一种多阶光模块HDI板及其加工方法与流程
一种多阶光模块hdi板及其加工方法
【技术领域】
1.本发明涉及pcb板加工技术领域,尤其涉及一种多阶光模块hdi板及其加工方法。
背景技术:
2.电子设备要求高性能化、高速化和轻薄短小化,因此,越来越小型、轻量、薄型化。此外芯片向高集成度、高频率、超多i/o端子数方向发展,迫切需要提高产品布线密度,hdi板加工技术便是其中重要的一种。高阶hdi板采用2次或者以上的积层技术,同时采用叠孔,激光镭射钻孔,电镀填孔,树脂塞孔,ldi自动成像等先进pcb技术。hdi板有利于先进构装技术的使用,其电性能和信号传输损耗较传统pcb表现更好。尤其对射频干扰,电磁波干扰,静电释放,热传导等具有更佳的改善效果。
3.但是,100g光模块二阶hdi产品需要解决的关键技术问题有:
4.(1)选择合适的材料用于产品制作,特别是介电常数和介电损耗满足产品100g的信号传输要求;
5.(2)微盲埋孔及盘中孔选择合适工艺方案进行生产制作;
6.(3)阻抗板及邦定位线宽补偿的工程设计方案;
7.(4)间断金手指的工程设计方案,及金手指表面处理要求。
8.(5)层间对准度要求及涨缩控制要求的生产控制实现方式。
技术实现要素:
9.本发明公开了一种多阶光模块hdi板及其加工方法,其解决了多阶hdi板逐层压合,多次激光盲孔叠孔的层间对准度及盲孔与通孔涨缩的匹配问题,解决了有盘中孔的pad区域表面平整性问题,解决了电镀面铜均匀性及精细线路蚀刻公差要求高的问题,解决了光模块板对板面外观的高要求问题。
10.为实现上述目的,本发明的技术方案为:
11.一种多阶光模块hdi板加工方法,该方法包括如下步骤:
12.步骤1、加工l3/4子板,具体包括如下步骤:
13.步骤1.1、开料,按设计尺寸对高速r5775材料进行开料;
14.步骤1.2、钻孔,采用数控钻机完成盲孔钻孔加工;
15.步骤1.3、沉铜加厚,将孔壁非导体部分的树脂和玻纤金属化;
16.步骤1.4、堵孔,采用树脂将机械埋孔做塞孔处理;
17.步骤1.5、烘烤,将半固化状态的树脂烤干固化;
18.步骤1.6、打磨,采用陶瓷刷和不织布刷将孔口树脂研磨干净,保证树脂与孔口平整;
19.步骤1.7、图形转移,在板件上贴膜感光性材料,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
20.步骤1.8、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性
化学药水,将所有的感光材料去除;
21.步骤2、加工l2/5子板,具体包括如下步骤:
22.步骤2.1、棕化,去除板面油脂脏污,将铜面粗化增加铜面与半固化片结合的面积,然后将l3/4层进行棕化;
23.步骤2.2、压合,使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离型膜,保证板面平整;
24.步骤2.3、打靶孔,采用ccd打靶机钻出外层需要的定位孔;
25.步骤2.4、铣边框,通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边整齐;
26.步骤2.5、棕化,使板表面有一层棕黑色膜,用于镭射钻孔;
27.步骤2.6、镭射钻孔,以l3/4层的靶孔为定位孔,采用镭射钻机钻出0.1mm微盲埋孔;
28.步骤2.7、等离子,采用等离子设备除去0.1mm微盲埋孔里面的残胶;
29.步骤2.8、电镀填孔,采用vcp电镀填孔设备将0.1mm的微孔电镀填满导体铜,连接内层各层导体;
30.步骤2.9、图形转移,在板件上贴膜感光性材料,以l3/4层的靶孔为定位孔,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
31.步骤2.10、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除;
32.步骤3、加工l1/6总卡,具体包括如下步骤:
33.步骤3.1、棕化,去除板面油脂脏污,将铜面粗化增加铜面与半固化片结合的面积,然后将l2/5层进行棕化;
34.步骤3.2、压合,使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离型膜,保证板面平整;
35.步骤3.3、打靶孔,采用ccd打靶机钻出外层需要的定位孔,钻出l2/5层的靶孔;
36.步骤3.4、铣边框,通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边整齐;
37.步骤3.5、棕化,使板表面有一层棕黑色膜,用于镭射钻孔;
38.步骤3.6、镭射钻孔,以l2/5层的靶孔为定位孔,采用镭射钻机钻出孔径0.1mm的微盲埋孔;
39.步骤3.7、钻孔,以l2/5层的靶孔为定位孔,采用数控钻机完成盲孔钻孔加工;
40.步骤3.8、等离子,采用等离子设备除去孔径0.1mm的微盲埋孔及通孔里面的残胶;
41.步骤3.9、电镀填孔,通孔和盲孔一起镀,采用vcp电镀填孔设备将孔径0.1mm的微孔电镀填满导体铜,将通孔的侧壁镀上一层铜进行金属化,连接内层各层导体;
42.步骤3.10、堵孔,采用树脂将机械埋孔做塞孔处理;
43.步骤3.11、烘烤,将半固化状态的树脂烤干固化;
44.步骤3.12、打磨,采用陶瓷刷和不织布刷将孔口树脂研磨干净、保证树脂与孔口平整;
45.步骤3.13、微蚀减铜,避免外层铜厚过厚,使用化学药水对外层铜厚进行微蚀减薄,铜厚控制20-24um;
46.步骤3.14、沉铜加厚,进行povf电镀,将树脂塞孔上面镀上一层铜,保证表面铜厚最终有37-42um;
47.步骤3.15、图形转移,在板件上贴膜感光性材料,以l2/5层的靶孔为定位孔,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
48.步骤3.16、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除;
49.步骤3.17、丝印油墨,在板表面丝印一层防止镀硬金时发生渗金问题的选化油墨;
50.步骤3.18、图形转移,使用菲林进行选择性曝光,通过弱碱性化学药水去除所需的非线路上的感光材料,露出用于金手指镀硬金的金手指线路图形;
51.步骤3.19、镀金手指,在金手指区域镀上镍金;
52.步骤3.20、去膜,使用强碱性化学药水,将所有的丝印油墨去除;
53.步骤3.21、图形转移,在板件上丝印感光性材料,使用菲林进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料,将间断金手指的引线及间断处的位置露出;
54.步骤3.22、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除,完成间断金手指线路制作;
55.步骤3.23、防焊制作,采用网版丝印方式在板上丝印感光性防焊材料,使用菲林选择性曝光,通过弱碱性化学药水去除所需的焊盘上的感光材料,并将绿油进行固化;
56.步骤3.24、表面处理,在焊接区域进行表面处理;
57.步骤3.25、丝印字符,用网版在产品表面丝印一层热固化油墨;
58.步骤3.26、测试,使用测试机测试出各网络间的电气性能;
59.步骤3.27、外型加工,使用切割设备切割出需要的形状,并将金手指区域进行斜边处理,得到成品hdi板。
60.作为本发明的一种优选改进,在步骤3.27后,还包括步骤3.28、成品检验,目视板件外观,符合要求后入库。
61.作为本发明的一种优选改进,在步骤1.1中,高速r5775材料为聚苯醚板材。
62.作为本发明的一种优选改进,在步骤3.24中,表面处理具体为在焊接区域进行镍钯金表面处理。
63.作为本发明的一种优选改进,在步骤3.26中,电气性能包括开短路、电阻以及电感。
64.作为本发明的一种优选改进,在步骤3.27中,切割设备为数控铣床。
65.本发明还提供了一种多阶光模块hdi板,由所述的一种多阶光模块hdi板加工方法加工而成。
66.本发明提供的一种多阶光模块hdi板加工方法的有益效果:
67.(1)采用低df的高速r5775材料,可以保证信号的传输质量;介电常数和介电损耗满足产品100g的信号传输要求;
68.(2)使用2阶hdi技术,使用积成法逐层制作各层线路,使用镭射激光技术和电镀填孔制作各层微盲埋孔,在有限空间内可以增加布线密度,使用连续微盲埋孔设计减小过孔对电信号影响的设计需求;
69.(3)通过特殊补偿方式保证线宽蚀刻余量,通过vcp电镀及特殊电流参数控制,保证激光盲孔能填镀饱满,并且保证面铜的均匀性,使用高精度蚀刻设备来制作高精度线宽要求,以匹配阻抗和邦定位线宽的要求;
70.(4)间断金手指的表面处理采用电镀硬金的方式来保证表面插拔性能的要求;间断金手指生产工艺采用先贴膜曝光露出金手指进行电镀硬金,然后退膜再贴膜曝光露出间断位置进行蚀刻;
71.(5)通过光学点和靶孔的逐层设计,保证激光镭射钻孔叠孔层间对准度符合要求,盲埋孔和通孔涨缩的匹配性。
【附图说明】
72.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
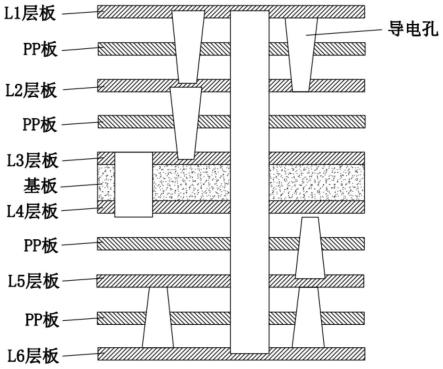
73.图1为本发明多阶光模块hdi板的结构示意图。
【具体实施方式】
74.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
75.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
76.另外,在本发明中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多条”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
77.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
78.另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
79.本发明提供一种多阶光模块hdi板加工方法,该方法包括如下步骤:
80.步骤1、加工l3/4子板,具体包括如下步骤:
81.步骤1.1、开料,按设计尺寸对高速r5775材料进行开料;
82.具体的,高速r5775材料为聚苯醚板材。
83.步骤1.2、钻孔,采用数控钻机完成盲孔钻孔加工;
84.步骤1.3、沉铜加厚,将孔壁非导体部分的树脂和玻纤金属化;
85.步骤1.4、堵孔,采用树脂将机械埋孔做塞孔处理;
86.步骤1.5、烘烤,将半固化状态的树脂烤干固化;
87.步骤1.6、打磨,采用陶瓷刷和不织布刷将孔口树脂研磨干净,保证树脂与孔口平整;
88.步骤1.7、图形转移,在板件上贴膜感光性材料,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
89.步骤1.8、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除;
90.步骤2、加工l2/5子板,具体包括如下步骤:
91.步骤2.1、棕化,去除板面油脂脏污,将铜面粗化增加铜面与半固化片结合的面积,然后将l3/4层进行棕化;
92.步骤2.2、压合,使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离型膜,保证板面平整;
93.步骤2.3、打靶孔,采用ccd打靶机钻出外层需要的定位孔;
94.步骤2.4、铣边框,通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边整齐;
95.步骤2.5、棕化,使板表面有一层棕黑色膜,用于镭射钻孔;
96.步骤2.6、镭射钻孔,以l3/4层的靶孔为定位孔,采用镭射钻机钻出0.1mm微盲埋孔;
97.步骤2.7、等离子,采用等离子设备除去0.1mm微盲埋孔里面的残胶;
98.步骤2.8、电镀填孔,采用vcp电镀填孔设备将0.1mm的微孔电镀填满导体铜,连接内层各层导体;
99.步骤2.9、图形转移,在板件上贴膜感光性材料,以l3/4层的靶孔为定位孔,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
100.步骤2.10、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除;
101.步骤3、加工l1/6总卡,具体包括如下步骤:
102.步骤3.1、棕化,去除板面油脂脏污,将铜面粗化增加铜面与半固化片结合的面积,然后将l2/5层进行棕化;
103.步骤3.2、压合,使用恒温恒压的传统压机芯板通过半固化片粘合在一起,板面上下放离型膜,保证板面平整;
104.步骤3.3、打靶孔,采用ccd打靶机钻出外层需要的定位孔,钻出l2/5层的靶孔;
105.步骤3.4、铣边框,通过数控锣机将层压后板边多余铜箔以及板边的溢胶去除,保证板边整齐;
106.步骤3.5、棕化,使板表面有一层棕黑色膜,用于镭射钻孔;
107.步骤3.6、镭射钻孔,以l2/5层的靶孔为定位孔,采用镭射钻机钻出孔径0.1mm的微盲埋孔;
108.步骤3.7、钻孔,以l2/5层的靶孔为定位孔,采用数控钻机完成盲孔钻孔加工;
109.步骤3.8、等离子,采用等离子设备除去孔径0.1mm的微盲埋孔及通孔里面的残胶;
110.步骤3.9、电镀填孔,通孔和盲孔一起镀,采用vcp电镀填孔设备将孔径0.1mm的微孔电镀填满导体铜,将通孔的侧壁镀上一层铜进行金属化,连接内层各层导体;
111.步骤3.10、堵孔,采用树脂将机械埋孔做塞孔处理;
112.步骤3.11、烘烤,将半固化状态的树脂烤干固化;
113.步骤3.12、打磨,采用陶瓷刷和不织布刷将孔口树脂研磨干净、保证树脂与孔口平整;
114.步骤3.13、微蚀减铜,避免外层铜厚过厚,使用化学药水对外层铜厚进行微蚀减薄,铜厚控制20-24um;
115.步骤3.14、沉铜加厚,进行povf电镀,将树脂塞孔上面镀上一层铜,保证表面铜厚最终有37-42um;
116.步骤3.15、图形转移,在板件上贴膜感光性材料,以l2/5层的靶孔为定位孔,使用ldi设备进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料;
117.步骤3.16、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除;
118.步骤3.17、丝印油墨,在板表面丝印一层防止镀硬金时发生渗金问题的选化油墨;
119.步骤3.18、图形转移,使用菲林进行选择性曝光,通过弱碱性化学药水去除所需的非线路上的感光材料,露出用于金手指镀硬金的金手指线路图形;
120.步骤3.19、镀金手指,在金手指区域镀上镍金;
121.步骤3.20、去膜,使用强碱性化学药水,将所有的丝印油墨去除;
122.步骤3.21、图形转移,在板件上丝印感光性材料,使用菲林进行选择性曝光,在感光膜上形成线路图形,通过弱碱性化学药水去除所需的非线路上的感光材料,将间断金手指的引线及间断处的位置露出;
123.步骤3.22、蚀刻去膜,使用强氧化性化学药水将露出的铜层去除,然后使用强碱性化学药水,将所有的感光材料去除,完成间断金手指线路制作;
124.步骤3.23、防焊制作,采用网版丝印方式在板上丝印感光性防焊材料,使用菲林选择性曝光,通过弱碱性化学药水去除所需的焊盘上的感光材料,并将绿油进行固化;
125.步骤3.24、表面处理,在焊接区域进行镍钯金表面处理;
126.步骤3.25、丝印字符,用网版在产品表面丝印一层热固化油墨;
127.步骤3.26、测试,使用测试机测试出各网络间的短路、电阻以及电感等电气性能;
128.步骤3.27、外型加工,使用数控铣床切割出需要的形状,并将金手指区域进行斜边处理,得到成品hdi板;
129.步骤3.28、成品检验,目视板件外观,符合要求后入库。
130.本发明还提供了一种多阶光模块hdi板,由所述的一种多阶光模块hdi板加工方法加工而成。参见图1所示,该多阶光模块hdi板由上至下依次叠设有l1层板、pp板、l2层板、pp板、l3层板、基板、l4层板、pp板、l5层板、pp板以及l6层板,各层之间根据需要通过导电孔连通。
131.本发明提供的一种多阶光模块hdi板加工方法的有益效果:
132.(1)采用低df的高速r5775材料,可以保证信号的传输质量;介电常数和介电损耗满足产品100g的信号传输要求;
133.(2)使用2阶hdi技术,使用积成法逐层制作各层线路,使用镭射激光技术和电镀填孔制作各层微盲埋孔,在有限空间内可以增加布线密度,使用连续微盲埋孔设计减小过孔对电信号影响的设计需求;
134.(3)通过特殊补偿方式保证线宽蚀刻余量,通过vcp电镀及特殊电流参数控制,保证激光盲孔能填镀饱满,并且保证面铜的均匀性,使用高精度蚀刻设备来制作高精度线宽要求,以匹配阻抗和邦定位线宽的要求;
135.(4)间断金手指的表面处理采用电镀硬金的方式来保证表面插拔性能的要求;间断金手指生产工艺采用先贴膜曝光露出金手指进行电镀硬金,然后退膜再贴膜曝光露出间断位置进行蚀刻;
136.(5)通过光学点和靶孔的逐层设计,保证激光镭射钻孔叠孔层间对准度符合要求,盲埋孔和通孔涨缩的匹配性。
137.尽管本发明的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里所示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1