基于PET树脂的短玻纤和树脂颗粒挤压成型的复合板材的制作方法
基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材
技术领域
1.本发明涉及pet树脂复合板材领域,具体为基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材。
背景技术:
2.板材是做成标准大小的扁平矩形建筑材料板,应用于建筑行业,用来作墙壁、天花板或地板的构件,也多指锻造、轧制或铸造而成的金属板,划分为薄板、中板、厚板、特厚板、通常做成标准大小的扁平矩形建筑材料板。
3.在工业生产及生活中,较为广泛使用的板材包括电木板、mc尼龙板、烘焙纸板、pps等板材,这些板材各自都具有一定优点,所以广泛应用于各种场景,但是这些板材也都有一定的缺点,如电木具有在吸湿下尺寸变化大,翘曲性差,绝缘性差和耐环境差的缺点,mc尼龙板同样如此,而且刚性较差,需要经常进行更换,而pps板也容易发生翘曲,本身的制造成本也较高,而一些金属板材也存在着重量大、容易刮伤、绝缘性差等缺点。
技术实现要素:
4.针对现有技术的不足,本发明提供了基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材,解决了传统板材在使用时吸湿下尺寸变化大,翘曲性差,绝缘性差、耐环境差和易刮伤等缺点的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材,该复合板材是以pet树脂为主原料,加入短玻纤和矿物质的树脂颗粒挤压成型后通过加热复合制成的板材料,具体工艺包括如下步骤:
6.s1:混炼,将pet树脂混合短玻纤和矿物质的树脂颗粒放入混炼机中进行高温混炼,得到混合物;
7.s2:片材成型,将步骤s1中得到的混合物放入成型机中进行复合板材的成型,得到原板材;
8.s3:层压,将步骤s2得到的多个成型原板材放入层压机中进行加热层压,得到复合层压板材;
9.s4:退火,将步骤s3中得到的复合层压板材放入加热机中进行缓慢加热,随后在高温状态下静置一段时间后室温冷却得到最终复合板材。
10.优选的,所述步骤s1中pet树脂、短玻纤和矿物质树脂颗粒的质量比为 15.5-25:2-4.5:1.8-2.5,所述矿物质树脂颗粒为纯酚醛树脂,无油醇酸树脂,氨基树脂,聚酯树脂、乙烯树脂、丙烯酸树脂,环氧树脂或聚酰胺树脂其中的一种或多种。
11.优选的,所述步骤s1中混炼时间为10-12min,所述混炼温度为170℃
ꢀ‑
190℃,其排胶温度控制在100℃以下。
12.优选的,所述步骤s2中的原板材厚度控制在0.5mm-1mm。
13.优选的,所述步骤s3中的复合层压板材厚度控制在1.2mm-90mm,加热方式为连续
加热,加热温度控制在120℃左右,加热平台温度分布不均匀度≤
±ꢀ
2℃,加热时间超过80min,层压压力介于1.15-2.5mpa之间。
14.优选的,所述步骤s4中缓慢加热的方式为从室温经过2h提高至180℃,高温静置时间为1h,室温冷却时间超过8h,冷却最终温度小于20℃。
15.本发明提供了基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材。具备以下有益效果:
16.本发明通过在pet树脂材料中加入短玻纤和矿物质的树脂颗粒,并通过层压制成的复合板材具有低翘曲、高刚性的特点,方便进行高精密度加工,同时具有低吸水率和低形变率,耐久性更好,其绝缘性为最高级别的绝缘破坏强度,对有机溶剂、稀酸及矿油都具有不错的耐性,耐环境性能优异,加工过程简单、成本更低,适用性更强。
附图说明
17.图1为本发明中实验例1中选取的样品形状示意图;
18.图2为本发明中中实验例1的测定时的示意图;
19.图3为本发明中退火时的温度变化示意图。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例:
22.本发明实施例提供基于pet树脂的短玻纤和树脂颗粒挤压成型的复合板材,该复合板材是以pet树脂为主原料,加入短玻纤和矿物质的树脂颗粒挤压成型后通过加热复合制成的板材料,具体工艺包括如下步骤:
23.s1:混炼,将pet树脂混合短玻纤和矿物质的树脂颗粒放入混炼机中进行高温混炼,得到混合物;
24.s2:片材成型,将步骤s1中得到的混合物放入成型机中进行复合板材的成型,得到原板材;
25.s3:层压,将步骤s2得到的多个成型原板材放入层压机中进行加热层压,得到复合层压板材;
26.s4:退火,将步骤s3中得到的复合层压板材放入加热机中进行缓慢加热,随后在高温状态下静置一段时间后室温冷却得到最终复合板材。
27.本实施例中,步骤s1中pet树脂、短玻纤和矿物质树脂颗粒的质量比为 15.5-25:2-4.5:1.8-2.5,矿物质树脂颗粒为纯酚醛树脂,无油醇酸树脂,氨基树脂,聚酯树脂、乙烯树脂、丙烯酸树脂,环氧树脂或聚酰胺树脂其中的一种或多种。
28.步骤s1中混炼时间为10-12min,混炼温度为170℃-190℃,其排胶温度控制在100℃以下。
29.步骤s2中的原板材厚度控制在0.5mm-1mm。
30.步骤s3中的复合层压板材厚度控制在1.2mm-90mm,加热方式为连续加热,加热温度控制在120℃左右,加热平台温度分布不均匀度≤
±
2℃,加热时间超过80min,层压压力介于1.15-2.5mpa之间。
31.步骤s4中缓慢加热的方式为从室温经过2h提高至180℃,高温静置时间为1h,室温冷却时间超过8h,冷却最终温度小于20℃。
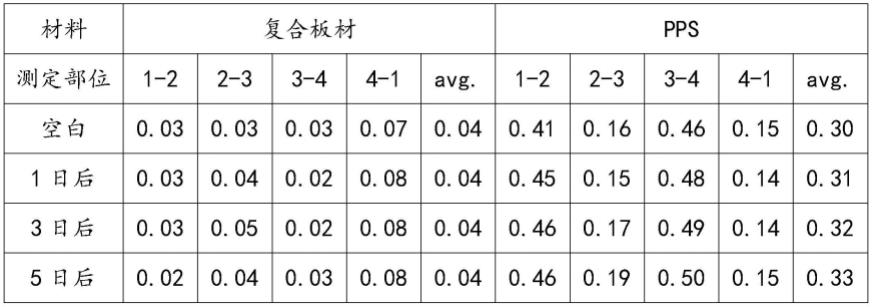
32.实验例1:翘曲量测定
33.(1)测试方法:分别选取复合板材、pps板、mc尼龙板和电木板各若干片,如图1所示,样品形状为10t*200*200mm,单面做挖空加工处理,将所有样品切削面反过来后检测两端的最大变为量,分别检测1日后、3日后、5日后和空白组实时的变位量数据。
34.(2)测定部位:如图2所示,分别对1-2,2-3,3-4和4-1部位进行检测,记录变位量数据。
35.(3)测试条件:50℃*85%rh
36.(4)测试结果:单位:mm测定装置:vr-3000
[0037][0038]
(表1)
[0039][0040][0041]
(表2)
[0042]
测定实验数据得知,复合板材无论是刚加工后还是加工经过一段时间后翘曲量都很小,为最适合要求尺寸精度的产品。
[0043]
实验例2:磨耗量测定
[0044]
(1)测试流程:分别选取复合板材、pps板、mc尼龙板、电木板和烘焙纸各若干片,测定条件为23℃绝干环境,荷重为1000g,测定方法为astmd1044,利用型号为cs-17的磨耗轮分别进行旋转磨耗测量,旋转数为1000 次数,旋转速度为60rpm/min,检测磨耗量。
[0045]
(2)测试结果:单位mg
[0046]
材料磨耗量(mg)复合板材10烘焙纸peek12pps44mc尼龙15电木26
[0047]
测定实验数据得知,复合板材与刚硬材料(如金属、陶瓷)接触时的磨耗量更低,耐久性大大提高,减少更换带来的麻烦。
[0048]
实验例3:其他物性测量
[0049]
(1)测试流程:分别选取复合板材、pps板、mc尼龙板、电木板和烘焙纸各若干片,分别测量其吸水率,拉伸强度、延长、完全强度、弯曲模量、悬臂果冲击强度、洛氏硬度、dtul、线膨胀系数、燃烧性、连续使用温度、绝缘破坏强度、表面电阻率和体积电阻率进行测定,记录检测结果。
[0050]
(2)测定结果:
[0051][0052]
(表1)
[0053][0054][0055]
(表2)
[0056][0057]
(表3)
[0058]
测定实验数据得知,作为替换案例,相比较于mc尼龙、电木、烘焙纸、 pps,该板材由吸湿发生尺寸变化的幅度更小,尺寸稳定性更好,同时具有低翘曲和稳定的绝缘性,结构刚性高,相较于普通金属(如铝,不锈钢)而言具有重量更轻,耐刮性强和绝缘性更好的优点,其表面的柔和感更好,从加工和使用的运行成本考虑时,复合板材更加有优势成本。
[0059]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1