一种改性阻燃热塑性复合板及其制备方法和应用与流程
[0001]
本发明涉及一种改性阻燃热塑性复合板及其制备方法和应用,具体涉及一种阻燃型的热塑性复合板及其配套粘接剂组成的特种防腐结构,属于建筑结构及设备等防腐蚀技术领域。
背景技术:
[0002]
随着国家环保政策的落实,大量火力发电厂均安装了脱硫系统,而脱硫装置中的吸收塔、烟道、浆液罐、湿式除尘器等设备的腐蚀问题非常严重,常用的玻璃鳞片防腐、衬胶防腐寿命有限,而且经常出现脱落、开裂、鼓包等问题,需要频繁维修。因而这些脱硫设备的防腐维修成本高昂,而且维修时由于高空作业和存在挥发性溶剂原因,属于高风险作业且对施工人员身体有危害。
[0003]
通常这些防腐的原材料具有易燃易爆性,施工时风险极高,而且这些防腐衬里成品非常容易燃烧,而脱硫设备的焊接工作在维修时又没有办法避免,因而,因为防腐层被电焊引燃导致火灾的情况时有发生。
[0004]
另外对于石油、冶金、造纸、制药、医药、电子等行业,因腐蚀造成设备、建筑结构的破坏也非常严重,传统的防腐材料同样具有容易开裂、脱层、鼓包等问题,需要经常维修维护,而且防腐层经常存在火灾危险。一种具有高度阻燃的性能、长期可靠的防腐系统成为市场所急需。这不仅可以为各类防腐需求厂家节约大量维修成本和风险,还能够减少因防腐层更换造成的资源浪费和环境污染。
[0005]
背景技术部分所公开的信息仅用于帮助理解本发明的背景,不应当理解为承认或以任何方式暗示该信息形成了本领域技术人员以公知的现有技术。
技术实现要素:
[0006]
本发明所要解决的技术问题是:碳钢、混凝土设备及建筑基体防腐结构线膨胀系数高、阻燃性能差、拉伸强度和冲击强度不佳、结构不可靠的技术问题。
[0007]
为了解决上述技术问题,本发明提供了一种改性阻燃热塑性复合板,其特征在于,所述改性阻燃热塑性复合板包括相互复合的改性热塑性复合材料及纤维毡;改性热塑性复合材料由改性热塑性组合物制成,其包括以质量百分比计的聚丙烯30~68%,玻璃纤维20~40%,阻燃剂10~30%及添加剂1~15%;纤维毡为玻璃纤维、聚酯纤维和碳纤维中的任意一种。
[0008]
优选地,所述改性热塑性组合物还包含阻燃增效剂;所述改性热塑性组合物包括以质量百分比计的聚丙烯30~68%,玻璃纤维20~40%,阻燃剂10~20%,添加剂1~15%及阻燃增效剂1~10%;所述的阻燃剂为磷氮类阻燃剂中的一种或两种及以上的混合;所述阻燃增效剂包括磷钨酸/二氧化硅核壳材料及石墨烯,磷钨酸/二氧化硅核壳材料与石墨烯的质量比为:1。使用含量较高的阻燃剂时,尤其超过30%时,力学性能下降明显,为了优化性能,降低成本,使用自制的阻燃增效剂来降低复合板中阻燃剂的使用量。由于磷钨酸/二
氧化硅核壳材料为中空结构,可实现阻燃增效。此外,由于其中空结构,整个改性阻燃热塑性复合板在受力时,能够形成微小裂纹,降低内应力,有效改善材料的冲击强度和拉伸强度。石墨烯作为二维片层结构,传导热量非常好,这意味着局部的热量被传导到其余的材料中并分散,使得火势难以传播。石墨烯配合磷钨酸/二氧化硅核壳材料能有效提升阻燃效果,使得阻燃剂的用量明显下降。
[0009]
更优选地,所述磷钨酸/二氧化硅核壳材料的制备方法为:以100质量份磷钨酸为原料,先将磷钨酸溶于蒸馏水中,加入100~400质量份纳米二氧化硅,超声搅拌1小时,然后晶化12-24小时,再过滤洗涤;将洗涤后的样品于300~400℃焙烧1~4小时,接着冷却至室温,最后将所形成的固体粒状物粉碎,即可得到磷钨酸/二氧化硅核壳材料。
[0010]
更优选地,所述阻燃增效剂还包含草酸铈,磷钨酸/二氧化硅核壳材料、石墨烯与草酸铈的质量比为:1:。在阻燃增效剂中添加适量草酸铈,能更有效地提高阻燃效果。草酸铈在受热分解产生的二氧化碳和水使得聚丙烯受热分解产生的可燃性气体和空气中的氧气被稀释,更重要的是,铈离子能捕捉燃烧反应的中间活性体,比如燃烧过程中的自由基,从而抑制自由基连锁反应。
[0011]
优选地,所述的聚丙烯为丙烯均聚物,或者丙烯与乙烯、1-丁烯、1-戊烯、 1-己烯、1-庚烯、1-辛烯、1-壬烯或1-癸烯形成的无规共聚物或嵌段共聚物。聚丙烯的分子量,并无特别限定,优选使用作为表征分子量分布的参数m
w
/m
n
为 2.0~10.0、更优选为2.0~8.0、进一步优选2.0~6.0的树脂。m
w
/m
n
越小,代表分子量分布越窄。如果mw/mn小于2.0,不仅容易引发挤出成型性下降,而且容易导致难以工业化生产。另一方面,若m
w
/m
n
大于10.0,低分子量成分过多,易导致最终产品的机械强度下降。m
w
/m
n
可以通过gpc法获得。
[0012]
优选地,所述的添加剂为相容剂、抗老化剂、紫外吸收剂和颜料中的至少一种。
[0013]
优选地,所述改性热塑性复合材料的厚度为3~10mm,纤维毡的厚度为 0.01~0.2mm。
[0014]
本发明还提供了上述改性阻燃热塑性复合板的制备方法,其特征在于,将改性热塑性组合物加入到挤塑机中,采用t型模头挤出成型后得到改性热塑性复合材料,挤塑机的塑化段温度为160℃,改性热塑性组合物在挤塑机中的停留时间小于5min;然后将改性热塑性复合材料与纤维毡复合并经过挤塑机压辊,制得改性阻燃热塑性复合板;所述纤维毡复合前经过预浸液预浸处理,预浸液为质量浓度10~40%的聚乙烯醇水溶液。
[0015]
本发明还提供了一种改性阻燃热塑性板甲防腐结构,其特征在于,依次包括基体、底漆、胶粘剂及上述改性阻燃热塑性复合板;所述基体表面经过打磨或喷砂处理后,在基体表面涂装覆盖底漆,待其固化后,通过揉挤法工艺进行粘贴改性阻燃热塑性复合板,利用结合胶粘剂将多块改性阻燃热塑性复合板的纤维毡一面依次排列粘贴于基体上。该该防腐结构具有优秀的防腐蚀性能,能够耐受大部分酸、碱、盐及其他化学介质的腐蚀,更重要的是该防腐结构采用的阻燃热塑性复合板,具有极佳的冲击强度和拉伸强度。另外,该防腐结构整体具有防火灾效果,能够完全避免施工和使用过程中因电焊焊渣等引起的火灾。由于该防腐结构采用了软硬结合的结构,系统能够吸收各种应力冲击特别是温度引起的冷缩应力,使该防腐系统具有长效和免维修优点。
[0016]
优选地,所述底漆为环氧类底漆或聚氨酯底漆;所述胶粘剂为聚氨酯沥青胶粘剂或有机硅胶粘剂;所述基体与改性阻燃热塑性复合板之间胶粘剂的厚度d1 为1~3mm,相邻
改性阻燃热塑性复合板之间粘接剂的厚度d2为1~3mm。优选防腐性能优异的聚氨酯沥青胶粘剂,该胶粘剂兼具弹性和韧性。改性阻燃热塑性复合板采用粘接剂进行粘结施工时采用揉挤法工艺,使胶粘剂从基板缝挤出。
[0017]
本发明与现有技术相比,其有益效果在于:
[0018]
1)本发明的改性阻燃热塑性复合板,具有优良的抗冲击性能和拉伸性能,具有ul94标准中的v-1以上阻燃性和良好的抗腐蚀能力,可粘接性良好、易于施工。
[0019]
2)通过整体结构的优化,改性热塑性复合材料以板材形式挤出后同经过表面预处理的纤维毡一同进入压辊使两者界面融合粘结,而复合的纤维毡起到良好接着作用。
[0020]
3)由于改性阻燃热塑性复合板中添加了阻燃增效剂,使成品具有良好的阻燃性和高强度,不仅降低阻燃剂的使用量,而且最大程度保证了复合板的强度。
[0021]
4)采用改性阻燃热塑性复合板和弹性胶黏剂共同形成的改性阻燃热塑性板甲防腐结构,具备软硬兼备的特殊功效和整体阻燃功能,能够避免温度应力和外界机械应力引起的防腐层鼓包、脱层、开裂等问题,又能够表现出表观的高强度、抗冲击、耐磨损效果。
附图说明
[0022]
图1为本发明改性阻燃热塑性复合板的示意图;
[0023]
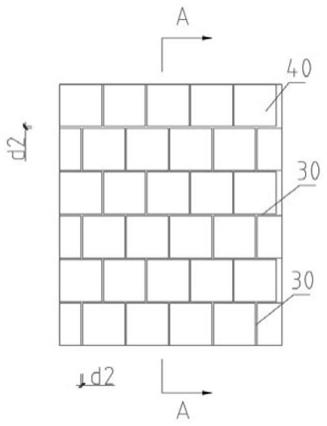
图2为改性阻燃热塑性板甲防腐结构的示意图;
[0024]
图3为图2中a-a面的剖视图。
具体实施方式
[0025]
为使本发明更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
[0026]
实施例1-3中的改性阻燃热塑性复合板如图1所示,包括相互复合的改性热塑性复合材料41及纤维毡42。
[0027]
实施例2-3中磷钨酸/二氧化硅核壳材料的制备方法为:将100质量份磷钨酸溶于蒸馏水中,加入300质量份纳米二氧化硅,然后超声搅拌1小时,再晶化 24小时,过滤洗涤,将洗涤后的样品于400℃焙烧4小时,冷却至室温,然后将所形成的固体粒状物粉碎,即可得到磷钨酸/二氧化硅核壳材料。
[0028]
实施例1
[0029]
改性热塑性组合物的配方为:聚丙烯(型号k7100,m
w
/m
n
=4.0)55质量份;玻璃纤维(直径12微米)20质量份;阻燃剂为:fr-1420,20质量份;添加剂为相容剂200a 2质量份和紫外吸收剂uv531 3质量份。纤维毡为玻璃纤维毡,厚度为0.1mm。
[0030]
将改性热塑性组合物加入到挤塑机中,采用t型模头挤出成型后得到改性热塑性复合材料,然后改性热塑性复合材料与纤维毡复合并经过挤塑机压辊,制得改性阻燃热塑性复合板,纤维毡复合前经过35wt%的聚乙烯醇水溶液预浸液预浸处理,其中挤塑机的塑化段温度为160℃,改性热塑性组合物在挤塑机中的停留时间约为3min。制备得到的改性阻燃热塑性复合板的厚度为7mm。
[0031]
如图2、3所示,将上述改性阻燃热塑性复合板应用到改性阻燃热塑性板甲防腐结构中,所述防腐结构依次包括基体10、底漆20、胶粘剂30及改性阻燃热塑性复合板40;所述基体10表面经过打磨或喷砂处理后,在基体10表面涂装覆盖底漆20,待其固化后,通过揉挤
法工艺进行粘贴改性阻燃热塑性复合板40,利用结合胶粘剂30将多块改性阻燃热塑性复合板40的纤维毡42一面依次排列粘贴于基体10上。基体10与改性阻燃热塑性复合板40之间胶粘剂30的厚度 d1为1-3mm,相邻改性阻燃热塑性复合板40之间粘接剂30的厚度d2为1-3mm。
[0032]
实施例2
[0033]
改性热塑性组合物的配方为:聚丙烯(型号k7100,m
w
/m
n
=4.0)55质量份;玻璃纤维(直径12微米)20质量份;阻燃剂为:fr-1420,15质量份;添加剂为相容剂200a 2质量份和抗老化剂为:basf1010 3质量份;阻燃增效剂, 5质量份,其中,二磷钨酸/二氧化硅核壳材料4.5质量份,石墨烯0.5质量份。纤维毡为玻璃纤维毡,厚度为0.1mm。
[0034]
改性阻燃热塑性复合板的制备过程同实施例1。
[0035]
实施例3
[0036]
改性热塑性组合物的配方为:聚丙烯(型号k7100,m
w
/m
n
=4.0)60质量份;玻璃纤维(直径12微米)20质量份;阻燃剂为:fr-1420,10质量份;添加剂为相容剂200a 2质量份和抗老化剂为:basf1010 3质量份;阻燃增效剂, 5质量份,其中,二磷钨酸/二氧化硅核壳材料4.3质量份,石墨烯0.5质量份,草酸铈0.2质量份。纤维毡为玻璃纤维毡,厚度为0.1mm。
[0037]
改性阻燃热塑性复合板的制备过程同实施例1。
[0038]
对比例1
[0039]
改性热塑性组合物的配方为:聚丙烯(型号k7100,m
w
/m
n
=4.0)60质量份;玻璃纤维(直径12微米)20质量份;阻燃剂为:fr-1420,9质量份;添加剂为相容剂200a 5质量份和抗老化剂为:basf1010 6质量份。纤维毡为玻璃纤维毡,厚度为0.1mm。
[0040]
改性阻燃热塑性复合板的制备过程同实施例1。
[0041]
将实施例1-3、对比例1制得的改性阻燃热塑性复合板进行相关测试:
[0042]
拉伸强度测试按依据gb/t 1447-2005标准进行测试,冲击强度按 gb/t1451-2005标准执行,测试温度为23℃,阻燃性能按ul94标准执行。
[0043]
测试结果如表1所示。从表1中可看出,采用实施例1、2和3的改性阻燃热塑性复合板,具有v-1以上的阻燃性能,而对比例1,其阻燃效果达不到要求。而实施例2、3,由于添加了阻燃增效剂,降低了阻燃剂的使用量,其冲击强度和拉伸强度明显上升。尤其是实施例3,虽然其阻燃剂的使用量只有5wt%,但是仍然能达到v-0的阻燃性能,而且其力学性能表现优良。
[0044]
表1
[0045] 实施例1实施例2实施例3对比例1冲击强度(kj/m2)23.8
±
2.727.2
±
2.529.4
±
1.329.6
±
1.2拉伸强度(mpa)76.5
±
3.282.1
±
1.883.4
±
1.582.8
±
1.1ul-94v-1v-0v-0可燃
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1