一种高分子预铺防水卷材及其制备方法与流程
1.本发明属于预铺防水卷材技术领域,涉及一种高分子预铺防水卷材及其制备方法。
背景技术:
2.现今国内工程中使用的防水材料主要有有机和无机防水涂料、沥青基防水卷材、聚合物改性沥青防水卷材、高分子防水卷材、膨润土防水材料等。沥青防水卷材成本低、加工工艺成熟,但其高低温特性较差,耐老化性能差,使用年限不长,需要经常更换,只使用在一些要求不高的场合。高分子防水卷材在当前各类工程中的应用最为广泛。
3.然而,现有的高分子防水卷材的长期耐高温性能还是较差,为了提高高分子防水卷材的长期耐高温性能,cn209987487u、cn210127551u、cn205705531u、cn212684908u的实用新型专利均采用了多层防水结构,运用隔热降温的原理保证了卷材的耐高温特性,但外防水层的抗长期热氧老化性能较差,直接导致整体防水结构性失效,从而影响了高分子防水卷材的长期耐高温性能。因此,我们需要开发一种不仅能提高高分子防水卷材的长期耐高温性能,又能提高抗长期热氧老化性能的高分子防水卷材,以使高分子材料防水卷材的耐高温性能满足100年指标。
技术实现要素:
4.本发明的目的在于解决上述问题,提供不仅能提高高分子防水卷材的长期耐高温性能,又能提高抗长期热氧老化性能的高分子预铺防水卷材及其制备方法。
5.本发明的目的通过下述技术方案实现:
6.一种高分子预铺防水卷材,包括耐热氧老化防水层,柔性层,以及设置在耐热氧老化防水层与柔性层之间的织物增强层;所述耐热氧老化防水层、柔性层、织物增强层通过挤压成型后固为一体;所述耐热氧老化防水层为防水卷材的外层,该耐热氧老化防水层包括以下组分:超高分子量聚乙烯树脂,hdpe树脂,晶须,相容剂,润滑助剂,以及大分子抗氧母粒;
7.其中,耐热氧老化防水层各组分的质量百分比如下:
8.hdpe树脂的质量百分比为60-80%;
9.超高分子量聚乙烯树脂的质量百分比为5-25%;
10.晶须的质量百分比为3-8%;
11.相容剂的质量百分比为3-8%;
12.润滑助剂的质量百分比为1-5%;
13.大分子抗氧母粒的质量百分比为2-5%。
14.作为本发明的进一步方案,所述hdpe树脂为pe100n级高密度聚乙烯;所述超高分子量聚乙烯为分子量大于150万以上的无支链的线性聚乙烯;所述的晶须为直径0.5-5μm、长径比15-35的caco3晶须、caso4晶须、硅钙镁晶须、镁盐晶须、钛酸钾晶须、硅灰石其中的一
种或多种混合物;所述相容剂为hdpe-g-mah、lldpe-g-mah、乙烯-甲基丙烯酸酯共聚物、sebs-g-mah中的一种或多种混合物;所述润滑助剂为pe蜡、烷基硅油、硬脂酸锌中的一种或多种混合物;所述大分子抗氧母粒为将通过抗氧剂接枝到pe树脂上形成的大分子抗氧母粒。
15.作为本发明的进一步方案,所述织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.3-0.5mm;该织物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂;所述玄武岩纤维布的纤维直径小于5μm。
16.作为本发明的进一步方案,所述热熔焊接树脂为hdpe-g-mah、lldpe-g-mah、eva-g-mah的一种或多种混合物。
17.作为本发明的进一步方案,所述柔性层为防水卷材的内层;该柔性层包括以下组分:低密度聚乙烯树脂,橡胶弹性体,硫化剂,硫化促进剂,相容剂,以及抗氧剂;
18.其中,柔性层各组分的质量百分比如下:
19.低密度聚乙烯树脂的质量百分比为40-70%;
20.橡胶弹性体的质量百分比为20-50%;
21.硫化剂的质量百分比为0.03-0.3%;
22.硫化促进剂的质量百分比为0.03-0.5%;
23.相容剂的质量百分比为3-10%;
24.抗氧剂的质量百分比为0.3-0.8%。
25.作为本发明的进一步方案,所述低密度聚乙烯树脂为高压聚乙烯、线性低密度聚乙烯、茂金属聚乙烯中的一种或多种混合物;
26.作为本发明的进一步方案,所述橡胶弹性体为三元乙丙、sbs、sebs、丁基橡胶中的一种或多种混合物;所述硫化剂为硫磺、dcp、促进剂tmtd、醌肟化合物、多硫聚合物、氨基甲酸乙酯、马来酰亚胺衍生物的一种或多种混合物。
27.作为本发明的进一步方案,所述相容剂为lldpe-g-mah、乙烯-甲基丙烯酸酯共聚物、sebs-g-mah、eva-g-mah中的一种或多种混合物;所述抗氧剂为抗氧剂1010、抗氧剂168、有机硅油中的一种或多种混合物。
28.一种高分子预铺防水卷材的制备方法,包括以下步骤:
29.步骤1:将hdpe树脂和超高分子聚乙烯、晶须、相容剂、润滑助剂及大分子抗氧母粒加入高混机混合均匀后,再通过双螺杆挤出机熔融挤出,得到改性热塑性聚烯烃材料;
30.步骤2:将玄武岩纤维布和热熔焊接树脂通过片材复膜机挤出热压成型后,得到厚度为0.3-0.5mm的织物增强层;
31.步骤3:将低密度聚乙烯树脂、橡胶弹性体、硫化剂、硫化促进剂以及相容剂加入混合机内混合均匀后,导入螺纹组合的双螺杆挤出机内,在双螺杆挤出机的第三节料筒位置通过侧喂料方式加入抗氧剂后,熔融挤出,得到改性低密度聚乙烯合金材料;
32.步骤4:将得到的改性热塑性聚烯烃材料加入片材挤出机,同时将改性低密度聚乙烯合金材料加入另一片材挤出机,并使两台所述片材挤出机形成双模头同时出料;
33.步骤5:同时启动步骤4中的两台所述片材挤出机,并将步骤2得到的织物增强层通过撵滚送入两台所述片材挤出机的出料口之间,织物增强层与两台所述片材挤出机的挤出层通过压片成型后,最终得到可在长期高温条件下使用的高分子预铺防水卷材;
34.其中,步骤4中加入改性热塑性聚烯烃材料的片材挤出机的出料口位于加入改性低密度聚乙烯合金材料的片材挤机的出料口的上方,且加入改性热塑性聚烯烃材料的片材挤出机的挤出层为耐热氧老化防水层,加入改性低密度聚乙烯合金材料的片材挤机的挤出层为柔性层。
35.另外,步骤1中的所述双螺杆挤出机的熔融挤出温度为210-230℃。步骤3中的双螺杆挤出机的挤出温度为160-210℃。
36.本发明与现有技术相比,具有以下优点及有益效果:
37.本发明设置的耐热氧老化防水层中微量添加了超高分子量聚乙烯和晶须,可有效的提高耐热氧老化防水层的分子链缠结密度、结晶度、阻氧能力、抗蠕变能力,同时,该耐热氧老化防水层在制备时通过熔融混合工艺和挤出工艺以及多层共挤复合工艺相配合,有效的提高了耐热氧老化防水层的抗热变形和抗蠕变的能力,同时,设置与耐热氧老化防水层相配合的织物增强层和柔性层,能更好的提高高分子预铺防水卷材的长期耐高温和长期抗热氧老化性能。
具体实施方式
38.下面结合实施例对本发明作进一步的详细说明,但本发明的实施方式不限于此。
39.实施例1
40.本发明的一种高分子预铺防水卷材,包括耐热氧老化防水层,柔性层,以及设置在耐热氧老化防水层与柔性层之间的织物增强层。其中,耐热氧老化防水层、柔性层、织物增强层通过挤压成型后固为一体。耐热氧老化防水层为防水卷材的外层,该耐热氧老化防水层包括以下组分:超高分子量聚乙烯树脂,hdpe树脂,晶须,相容剂,润滑助剂,以及大分子抗氧母粒。
41.进一步地,耐热氧老化防水层各组分的质量百分比如下:
42.hdpe树脂的质量百分比为65%,该hdpe树脂为pe100n级高密度聚乙烯。
43.超高分子量聚乙烯树脂的质量百分比为20%。超高分子量聚乙烯的分子量大于150万以上无支链的线性聚乙烯,在本实施例中的超高分子量聚乙烯优先采用分子量为160无支链的线性聚乙烯来实现,实际的使用中可根据使用需要对超高分子量聚乙烯的分子量进行调整。
44.晶须的质量百分比为5%。晶须在本实施例中优先采用直径0.5μm、长径15的硅钙镁晶须来实现。
45.相容剂的质量百分比为5%。本实施例中的相容剂优先采用hdpe-g-mah来实现。
46.润滑助剂的质量百分比为1%。润滑助剂为硬脂酸锌。
47.大分子抗氧母粒的质量百分比为4%。大分子抗氧母粒为通过抗氧剂接枝到pe树脂上形成的抗氧母粒。
48.使用时,耐热氧老化防水层中微量添加的超高分子量聚乙烯和柱状晶须,可有效的提高耐热氧老化防水层的分子链缠结密度、结晶度、阻氧能力、抗蠕变能力。该耐热氧老化防水层在制备时通过熔融混合工艺和挤出工艺以及添加量工艺相配合,有效的提高了耐热氧老化防水层的抗热变形和抗蠕变的能力。
49.进一步地,织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.3mm。织
物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂。玄武岩纤维布的纤维直径小于5μm,本实施例中的优选采用纤维直径为4.8μm的玄武岩纤维布来实现。其中,热熔焊接树脂为hdpe-g-mah。
50.再进一步地,柔性层为防水卷材的内层。柔性层包括以下组分:低密度聚乙烯树脂,橡胶弹性体,硫化剂,硫化促进剂,相容剂,以及抗氧剂。
51.其中,柔性层各组分的质量百分比如下:
52.低密度聚乙烯树脂的质量百分比为50%。低密度聚乙烯树脂为高压聚乙烯。
53.橡胶弹性体的质量百分比为44%。橡胶弹性体为三元乙丙。
54.硫化剂的质量百分比为0.05%。硫化剂为硫磺和dcp的混合物。硫化促进剂的质量百分比为0.05%。硫化促进剂子本实施例中优先采用硫化促进剂m来实现。
55.相容剂的质量百分比为5.4%。相容剂为lldpe-g-mah。
56.抗氧剂的质量百分比为0.5%。抗氧剂为抗氧剂168。
57.该实施例中的高分子预铺防水卷材的制备方法,包括以下步骤:
58.步骤1:将hdpe树脂和超高分子聚乙烯、晶须、相容剂、润滑助剂及大分子抗氧母粒加入高混机混合均匀后,再通过双螺杆挤出机熔融挤出造粒,得到改性热塑性聚烯烃材料。其中,双螺杆挤出机的熔融挤出温度为210-230℃,具体熔融挤出温度的根据实际需要进行确定。
59.步骤2:将玄武岩纤维布和热熔焊接树脂通过片材复膜机挤出热压成型后,得到厚度为0.3-0.5mm的织物增强层。
60.步骤3:将低密度聚乙烯树脂、橡胶弹性体、硫化剂、硫化促进剂以及相容剂加入混合机内混合均匀后,导入螺纹组合的双螺杆挤出机内,在双螺杆挤出机的第三节料筒位置通过侧喂料方式加入抗氧剂后,熔融挤出,得到改性低密度聚乙烯合金材料;
61.步骤4:将得到的改性热塑性聚烯烃材料加入片材挤出机,同时将改性低密度聚乙烯合金材料加入另一片材挤出机,并使两台所述片材挤出机形成双模头同时出料。其中,加入改性热塑性聚烯烃材料的片材挤出机的出料口位于加入改性低密度聚乙烯合金材料的片材挤机的出料口的上方,且加入改性热塑性聚烯烃材料的片材挤出机的挤出层为耐热氧老化防水层,加入改性低密度聚乙烯合金材料的片材挤机的挤出层为柔性层。
62.步骤5:同时启动步骤4中的两台所述片材挤出机,并将步骤2得到的织物增强层通过撵滚送入两台所述片材挤出机的出料口之间,织物增强层与两台所述片材挤出机的挤出层通过压片成型后,最终得到可在长期高温条件下使用的高分子预铺防水卷材;
63.具体实施时,在本实施例中所采用的双螺杆挤出机为现有的具有三节料筒以上的双螺杆挤出机来实现。同时,本实施例中的片材挤出机为现有的常规的片材挤出机,因此,本说明书中未对双螺杆挤出机和片材挤出机的结构进行赘述。
64.实施例2
65.本实施例与实施例1基本相同,其不同点如下:
66.耐热氧老化防水层各组分的质量百分比如下:
67.hdpe树脂的质量百分比为58%。
68.超高分子量聚乙烯树脂的质量百分比为25%。在本实施例中的超高分子量聚乙烯优先采用分子量为165无支链的线性聚乙烯来实现,在实际的使用中可根据使用需要对超
高分子量聚乙烯的分子量进行调整。
69.晶须的质量百分比为8%。晶须在本实施例中优先采用直径1μm、长径20的caco3晶须来实现。
70.相容剂的质量百分比为3%。本实施例中的相容剂优先采用乙烯-甲基丙烯酸酯共聚物来实现。
71.润滑助剂的质量百分比为1%。润滑助剂为pe蜡。
72.大分子抗氧母粒的质量百分比为5%。大分子抗氧母粒为通过抗氧剂接枝到pe树脂上形成的大分子抗氧母粒。
73.进一步地,织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.5mm。织物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂。玄武岩纤维布的纤维直径小于5μm,本实施例中的优选采用纤维直径为4μm的玄武岩纤维布来实现。其中,热熔焊接树脂为lldpe-g-mah。
74.再进一步地,柔性层各组分的质量百分比如下:
75.低密度聚乙烯树脂的质量百分比为70%。低密度聚乙烯树脂为线性低密度聚乙烯。
76.橡胶弹性体的质量百分比为26%。橡胶弹性体为sbs。
77.硫化剂的质量百分比为0.03%。硫化剂为促进剂tmtd。
78.硫化促进剂的质量百分比为0.03%。
79.相容剂的质量百分比为3.14%。相容剂为乙烯-甲基丙烯酸酯共聚物。
80.抗氧剂的质量百分比为0.8%。抗氧剂为抗氧剂1010。
81.该实施例中的高分子预铺防水卷材的制备方法与实施例1中的高分子预铺防水卷材的制备方法相同。
82.实施例3
83.本实施例与实施例1基本相同,其不同点如下:
84.耐热氧老化防水层各组分的质量百分比如下:
85.hdpe树脂的质量百分比为80%。
86.超高分子量聚乙烯树脂的质量百分比为8%。在本实施例中的超高分子量聚乙烯优先采用分子量为170无支链的线性聚乙烯来实现,在实际的使用中可根据使用需要对超高分子量聚乙烯的分子量进行调整。
87.晶须的质量百分比为3%。晶须在本实施例中优先采用直径1.5μm、长径22的caso4晶须来实现。
88.相容剂的质量百分比为3%。本实施例中的相容剂优先采用lldpe-g-mah来实现。
89.润滑助剂的质量百分比为1%。润滑助剂为烷基硅油。
90.大分子抗氧母粒的质量百分比为5%。大分子抗氧母粒为通过抗氧剂接枝到pe树脂上形成的大分子抗氧母粒。
91.进一步地,织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.5,mm。织物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂。玄武岩纤维布的纤维直径小于5μm,本实施例中的优选采用纤维直径为4.5μm的玄武岩纤维布来实现。其中,热熔焊接树脂为lldpe-g-mah。
92.再进一步地,柔性层各组分的质量百分比如下:
93.低密度聚乙烯树脂的质量百分比为70%。低密度聚乙烯树脂为茂金属聚乙烯。
94.橡胶弹性体的质量百分比为21.14%。橡胶弹性体为sebs。
95.硫化剂的质量百分比为0.03%。硫化剂为醌肟化合物。
96.硫化促进剂的质量百分比为0.03%。
97.相容剂的质量百分比为8%。相容剂为sebs-g-mah。
98.抗氧剂的质量百分比为0.8%。抗氧剂为有机硅油。
99.该实施例中的高分子预铺防水卷材的制备方法与实施例1中的高分子预铺防水卷材的制备方法相同。
100.实施例4
101.本实施例与实施例1基本相同,其不同点如下:
102.耐热氧老化防水层各组分的质量百分比如下:
103.hdpe树脂的质量百分比为60%%。
104.超高分子量聚乙烯树脂的质量百分比为25%。在本实施例中的超高分子量聚乙烯优先采用分子量为176无支链的线性聚乙烯来实现,在实际的使用中可根据使用需要对超高分子量聚乙烯的分子量进行调整。
105.晶须的质量百分比为5%。晶须在本实施例中优先采用直径1.5μm、长径22的镁盐晶须来实现。
106.相容剂的质量百分比为4%。本实施例中的相容剂优先采用sebs-g-mah4来实现。
107.润滑助剂的质量百分比为1%。润滑助剂为pe蜡和烷基硅油的混合物。大分子抗氧母粒的质量百分比为5%。大分子抗氧母粒为通过抗氧剂接枝到pe树脂上形成的大分子抗氧母粒。
108.进一步地,织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.5mm。织物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂。玄武岩纤维布的纤维直径小于5μm,本实施例中的优选采用纤维直径为3.5μm的玄武岩纤维布来实现。其中,热熔焊接树脂为eva-g-mah。
109.再进一步地,柔性层各组分的质量百分比如下:
110.低密度聚乙烯树脂的质量百分比为40.57%。低密度聚乙烯树脂为高压聚乙烯和线性低密度聚乙烯的混合物。
111.橡胶弹性体的质量百分比为50%。橡胶弹性体为丁基橡胶。
112.硫化剂的质量百分比为0.08%。硫化剂为氨基甲酸乙酯。
113.硫化促进剂的质量百分比为0.05%。
114.相容剂的质量百分比为9%。相容剂为eva-g-mah。
115.抗氧剂的质量百分比为0.3%。抗氧剂为有机硅油和抗氧剂1010的混合物。该实施例中的高分子预铺防水卷材的制备方法与实施例1中的高分子预铺防水卷材的制备方法相同。
116.实施例5
117.本实施例与实施例1基本相同,其不同点如下:
118.耐热氧老化防水层各组分的质量百分比如下:
119.hdpe树脂的质量百分比为70%。
120.超高分子量聚乙烯树脂的质量百分比为10%。在本实施例中的超高分子量聚乙烯优先采用分子量为171无支链的线性聚乙烯来实现,在实际的使用中可根据使用需要对超高分子量聚乙烯的分子量进行调整。
121.晶须的质量百分比为6%。晶须在本实施例中优先采用直径1.8μm、长径23的caco3晶须和硅钙镁晶须以及硅灰石的混合物来实现。
122.相容剂的质量百分比为8%。本实施例中的相容剂优先采用hdpe-g-mah和乙烯-甲基丙烯酸酯共聚物以及sebs-g-mah4的混合物来实现。
123.润滑助剂的质量百分比为1%。润滑助剂为pe蜡和烷基硅油以及硬脂酸锌的混合物。
124.大分子抗氧母粒的质量百分比为5%。大分子抗氧母粒为将通过抗氧剂接枝到pe树脂上形成的大分子抗氧母粒。
125.进一步地,织物增强层为防水卷材的中间层,且该织物增强层的厚度为0.5mm。织物增强层包括玄武岩纤维布,和热熔后附着在玄武岩纤维布上的热熔焊接树脂。玄武岩纤维布的纤维直径小于5μm,本实施例中的优选采用纤维直径为2.8μm的玄武岩纤维布来实现。其中,热熔焊接树脂为hdpe-g-mah和lldpe-g-mah3的混合物。
126.再进一步地,柔性层各组分的质量百分比如下:
127.低密度聚乙烯树脂的质量百分比为64%。低密度聚乙烯树脂为高压聚乙烯和线性低密度聚乙烯以及茂金属聚乙烯的混合物。
128.橡胶弹性体的质量百分比为30%。橡胶弹性体为三元乙丙和sbs2的混合物。
129.硫化剂的质量百分比为0.3%。硫化剂为硫磺和dcp以及马来酰亚胺衍生物的混合物。
130.硫化促进剂的质量百分比为0.3%。
131.相容剂的质量百分比为5%。相容剂为lldpe-g-mah1和乙烯-甲基丙烯酸酯共聚物的混合物。
132.抗氧剂的质量百分比为0.4%。抗氧剂为有机硅油和抗氧剂1010以及抗氧剂168的混合物。
133.该实施例中的高分子预铺防水卷材的制备方法与实施例1中的高分子预铺防水卷材的制备方法相同。
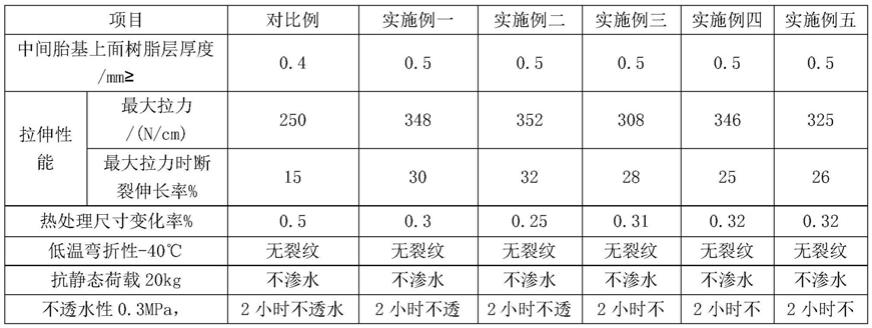
134.本发明分别对实施例1-5所制备的高分子预铺防水卷材和现有的高分子防水卷材的拉伸性能、热处理尺寸变化率、低温弯折性、抗静态荷载、不透水性、直角撕裂强度、吸水率等性能,以及热老化、耐化学性、人工气候加速老化的各项指标,依照gb/t23457-2017和gb18173.1-2012及gb/t328-2007制样和检测方法进行试验进行了测试。其中,本测试中所采集的现有高分子防水卷材,由hdpe树脂、线性聚乙烯(7042)、抗氧母粒、白色母以及填充母料组成。
135.其测试结果如下表1:
136.[0137][0138]
表1
[0139]
根据表1能得出本发明实施例1-1所制备的高分子预铺防水卷材与现有技术的高分子防水卷材的相比,在拉伸性能、热处理尺寸变化率、低温弯折性、抗静态荷载、不透水性、直角撕裂强度、吸水率等性能,以及热老化、耐化学性、人工气候加速老化的各项指标等性能方面,本发明实施例1-5所制备的高分子预铺防水卷材优于现有技术的高分子防水卷材。
[0140]
同时,从测试结果中能得出耐热氧老化防水层中微量添加的超高分子量聚乙烯和晶须,组分和质量百分比发生变化时,拉伸性能、热处理尺寸变化率、低温弯折性、抗静态荷
载、不透水性、直角撕裂强度、吸水率等性能,以及热老化、耐化学性、人工气候加速老化的各项指标都会发生变化。这充分说明通过耐热氧老化防水层中微量添加的超高分子量聚乙烯和状晶须,可有效的提高耐热氧老化防水层的分子链缠结密度、结晶度、阻氧能力、抗蠕变能力。该耐热氧老化防水层在制备时通过熔融混合工艺和挤出工艺以及多层共挤复合工艺相配合,有效的提高了耐热氧老化防水层的抗热变形和抗蠕变的能力,同时,设置与耐热氧老化防水层相配合的织物增强层和柔性层,能更好的提高高分子预铺防水卷材的长期耐高温和长期抗热氧老化性能。
[0141]
如上所述,便可很好的实现本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1