激光钻孔对位方法与流程
本发明涉及载板制作,具体地说,尤其涉及一种激光钻孔对位方法。
背景技术:
1、高密度互连板(high density interconnector,简称hdi板)的制造工序之间的关联密切,若其中的任何一道工序的对位精度出现问题,都将直接影响后续工序的产品良率,甚至导致批量报废。现有技术中公众号为cn11156669a的申请公开了一种高密度互连板制造方法,其公开第1铜箔薄片的上基面钻出标靶外露孔,所述标靶外露孔与所述定位标靶图形上下对位设置且使所述定位标靶图形外露,且所述标靶外露孔的截面形状呈矩形设置,而其激光打孔加工时通常为激光大面积加工直至露出内层标靶图形;然后抓取标靶图形来加工区域图形,但因标靶加工时打孔面积较大,即使激光打孔位置存在偏移,设备依然可以抓取标靶图形,无法确认激光孔加工位置与图形之间的对位情况,容易造成误判而继续加工区域位置,造成产品废弃。
技术实现思路
1、本发明的目的,在于提供一种激光钻孔对位方法,以解决现有技术中因标靶加工时标靶外露孔打孔面积较大,加工位置存在偏移时无法及时检出的问题。
2、本发明是通过以下技术方案实现的:
3、一种激光钻孔对位方法,用于确认激光打孔与载板内层图形的对位情况,载板包括内层板和外层板,包括以下步骤:
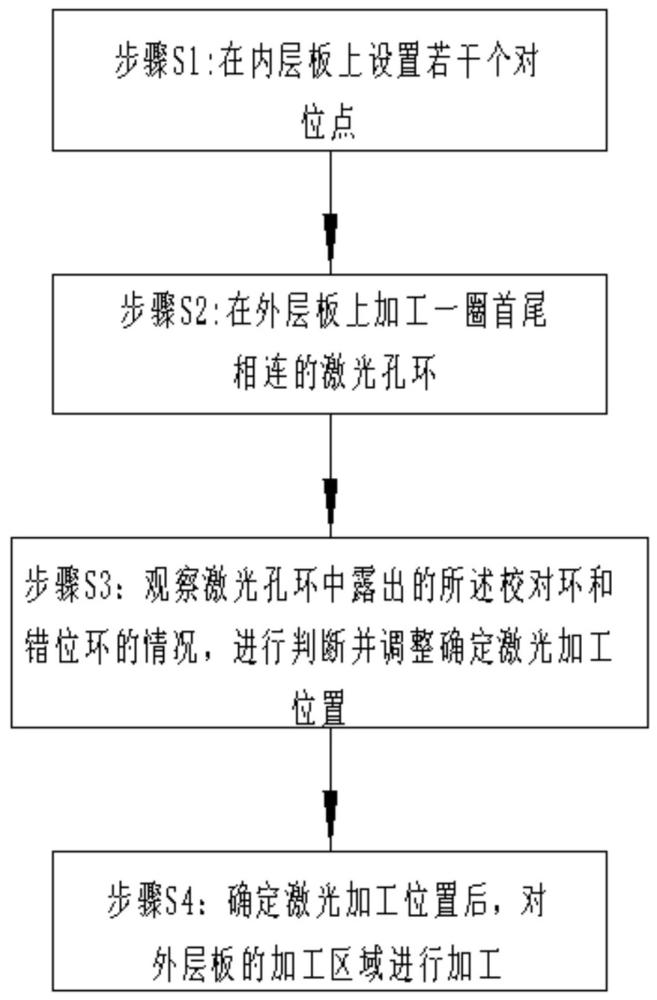
4、步骤s1:在内层板上设置多个对位点;对位点为形状呈圆环形,对位点包括校对环5和错位环;校对环5同心设置在错位环内;校对环5和错位环的颜色区别于内层板上的图案颜色;
5、步骤s2:在内层板上压合外层板,以内层板的对位点为基准,在外层板上加工一圈首尾相连的激光孔环;
6、步骤s3:观察激光孔环中露出的所述校对环5和错位环的情况,进行判断进而确定激光加工位置;
7、步骤s4:确定激光加工位置后,对外层板上的有效区域进行加工。
8、进一步地,所述的步骤s3中进行判断进而确定激光加工位置包括以下子步骤:
9、s31:在激光孔环中将校对环5完全显露,则表示打孔位置对位良好,可继续步骤s4;
10、s32:在激光孔环中校对环5显露不全,但未观察到错位环,则表示打孔位置在标准错位量之内,仍可继续进行或做轻微移动后进行步骤s4;
11、s33:在激光孔环中可观察到错位环,或未观察到校对环5,则不可继续步骤s4,需调整后重新进行步骤s2,直至可以观察到错位环且未观察到校对环5后,进行步骤s4。
12、进一步地,所述的步骤s32中标准错位量的范围为0-20um。
13、进一步地,所述的错位环与校对环5的间距与标准错位量相等。
14、进一步地,所述的错位环外径为350-400um,内径为250-300um;所述的校对环5外径为200-250um,内径为100-150um。
15、进一步地,所述的激光打孔的孔径为50-60um,所形成的激光孔环内径为100-150um。
16、与现有技术相比,本发明的有益效果是:
17、本发明采用激光打孔加工一圈首尾相连形成的激光孔环,通过判断激光孔环与对位点的图形配合关系,可以在激光打孔前验证激光孔与内层板是否错位;用于发现后矫正加工位置,避免造成加工区域加工错位导致浪费,可以更好的矫正加工位置。
技术特征:
1.一种激光钻孔对位方法,用于确认激光打孔与载板内层图形的对位情况,载板包括内层板和外层板,其特征在于:包括以下步骤:
2.根据权利要求1所述的激光钻孔对位方法,其特征在于: 所述的步骤s3中进行判断并确定激光加工位置包括以下子步骤:
3.根据权利要求2所述的激光钻孔对位方法,其特征在于:所述的步骤s32中标准错位量的范围为0-20um。
4.根据权利要求3所述的激光钻孔对位方法,其特征在于:所述的错位环(6)与校对环(5)的间距与标准错位量相等。
5.根据权利要求4所述的激光钻孔对位方法,其特征在于:所述的错位环(6)外径为350-400um,内径为250-300um;所述的校对环(5)外径为200-250um,内径为100-150um。
6.根据权利要求1所述的激光钻孔对位方法,其特征在于:所述的激光打孔的孔径为50-60um,所形成的激光孔环(3)内径为100-150um。
技术总结
本发明公开了一种激光钻孔对位方法,它属于载板制作技术领域,其解决了现有技术中因标靶加工时标靶外露孔打孔面积较大,加工位置存在偏移时无法及时检出的问题。它主要包括步骤S1:在内层板上设置多个对位点;步骤S2:在内层板上压合外层板,以内层板的对位点为基准,在外层板上加工一圈首尾相连形成的激光孔环;步骤S3:观察激光孔环位置露出的对位点形状,进行判断以及调整激光加工位置。步骤S4:固定激光加工位置后,对外层板的加工区域进行加工。本发明采用激光打孔加工一圈首尾相连形成的激光孔环,通过判断激光孔环与对位点的图形配合关系,可以在激光打孔前验证激光孔与内层板是否错位,可以更好的矫正加工位置。
技术研发人员:祝国旗,孙晓辉,覃祥丽
受保护的技术使用者:淄博芯材集成电路有限责任公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!