层压包装材料及其制造方法与流程
本发明涉及一种用于包装液体食品的层压包装材料、制造这种层压包装材料的方法以及包含该层压包装材料的包装容器。背景艺术用于液体食品的一次性类型的包装容器通常由基于纸板或硬纸板的包装层压材料制成。一种这样常见的包装容器以商标tetra brik 销售,并且主要用于液体食品(例如牛奶、果汁等)的无菌包装,出售用于长期常温储存。这种已知的包装容器中的包装材料通常是层压材料,其包括纸、纸板或其他纤维素基材料本体层或芯层,以及热塑性塑料液密外层。为了使包装容器气密,特别是氧气气密,例如以便进行无菌包装以及包装牛奶或果汁的目的,这些包装容器中的层压材料通常包括至少一层附加层,最常见的是铝箔。在层压材料的内侧,即面向由层压材料生产的容器的填充的食品内容物的一侧,有施加到铝箔上的最内层,该最内层可以由一个或几个部件层组成,其包含可热封的热塑性聚合物,例如粘合剂聚合物和/或聚烯烃。同样在本体层的外侧,有最外可热封聚合物层。包装容器通常通过现代高速包装机来生产,这种包装机将卷材或预制的包装材料坯件形成包装、填充并密封包装。因此包装容器可以通过将层压包装材料卷材经由以下方式重新形成管来生产:将最内和最外可热封热塑性聚合物层焊接在一起,使卷材的两个纵向边缘以搭接接头彼此结合在一起。该管被填充有预期的液体食品,并且随后通过在管中内容物的水平以下彼此间隔预定距离处重复横向密封管而被分成单独的包装。通过沿横向密封的切口从管分离包装,并通过沿包装材料中准备好的折痕线折叠形成来给包装提供所需的几何构造,通常为平行六面体。这种连续管形成、填充和密封包装方法构思的主要优点是,可以在管形成之前连续对卷材进行灭菌,从而提供了无菌包装方法的可能性,无菌包装方法即这样的方法,其中待填充的液体内容物以及包装材料本身都减少了细菌,并且填充的包装容器在清洁的条件下生产,使得填充的包装即使在环境温度下也可以长期保存,而没有在填充产品中生长微生物的风险。如上所述,tetra 型包装方法的另一个重要优点是连续高速包装(这对成本效率具有相当大的影响)的可能性。用于敏感液体食品例如牛奶或果汁的包装容器也可以由本发明的层压包装材料的片状坯件或预制坯件生产。由折叠平的包装层压材料的管状坯件通过以下方式来生产包装:首先将坯件构建以形成开口管状容器胶囊,其一个开口端通过整体端板的折叠和热封而封闭。由此封闭的容器胶囊用所讨论的食品(例如果汁)通过其开口端填充,然后通过相应的整体端板的进一步折叠和热封来封闭开口端。由片状和管状坯件生产的包装容器的一个示例是传统的所谓的山形顶包装。还存在这种类型的包装,其具有由塑料制成的模制顶部和/或螺帽。包装层压材料中的铝箔层已使用多年,以提供所需的气体阻挡性能,用于液体食品无菌包装的传统铝箔包装层压材料在其当今市场上可用的性能水平仍然是最具成本效益的包装材料。然而,目前越来越多的趋势是开发层压结构中不含铝箔的层压包装材料,以寻求改善所得材料的环境特征。那么当然还希望降低层压包装材料的制造成本并保持由层压包装材料生产的包装容器的无菌长期储存所需的性能。任何与铝箔竞争的材料都必须在原材料方面具有成本效益,至少具有可比的食品保存性能,并且在转换为成品包装层压材料时具有相对较低的复杂性。在开发用于液体食品纸盒包装的非铝箔材料的努力中,普遍鼓励开发具有高阻挡功能和多重阻挡功能的预制薄膜或片材,即不仅具有氧气或气体阻挡功能,还具有水蒸气、化学物质或芳香物质阻挡性能,从而可替代传统层压包装材料的铝箔阻挡材料,并使其适应传统铝箔工艺的层压和制造。为了适应工业需求,本技术人提出了一系列不含铝箔的层压包装材料的替代品。例如,在ep 3517291中建议使用包含选自聚2,5-呋喃二甲酸乙二醇酯(pef)和聚呋喃二甲酸三亚甲基酯(ptf)、其共混物和共聚物的聚酯的阻挡膜,其用包含金属或金属氧化物的气相沉积阻挡涂层涂覆。在us11046060中,公开了一种包含类金刚石碳pecvd涂层的阻挡膜。虽然建议的阻挡膜和由此产生的层压包装材料在环境友好、成本效益和提供所需的完整性方面提供了有前途的性能,但这些非铝阻挡材料通常在渗透能力方面表现出显著差异。对于拟与吸管一起使用的层压包装材料,通常需要刺穿阻挡膜。这种孔是通过在层压之前在本体层或芯层中冲孔而提供的,然后用包括阻挡材料的附加层压层覆盖内侧和外侧的孔。通过这种构造,消费者不必刺穿主体层或芯层,从而显著降低了所需的刺穿力。然而,在主体层或芯层中预冲孔增加了制造过程的复杂性。为了让消费者满意,刺穿力应尽可能低,但是为了防止无意的渗透,需要开口结构具有一定的阻力。消费者调查显示,所需的刺穿力约为15n或更小。事实证明,约10n至12n的刺穿力在包装容器完整性和处理方面是令人满意的。然而,使用铝箔替代品作为阻挡材料的层压包装材料都需要明显更高的刺穿力,例如在25n的范围内,即使如上所述去除主体层或芯层也如此。有鉴于此,不使用铝箔作为阻挡膜的用于层压包装材料的现有技术不允许使用吸管,因为所需的穿刺力大大超出了消费者可接受的范围。因此,需要一种改进的层压包装材料,其不需要由铝箔组成的阻挡层,但同时为层压包装材料提供减小的刺穿力,使得吸管可以与最终的包装容器一起使用。
背景技术:
技术实现思路
1、本发明的一个目的是至少部分地克服现有技术的一个或多个上述限制。具体地,一个目的是提供一种用于包装液体食品的层压包装材料,其牢固地包封液体食品,减小使用吸管与包装材料所需的刺穿力,并且减小由包装材料构成的金属材料的量。
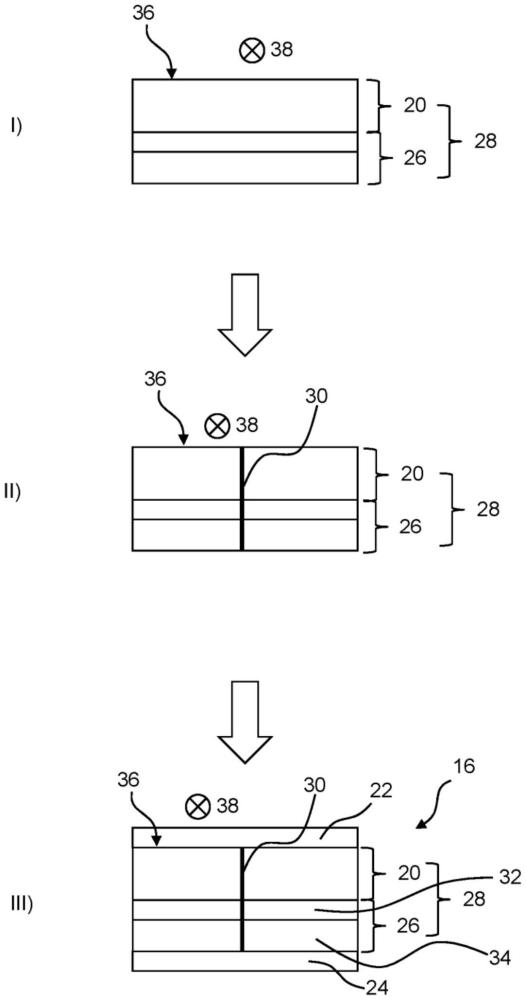
2、为了实现这些目的,本发明的第一方面提供了一种用于包装液体食品的层压包装材料。层压包装材料包括纸或纸板或其他纤维素基材料本体层,布置在本体层的外侧以构成由包装材料形成的包装容器的外侧的第一最外液密层,布置在本体层的内侧以与填充的食品直接接触的第二最内液密层,以及层压在本体层和第二最内液密层之间的非金属阻挡膜或片材,其中主体层和阻挡膜或片材一起形成主要层。
3、阻挡膜或片材是至少成比例的(at least proportionately)非金属阻挡薄膜或片材,即阻挡薄膜或片材为非金属阻挡薄膜或片材,或者金属含量为5质量%以下的阻挡膜或片材。
4、根据本发明的层压包装材料,主要层设置有至少一个狭缝,该狭缝至少被第二液密层覆盖。在一些实施方案中,狭缝被第一液密层和第二液密层覆盖。
5、至少被第二液密层覆盖并且任选地还被第一液密层覆盖的狭缝是有利的,因为如果例如要将吸管插入狭缝的区域中,则所需的刺穿力显著减小,同时维持对用本发明的层压包装材料包装的食品的保护。刺穿力特别地降低至远低于25n的水平。同时,包装的部件的氧气透过率(otr)保持在低水平,不超过0.002cm3/部件(24小时,23摄氏度和50%相对湿度下0.2个大气压)。通过包括至少成比例的非金属阻挡膜或片材,换句话说,这意味着阻挡膜或片材至少部分地包括非金属材料,层压包装材料中的金属量显著减少或消除。这改善了层压包装材料的环境特征。由于狭缝,根据以下事实可以解决另一个问题:在已知的层压包装材料的情况下,在层压内层和外层之前通过冲压动作在本体层中提供孔。该过程会在制造环境中产生本体层的冲压残留物,这在过去被称为“五彩纸屑问题”。该问题通过本发明的层压包装材料的狭缝得以解决,因为狭缝周围的材料仅被移位,而不是被冲压掉。
6、第一最外液密层和/或第二最内液密层优选可以是可热密封的。进一步优选地,第一最外液密层和/或第二最内液密层可包括热塑性材料。优选地,第一最外液密层和/或第二最内液密层是可热封的热塑性层。
7、阻挡膜或片材可以包括适合于维持包装的液体食品的食物安全环境的任何阻挡材料。这涵盖了具有固有气体阻挡性能的材料,特别是形成氧气传输屏障的材料。这种材料例如可以在聚合物中,例如在乙烯乙烯醇膜、evoh膜或聚酰胺膜中找到。替代地,阻挡膜可包括具有真空沉积阻挡涂层的聚烯烃基基底。真空沉积或气相沉积涂层可以是金属涂层、金属氧化物涂层、无机氧化物涂层、其他无机化合物涂层或碳基涂层,例如无定形类金刚石碳(dlc)涂层。然而,应再次注意,如果阻挡膜或片材包括金属材料,则其部分地包括至少一种或多种非金属材料。它还可以完全由非金属材料组成。下面将描述一些优选的材料。
8、阻挡膜或片材可以是复合材料,例如包括大量的非金属材料和少量的金属材料。在一些实施方案中,金属材料可以提供防止光透射的优点,以便进一步保护由包装材料封装的产品免受外部环境的影响。优选地,金属材料的量不超过复合材料总量的5%,进一步优选不超过4%,进一步优选不超过3%,甚至进一步优选不超过2%并且最优选不超过1%。金属材料的量可以指复合材料总量的质量或体积量,这意味着其分别以总量的质量百分比或体积百分比表示。优选地,它是指质量的量。本文还公开了从5%低至0%的量的所有中间值,其仅受已知制造工艺可实现的精度的限制。
9、例如,非金属材料可以包括塑料、纸或纤维素基材料。例如,金属材料可以包括铝。其他优选材料将在下面进一步描述。非金属材料可以形成承载阻挡材料的基底。
10、在本发明的层压包装材料的一个实施方案中,所述至少一个狭缝完全延伸穿过主要层。这进一步降低了(例如用吸管)刺穿主要层所需的刺穿力。
11、在本发明的层压包装材料的一个实施方案中,阻挡膜或片材包括涂覆有阻挡材料的基底层。这种阻挡膜或片材可以是上述复合材料的一种实施方案。
12、在本发明的层压包装材料的一个实施方案中,基底层由塑料或纸或纤维素基材料制成。例如,基底层可以被金属化,优选地用铝进行。基底层上的这样的金属涂层(例如铝)可以具有例如60nm的厚度。基底层可具有通常12μm或更大的厚度,例如12至50μm,具体取决于材料、期望的应用和机器参数。在该仅示例性的组合中,金属的量通常远低于阻挡膜或片材的1体积%或1厚度%。
13、一般来说,阻挡膜或片材以及如果适用的话其中包括的涂层可包括气相沉积涂层或分散涂层材料的薄材料涂层或此类涂层的组合。基底层也可以包括阻挡材料,其可以是evoh表层或涂层或聚酰胺聚合物表层或涂层。
14、通过水分散体或溶液组合物的涂覆而施加的气体阻挡材料或涂层可以包括具有固有气体阻挡性能的聚合物,并且其在可回收性及其在工业涂覆和层压工艺中的应用方面都是食品安全的和环境可持续的。因此,这样的聚合物是水可分散的和/或可溶解在水中的,并且可以通过水分散体涂覆工艺或液体薄膜涂覆工艺来施加。非水性或仅部分水性的涂料组合物,例如基于醇或醇与水的混合物的那些,也适用于本文公开的本发明。
15、阻挡分散体涂层可包括选自乙烯醇聚合物和共聚物的聚合物,例如选自聚乙烯醇(pvoh)和乙烯乙烯醇(evoh)、淀粉、淀粉衍生物、纳米原纤纤维素/微原纤纤维素(nfc/mfc)、纳米晶纤维素(ncc)以及其中两种或更多种的共混物。
16、阻挡分散体涂层可以通过分散体或溶液涂覆的方式参考阻挡材料的干重以0.2至5g/m2、例如0.5至4g/m2、例如0.5至3.5g/m2或者例如1至3g/m2等的量来施加。
17、适合于涂覆低干含量聚合物分散体或溶液组合物的工艺广义上是任何合适的湿式涂覆方法,例如凹版辊涂、空气喷涂、无气喷涂、逆向辊涂、绕线棒涂覆、唇涂、气刀涂覆、帘式淋涂、喷涂、浸涂、刮涂和刷涂方法。
18、阻挡分散体涂料组合物可以基于两种最常见类型的适合于分散体涂覆的聚合物和共聚物,其基于乙烯醇单体,即聚乙烯醇(pvoh)和乙烯乙烯醇(evoh)。
19、气体阻挡聚合物可优选为pvoh,因为其提供良好的成膜性能、气体阻挡性能、成本效率、食品相容性以及气味阻挡性能。
20、当pvoh具有至少98%、优选至少99%的皂化度时,基于pvoh的气体阻挡组合物表现最佳,但具有较低皂化度的pvoh也将提供氧气阻挡性能。
21、另一方面,evoh可以通过为阻挡材料提供一定的防潮性而有利,因为该共聚物包括乙烯单体单元。乙烯单体单元的量取决于evoh等级的选择,但与纯pvoh相比,其存在将以牺牲一些氧气阻挡性能为代价。传统的evoh聚合物通常用于挤出,并且无法分散或溶解在水性介质中以生产3.5g/m2以下的薄液膜涂覆阻挡膜。这样的evoh应包括相当高含量的乙烯醇单体单元以具有水分散性,并且性能应尽可能接近液体薄膜涂层等级pvoh的性能。挤出的evoh层可以并入聚合物基底膜中,优选作为聚烯烃基底膜上的表层。
22、阻挡分散体涂层组合物还可包括基于干涂层重量约1至约20重量%的无机层状化合物,例如剥离纳米粘土颗粒,例如膨润土。因此,阻挡层可包括基于干涂层重量约99至约80重量%的聚合物。
23、因此,可以以干重0.2至4g/m2、更优选0.5至4g/m2、例如0.5至3.5g/m2、例如1至3g/m2的总量施加阻挡分散体涂层。低于0.2g/m2,根本无法实现气体阻挡性能,而高于3.5g/m2,涂层会给包装层压材料带来较低的成本效益,因为阻挡性聚合物的成本一般较高,而且由于蒸发液体的能量成本较高。pvoh在0.5g/m2及以上时可实现可识别的氧气阻挡水平,并且通常在0.5至3g/m2之间实现阻挡性能和成本之间的良好平衡。
24、阻挡分散体涂层可以作为两个部分层以两个连续的步骤以及中间干燥来施加。当作为两个部分层施加时,每个层适当地以0.2至2g/m2、优选0.5至1.5g/m2的量施加,并且允许由更少量的液态气体阻挡组合物获得更高质量的总层。更优选地,两个部分层各自以0.5至1.5g/m2的量施加。
25、基底还可以在其第一侧的表面上具有选自金属、金属氧化物、无机氧化物和无定形类金刚石碳涂层的气体阻挡材料的气相沉积涂层。气相沉积涂层可以通过物理气相沉积(pvd)或化学气相沉积(cvd),例如通过等离子体增强化学气相沉积(pecvd)来施加。更具体地,其可以选自由通过pvd工艺施加的铝金属化涂层和氧化铝alox组成的组。优选地,它是铝金属化涂层。pvd工艺用于金属沉积,例如铝或氧化铝alox的沉积,而无定形碳和类金刚石碳沉积通过cvd或pecvd工艺提供。
26、例如纸或纤维素基材料片材的基底可以在第一顶侧表面上具有通过涂覆并随后干燥水性气体阻挡组合物的分散体或溶液而形成的气体阻挡材料的第一分散体涂层,并且进一步将选自金属、金属氧化物、无机氧化物和无定形类金刚石碳的气体阻挡材料的气相沉积涂层施加到第一阻挡分散体涂层上。
27、因此阻挡涂覆的纤维素基基底还可以用气体阻挡材料通过气相沉积涂覆在其顶侧表面上涂覆至2至80nm,例如2至50nm,例如2至45nm的厚度。
28、涂覆到基底的顶侧表面上的气相沉积阻挡涂层可以通过物理气相沉积(pvd)或化学气相沉积(cvd)来施加,例如通过等离子体增强化学气相沉积(pecvd)来施加。然而,后一种工艺特别适合于聚合物薄膜基底。
29、一般来说,厚度低于5nm时,阻挡性能可能太低而无法使用,而高于200nm的厚度,例如高于100nm,例如高于50nm,取决于气相沉积涂层的类型,阻挡涂层可能会柔性较差,因此当应用到柔性基底上时更容易破裂,并且成本也更高。
30、气相沉积涂层的其他示例是氧化铝(alox、al2o3)和氧化硅(siox)涂层。一般来说,此类氧化物的pvd涂层更脆,不太适合通过层压结合到包装材料中,而金属化层作为例外,尽管是通过pvd制成的,但确实具有适合层压材料的机械性能。
31、通常,由于所使用的金属化涂层工艺的性质,铝金属化层固有地具有由氧化铝组成的薄表面部分。
32、所施加的铝金属化层的光密度(od)可以为1.8至3.0或甚至3.5,例如1.8至2.5,优选1.9至2.2。当光密度低于1.8时,金属化膜的阻挡性能可能太低。另一方面,在高于3.5,例如高于3.0,例如高于2.5时,金属化层可能变脆,并且由于在较长时间内对基底膜进行金属化时的热负荷较高,因此金属化工艺中的热稳定性会较低。涂层质量和粘附性可能会受到负面影响。
33、其他涂层可以通过等离子体增强化学气相沉积方法(pecvd)来施加,其中化合物的蒸气在或多或少的氧化环境下沉积到基底上。氧化硅涂层(siox)也可以例如通过pecvd工艺来施加,并且然后可以在某些涂层条件和气体配方下获得非常好的阻挡性能。
34、dlc定义了一类无定形碳材料(类金刚石碳),其显示了金刚石的一些典型特性。优选地,烃类气体,例如乙炔或甲烷用作等离子体中的工艺气体,以用于生产通过pecvd真空工艺施加的非晶氢化碳阻挡层涂层,即dlc涂层。在真空下通过pecvd涂覆的dlc涂层为层压包装材料中的相邻聚合物或粘合剂层提供良好的粘附性。使用聚烯烃且特别是聚乙烯和基于聚乙烯的共聚物获得对相邻聚合物层的特别良好的粘附性。
35、在本发明的层压包装材料的一个实施方案中,所述至少一个狭缝不完全延伸穿过主要层。在这种情况下,狭缝或点穿孔可部分或完全延伸穿过本体层和基底膜或片材层,使得这些层被弱化,但不穿过阻挡涂层或表层,从而留下薄的或涂覆的阻挡层完好无损。
36、优选地通过旨在形成材料分离而不是去除材料的作用来提供狭缝。用于提供狭缝的合适技术可以例如借助激光、使用小刀或锋利的刀片切割或应用火花处理。
37、根据所需的刺穿力以及根据相关的打开设备(例如纸吸管、塑料吸管等),狭缝可以具有不同的形状。一般来说,狭缝的设计是通过otr和刺穿力之间的权衡来确定的。最小otr通常需要最小的狭缝,而最小的刺穿力则需要相当大的狭缝。然而,最小的刺穿力通常是不期望的,因为一定量的刺穿力将有效地防止无意的打开。
38、刺穿力通常表现出连续的双峰行为。当用吸管刺穿包装材料时,需要第一刺穿力来刺穿包装材料的第一层。然后需要第二刺穿力将吸管推过狭缝,导致吸管周围的包装材料偏转。与塑料吸管相比,纸制吸管的普遍使用带来了额外的挑战。一方面,纸吸管不如塑料吸管锋利,因此需要更高的第一刺穿力以刺穿包装材料的初始层。另一方面,与塑料吸管相比,纸制吸管通常具有更大的直径,并且它们可能不太容易被压缩,因此还需要更高的第二刺穿力。
39、发明人已经认识到,在优选实施方案中,狭缝在一个方向上非常窄,而在另一纵向、垂直方向上延伸。“窄”维度是例如通过锋利的切割刀或聚焦激光束来实现。狭缝的纵向延伸允许包装材料、特别是本体层和阻挡膜或片材足够容易地分离,以便允许吸管刺穿包装材料。
40、狭缝可以沿机器方向延伸。这允许狭缝工具至少在纵向方向上是静止的,因为包装材料的运动将引起狭缝的期望延伸。
41、狭缝优选具有部分圆形的形状,例如四分之一圆、三分之一圆或半圆,以及例如三分之二圆或四分之三圆。部分圆的直径优选地对应于已知吸管的直径并且可以例如包括6mm的直径。部分圆,换句话说是指单间断或多间断的圆,优选地包括圆形形状中长度不超过2mm或不超过1mm的单间断。间断也可以优选地测量1mm和2mm之间的任何长度,其可以通过已知方法制造。当然,狭缝的所述几何形状也与本文描述的其他实施方案兼容。
42、在本发明的层压包装材料的一个实施方案中,主要层设置有至少两个相交的狭缝。与单缝相比,这显著降低了所需的刺穿力。替代地,也可以有多个不相交的狭缝,例如穿孔类型的狭缝。
43、在本发明的层压包装材料的一个实施方案中,狭缝是十字的形式。这已被认为是一种特别有益的设计,其将所需的穿刺力降低至约10n的水平,而包装的部件的otr不超过0.002cm3/部件24h 0.2atm。
44、此外,十字的每个狭缝可以相对于层压包装材料的纵向延伸成角度。关于纵向延伸,应当理解的是,层压包装材料通常在具有材料进给方向(也称为制造方向或机器方向)的连续工艺中制造。层压包装材料的纵向延伸在本文中被定义为平行于机器方向。然而,应当注意的是,层压包装材料的纵向延伸可以相对于最终包装容器的纵向延伸定向为90°;在一些情况下,旨在形成单个包装容器的层压包装材料卷材的区域被定向为使得最终包装容器的预期纵向延伸与横向机器方向对齐,即垂直于机器方向。
45、当产生十字时,相应的切削工具在相对于工件移动时需要偏离机器方向。因此,层压包装材料在生产过程中移动得越快,对适应切割工具相对于机器方向的移动以产生例如横向于机器方向延伸的狭缝的控制要求就越高。这使得更难以制造包括例如横向于制造方向(这意味着成90度的角度)的一条狭缝和平行于机器方向(这意味着成0度的角度)的一条交叉狭缝的对称十字。然而,如果两条狭缝均相对于机器方向成角度,例如各自成45度,则降低用于切割工具相对于机器方向移动以制造这些狭缝的控制要求。同时,可以制造对称十字,例如两个狭缝垂直相交,这意味着x型形式。
46、在一个实施方案中,狭缝可以是y的形式。这已被认为是另一种优选的形状,其将所需的穿刺力降低至约14n的水平,同时包装容器的部件的otr不超过0.002cm3/部件24h0.2atm。
47、此外,狭缝可以是单直线的形式。这尤其减少了制造工作量,并实现了远低于25n的所需穿刺力,这意味着例如大约21n。同时,包装容器的部件的otr不超过0.002cm3/部件24h 0.2atm并且可以通过实验将其降低至不超过0.001cm3/部件24h 0.2atm的水平。
48、在一个实施方案中,阻挡膜或片材是气体阻挡膜或片材,优选氧气阻挡膜或片材。
49、本发明的另一方面涉及一种制造用于包装液体食品的层压包装材料的方法。该方法可以特别地对应于本文描述的本发明的层压包装材料,并且因此意味着所有方法相关于所公开的关于该层压包装材料的方面,以及反之亦然。
50、本发明的方法包括以下步骤:
51、提供纸或纸板或其他纤维素基材料本体层,
52、将至少成比例的非金属阻挡膜或片材层压至所述本体层,使得阻挡膜或片材和本体层形成主要层,
53、为主要层提供至少一个狭缝,并且
54、将第一最外液密层层压在本体层的外侧上以构成由包装材料形成的包装容器的外侧,以及
55、将第二最内液密层层压在阻挡膜或片材的内侧上以与填充的食品直接接触,使得第二液密层覆盖主要层的至少一个狭缝。
56、在本文中,至少成比例的非金属阻挡膜或片材应被解释为非金属阻挡膜或片材,或者金属含量相对较少(例如5质量%以下)的阻挡膜或片材。
57、在本发明的方法的一个实施方案中,第一最外液密层和第二最内液密层被层压,使得第一最外液密层以及第二最内液密层覆盖主要层的至少一个狭缝。
58、在最外液密层也被狭缝或穿孔切穿的情况下,该狭缝或穿孔可以在填充机中形成包装容器之后被局部涂覆,例如通过阻挡聚合物(例如pvoh、evoh或pa)的水分散体涂覆。
59、在本发明方法的一个实施方案中,将阻挡膜或片材层压至本体层的步骤通过挤出层压或湿层压进行。
60、除了先前已知的层压包装材料,特别是在本体层中包含预冲孔的那些材料之外,在本发明的方法中,在形成狭缝之前执行将阻挡膜或片材层压至本体层的步骤。因此,在挤出层压或湿层压工艺中添加的材料(例如胶水)不会穿过阻挡膜或片材或本体层。这有效地防止了各个制造设备的污染,例如用于层压的夹辊。
61、在本发明的方法的一个实施方案中,进一步的步骤包括在为主要层提供至少一个狭缝之前将装饰层印刷在本体层的外侧上。这有效地避免了任何打印材料进入狭缝。
62、在本发明的方法的一个实施方案中,为主要层提供至少一个狭缝的步骤通过激光切割和/或通过机械切割来执行。
63、如果在制造方向上提供单个狭缝,则两种变体都特别有效。激光切割特别适合高效地创建一个或多个柔性几何形状的狭缝。机械切割(例如通过刀或穿孔刀进行)可以以较低的技术难度完成。
64、在本发明的方法的一个实施方案中,所述至少一个狭缝沿层压包装材料的纵向方向至少延伸一定程度。这显著减少了制造工作量,如上文关于本发明的层压包装材料所述。如果制造工艺是连续工艺,则这是特别有利的。
65、本发明的另一方面涉及一种包装容器,其包括本发明的层压包装材料和/或包括以本发明的方法制造的层压包装材料。
66、根据下面的详细描述以及附图,本发明的其他目的、特征、方面和优点将变得显而易见。
- 还没有人留言评论。精彩留言会获得点赞!