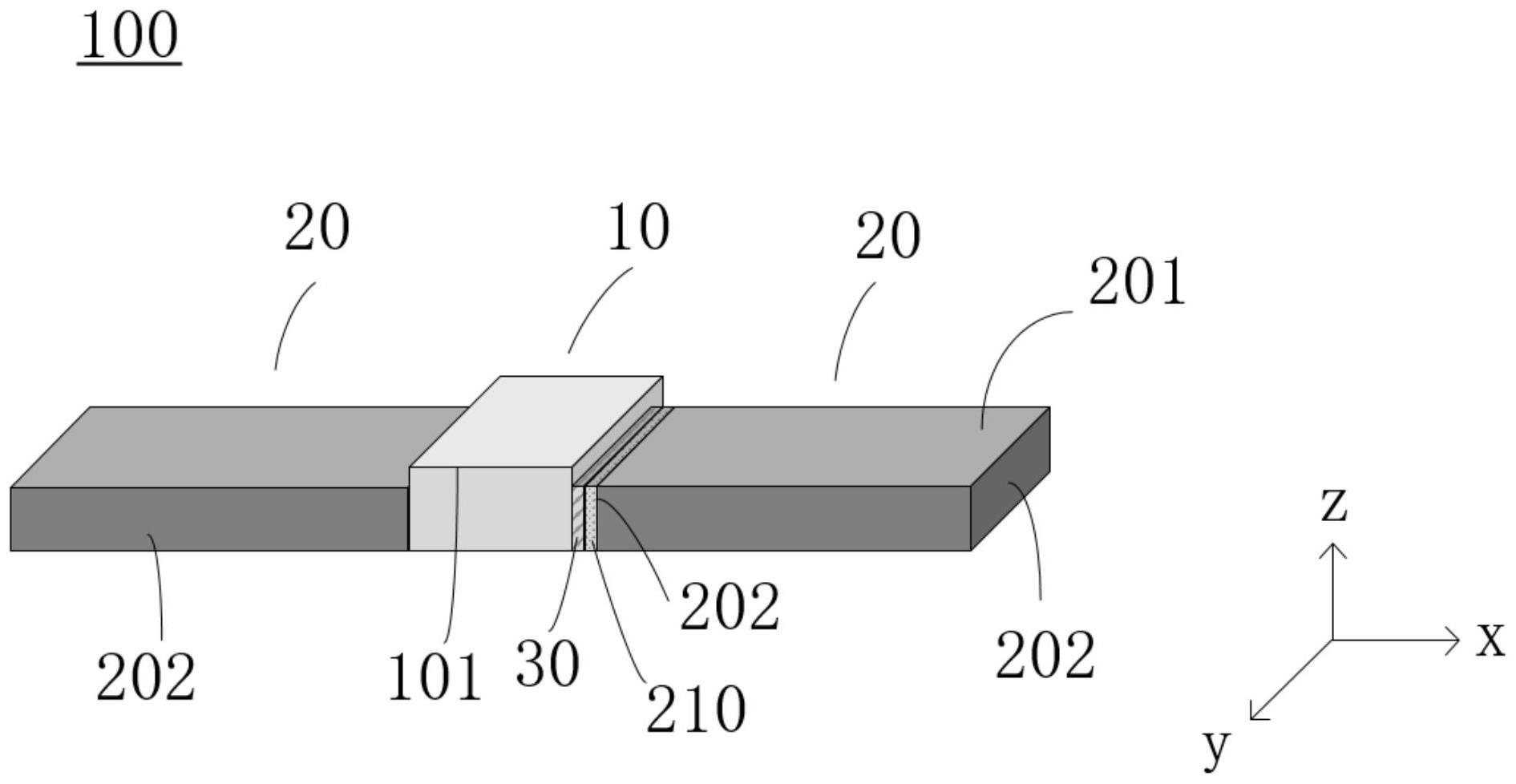
3、两相散热件,所述两相散热件包括密封的金属外壳和位于所述金属外壳内部的液体工质;
4、非金属散热件,所述非金属散热件与所述两相散热件的金属外壳焊接连接,所述非金属散热件和所述两相散热件之间形成有焊接层,所述非金属散热件与所述两相散热件相连接的表面设有金属层,所述金属层位于所述非金属散热件与所述焊接层之间,所述金属层为含钛金属层。
5、本技术实施例提供的散热模组为包括两相散热件和非金属散热件的复合结构,其中两相散热件作为主导热结构,非金属散热件作为副导热结构,该复合结构的传热过程为,由热源处产生的热量分两部分进行散热,一部分热量直接通过作为主导热结构的两相散热件长距离快速均热,另一部分热量可传递至轻薄化的非金属散热件进行均热;因热源处产生的热量分流传导可以使主导热结构所承受传热量减少,从而可以实现主导热结构的轻量化和薄型化设计。本技术实施例提供的散热模组,将两相散热件和非金属散热件固定连接在一起进行配合使用,可使得散热模组兼具两相散热件导热性能优异和非金属散热件质轻、厚度薄、成本低的优点,同时,本技术通过在非金属散热件表面设置含钛金属层,并与两相散热件焊接连接,可实现与两相散热件的可靠固定连接,且焊接连接方式热阻低,可以实现热量由两相散热件向非金属散热件快速传导;而含钛金属层的设置可以提高焊接过程中非金属散热件的焊接力,提升非金属散热件与两相散热件之间的焊接质量,提高连接可靠性。本技术实施例提供的散热模组可以用于各种有散热需求的场景中,例如可以是用于各种需要进行散热的电子设备中,为电子设备中的各种热源器件进行导热散热。其中热源器件可以是电子设备中任何的会产生热量需要进行散热的器件,如芯片等。
6、本技术实施方式中,金属层可以是通过对非金属散热件进行表面金属化处理形成,所述金属层为含钛金属层。金属层中钛的存在,不仅可以与非金属散热件中的非金属原子(例如碳原子、氧原子等)形成化学键合,还能够实现原位增强,有效降低非金属散热件与金属层之间的内应力,提高金属层在非金属散热件表面的结合,同时还能提高两相散热件的金属外壳与非金属散热件之间的结合。
7、本技术实施方式中,所述金属层中,钛元素的质量含量在1.25%-10%范围内。适合的钛元素含量可以提高金属层在非金属散热件表面的结合,同时可以提高后续焊接的质量,提高非金属散热件与金属外壳之间的结合力,从而提高非金属散热件与两相散热件之间的结合可靠性,提高散热模组复合结构的结构稳定性。
8、本技术实施方式中,所述金属层中的至少部分钛与所述非金属散热件中的非金属原子形成化学键合。钛与非金属散热件中的非金属原子(例如碳原子、氧原子等)形成化学键合,能够实现原位增强,有效降低非金属散热件与金属层之间的内应力,提高金属层在非金属散热件表面的结合,进而能提高两相散热件的金属外壳与非金属散热件之间的结合。
9、本技术实施方式中,所述金属层还包括铜元素、银元素中的一种或多种。金属层中铜元素与低温钎料反应活性强,有利于低温钎焊;银元素可以降低金属层原料熔点,降低非金属散热件表面金属化过程所需的温度峰值,减弱非金属散热件在高温金属化过程中的变形或氧化速率。
10、本技术实施方式中,所述金属层中,靠近非金属散热件的一侧的钛元素含量大于靠近两相散热件的一侧的钛元素含量。靠近非金属散热件的一侧的钛元素含量大有利于金属层与非金属散热件形成紧密结合,进而提高非金属散热件与两相散热件之间的连接可靠性。
11、本技术实施方式中,金属层的厚度可以是10μm-100μm。适合的金属层厚度既可以与非金属散热件本体强结合,又能够有利于提高两相散热件与非金属散热件之间的焊接可靠性。
12、本技术实施方式中,所述焊接层的焊接温度小于或等于300℃。由于随着环境温度或工作温度上升,在≥120℃后,两相散热件内部已由真空状态变为正压态。而手机、平板电脑等电子设备中常用的hp、vc、lhp等两相散热件,其金属外壳的壁厚一般≤0.2mm,无法耐受常规>300℃的焊接温度。本技术实施例采用熔点小于或等于300℃的钎料形成焊接层,可实现小于或等于300℃的低温焊接,这样可使内部热应力较低,避免在焊接过程对两相散热件造成不利影响。
13、本技术实施方式中,所述焊接层包括锡基焊接层、铟基焊接层或铋基焊接层。选择锡基焊接层、铟基焊接层、铋基焊接层有利于实现两相散热件与非金属散热件的可靠焊接连接。
14、本技术实施方式中,所述锡基焊接层中锡的质量含量大于或等于50%。将锡基焊接层中锡的含量控制在50%以上可以在小于或等于250℃的焊接温度下完成焊接,更好地获得强结合力,高质量、高可靠性的焊接连接。
15、本技术实施方式中,所述铟基焊接层中铟的质量含量大于或等于50%。将铟基焊接层中铟的含量控制在50%以上可以在小于或等于250℃的焊接温度下完成焊接,更好地获得强结合力,高质量、高可靠性的焊接连接。
16、本技术实施方式中,所述铋基焊接层中铋的质量含量大于或等于50%。将铋基焊接层中铋的含量控制在50%以上可以在小于或等于250℃的焊接温度下完成焊接,更好地获得强结合力,高质量、高可靠性的焊接连接。
17、本技术实施方式中,所述锡基焊接层包括银元素和铜元素中的一种或多种;所述铟基焊接层包括银元素。银元素、铜元素的引入有利于获得低焊接温度的钎料,同时可以更好地提高焊接质量。
18、本技术实施方式中,所述锡基焊接层中,银元素的质量含量为1%-10%,铜元素的质量含量为0.05%-1%;所述铟基焊接层中,银元素的质量含量为1%-10%。焊接层中,控制银元素、铜元素的含量在适合范围,有利于获得低焊接温度的钎料,同时可以更好地提高焊接质量。
19、本技术实施方式中,所述非金属散热件为片状或板状,所述非金属散热件通过厚度方向上的侧面与所述两相散热件的金属外壳相连接;所述非金属散热件垂直于所述厚度方向的平面方向的导热系数大于所述厚度方向的导热系数。非金属散热件在垂直于厚度方向的xy平面方向的导热系数大于厚度方向的导热系数,即非金属散热件在xy平面方向的导热性能优于其厚度方向的导热性能,本技术实施例将非金属散热件通过厚度方向上的侧面与两相散热件连接,则热源器件的热量传至两相散热件后,两相散热件的热量可以直接通过非金属散热件的xy平面方向传导开,从而可以充分利用非金属散热件的xy平面方向高导热系数特性,提高整个散热模组的导热性能,同时可以更有利于满足散热模组的减重减薄、降成本需求。
20、本技术实施方式中,所述非金属散热件的内部包括多层层叠的非金属原子层,所述厚度方向为所述非金属原子层的层叠方向。
21、本技术实施方式中,所述非金属散热件垂直于所述厚度方向的平面方向的导热系数是所述厚度方向的导热系数的10-1000倍。当非金属散热件垂直于厚度方向的平面方向的导热系数相对厚度方向的导热系数越大,则可以通过将非金属散热件厚度方向上的侧面与两相散热件连接,更有效地通过非金属散热件的xy平面方向进行导热散热,获得更大导热收益。
22、本技术实施方式中,所述非金属散热件可以是碳片或碳板。具体地,碳片或碳板例如可以是但不限于是石墨片或石墨板、石墨烯片或石墨烯板、金刚石片或金刚石板。碳片或碳板的形状尺寸可以根据需要设计,可以是规则形状,也可以是不规则形状,可以整体为实心板,也可以是部分开孔或凹槽等;其中尺寸包括长宽尺寸和厚度尺寸。
23、本技术实施方式中,所述非金属散热件垂直于厚度方向的表面上设置有凹槽或通孔,所述凹槽或通孔内具有所述厚度方向上的侧面,所述两相散热件嵌设在所述凹槽或通孔中,与所述厚度方向上的侧面相连接。将非金属散热件垂直于厚度方向的表面上开设凹槽或通孔,使两相散热件嵌设在凹槽或通孔中,既可以实现采用非金属散热件厚度方向上的侧面与两相散热件有效固定连接,提高散热模组导热散热性能;同时,非金属散热件的导热贡献增大,也有利于两相散热件的轻薄化设计;另外,两相散热件与非金属散热件组合后散热模组厚度仅由其中厚度相对较大的一者决定,从而能够避免非金属散热件与两相散热件在厚度方向上堆叠导致的散热模组厚度较厚的问题,有利于散热模组的轻薄化设计。
24、本技术实施方式中,所述非金属散热件还通过垂直于所述厚度方向的表面与所述两相散热件相连接。在有需要的情况下,非金属散热件通过垂直于厚度方向的表面与两相散热件相连接可以实现补强连接,使非金属散热件与两相散热件形成更稳定的固定结构,同时能够使热量传导的方向更多维化。
25、本技术实施方式中,所述金属外壳的材质包括金属或合金,所述金属或合金的密度大于或等于2.5g/cm3。
26、本技术实施方式中,所述金属外壳的材质包括铜、铜合金、不锈钢、钛、钛合金、铝、铝合金、金属复合材料中的一种或多种。上述金属材料能够较好的满足两相散热件壳体耐高温、导热好、结构稳定等性能需求。
27、本技术实施方式中,所述金属层的热膨胀系数介于所述金属外壳和所述非金属散热件之间。金属层的热膨胀系数介于所述金属外壳和所述非金属散热件之间能够降低焊接过程因应力集中而导致散热模组变形的倾向。
28、本技术实施方式中,所述焊接层的热膨胀系数介于所述金属外壳和所述非金属散热件之间。焊接层的热膨胀系数介于所述金属外壳和所述非金属散热件之间能够降低焊接过程应力集中导致散热模组变形的倾向。
29、本技术实施方式中,所述两相散热件包括热管(hp)、环路热管(lhp)、均热板(vc)中的一种或多种。一些实施例中,散热模组仅包括热管(hp),或环路热管(lhp)、或均热板(vc)。一些实施例中,散热模组同时包括热管(hp)、环路热管(lhp)、均热板(vc)中的两种两相散热件。一些实施例中,散热模组同时包括热管(hp)、环路热管(lhp)和均热板(vc)三种两相散热件。
30、本技术实施方式中,所述散热模组还包括支撑件,所述支撑件用于承载所述两相散热件和/或所述非金属散热件。支撑件的材质、形状、尺寸等可以根据实际需要选择设计。例如,考虑屏蔽接地等实际产品需求,支撑件可以是金属支撑屏蔽板;在某些特殊场景下,支撑件50也可为石墨板、石墨烯板,例如高硬度的热解石墨板等。
31、本技术实施方式中,所述两相散热件用于与热源器件连接的表面上设置有热界面材料层和/或热屏蔽层。
32、本技术实施方式中,所述非金属散热件用于与热源器件连接的表面上设置有热界面材料层和/或热屏蔽层。
33、本技术实施例还提供一种电子设备,所述电子设备包括热源器件和本技术实施例第一方面所述的散热模组,所述散热模组用于为所述热源器件散热。
34、本技术实施方式中,所述两相散热件与所述热源器件相对且热接触设置。两相散热件作为散热模组的主导热结构,将其与热源器件相对且热接触设置,能够使热源器件产生的热量通过两相散热件快速传导。
35、本技术一些实施方式中,所述两相散热件在所述厚度方向上的正投影完全覆盖所述热源器件在所述厚度方向上的正投影。
36、本技术另一些实施方式中,所述两相散热件在所述厚度方向上的正投影部分覆盖所述热源器件在所述厚度方向上的正投影,所述非金属散热件在所述厚度方向上的正投影部分覆盖所述热源器件在所述厚度方向上的正投影。
37、本技术实施例电子设备采用本技术实施例第一方面所述的散热模组进行散热,可以获得良好的散热导热效果,同时可以更好地实现轻薄化设计。
- 还没有人留言评论。精彩留言会获得点赞!