制作玻璃组件的方法、玻璃组件及窗体总成与流程
本公开涉及玻璃,具体地涉及一种制作玻璃组件的方法、玻璃组件以及应用该玻璃组件的窗体总成。
背景技术:
1、目前市场中,越来越多的消费者对具有显示功能的玻璃产品(例如:车量玻璃、建筑物外墙玻璃等)产生浓厚的兴趣。该类玻璃产品兼具实用、美观等多重功能,给消费者提供了良好的用户体验。因此,市场中对显示功能的玻璃产品的需求日益增长。
2、现有技术中,可以使用聚合物基柔性投影显示薄膜来赋予玻璃显示功能,其通常为基于pet(聚对苯二甲酸乙二醇酯)的薄膜。实际使用中,可以将聚合物基薄膜作为中间层,层压在玻璃板间,也可以直接将聚合物基薄膜粘附在玻璃的外表面,例如在车辆玻璃的外侧。但是,使用聚合物基显示薄膜所获得的玻璃产品,装配过程非常复杂且相当耗时,容易造成缺陷从而对视觉效果产生不利影响。此外,将聚合物基薄膜层压在玻璃板间时,需要设置额外的粘合层(如pvb(聚乙烯醇缩丁醛))以提供粘合效果,而粘合层(如pvb)与聚合物基薄膜(如pet基薄膜)在层压过程中可能会出现流变失配问题。同时,该类产品的成本比较高,不利于大规模市场化应用。
3、基于薄膜晶体管(thin film transistor,tft)技术的具有显示功能的产品同样可以为消费者提供显示功能,例如:薄膜晶体管-液晶显示器(tft-lcd)、薄膜晶体管-发光二极管(tft-led)。tft显示屏通常在玻璃上通过溅射、化学沉积工艺形成制造电路必需的各种膜,通过对膜的加工制作大规模半导体集成电路。但是,该类产品由于原材料、加工过程等因素,成本非常高昂,并且产品的耐久性较差。
技术实现思路
1、目前,具有显示功能的玻璃产品往往存在生产成本高昂、装配过程复杂、耐久性较差等缺陷,不利于后续加工使用。为了解决现有技术中存在的问题,本公开提供一种制作玻璃组件的方法,其操作便捷、可大规模制备,在制作过程中对工艺要求低,极大地降低了对显示涂层耐高温性的要求,有利于大规模市场化使用。此外,本公开提供的玻璃组件具有显示涂层的均匀性高,显示效果好的优势。
2、为此,根据本公开的一个方面,提供一种制作玻璃组件的方法,包括以下步骤:提供具有0.025毫米到0.2毫米范围内的厚度t的玻璃件,所述玻璃件为平面玻璃件;在所述玻璃件的表面上施加涂料组合物后进行固化,以形成显示涂层;将中间粘合层层叠在表面施加有显示涂层的玻璃件与非平面玻璃板之间,并进行层压,以形成玻璃组件。
3、根据上述技术构思,本公开的实施方式可进一步包括任何一个或多个如下的可选形式。
4、在某些可选形式中,所述玻璃件具有0.05毫米到0.1毫米范围内的厚度t。
5、在某些可选形式中,所述非平面玻璃板为弯曲玻璃板。
6、在某些可选形式中,所述制作玻璃组件的方法进一步包括提供玻璃板并对所述玻璃板进行弯曲成型以形成所述弯曲玻璃板。
7、在某些可选形式中,对所述玻璃板进行弯曲成型以形成所述弯曲玻璃板的过程中的最高处理温度为大于等于250℃、大于等于300℃、大于等于350℃、大于等于400℃、大于等于450℃、大于等于500℃、大于等于550℃、大于等于600℃、大于等于650℃、或者大于等于700℃。
8、在某些可选形式中,在所述玻璃件的表面上施加涂料组合物包括通过湿法涂布方法施加所述涂料组合物。
9、在某些可选形式中,所述湿法涂布方法包括狭缝式涂布、幕涂、刮刀涂布、辊涂、喷涂、旋涂、丝网印刷。
10、在某些可选形式中,所述固化包括热固化、uv光固化、电子束固化。
11、在某些可选形式中,所述弯曲玻璃板为沿着一个方向弯曲的单曲玻璃或者沿着两个方向弯曲的双曲玻璃,至少一个区域的曲率半径为300~5000mm。
12、在某些可选形式中,所述弯曲玻璃板的曲率半径为r,所述玻璃件的杨氏模量为e,所形成的玻璃组件中的所述玻璃件的弯曲应力σ与所述玻璃件的杨氏模量e、所述玻璃件的厚度t、所述弯曲玻璃板的曲率半径为r之间的关系为:σ=(e*t)/(2*r)。
13、在某些可选形式中,所述弯曲应力σ小于等于50mpa、小于等于10mpa、或者小于等于5mpa。
14、在某些可选形式中,将中间粘合层层叠在表面施加有显示涂层的玻璃件与非平面玻璃板之间包括,将所述显示涂层所在一侧朝向所述玻璃组件中的所有的所述非平面玻璃板,所述玻璃件的另一侧背离所述玻璃组件中的所有的所述非平面玻璃板。
15、在某些可选形式中,所述制作玻璃组件的方法进一步包括,将所述玻璃组件中的非平面玻璃板的数量设置为一,使得所述非平面玻璃板、所述中间粘合层、所述表面施加有显示涂层的玻璃件依次层叠。
16、在某些可选形式中,所述中间粘合层包括第一中间粘合层和第二中间粘合层,所述非平面玻璃板包括第一非平面玻璃板和第二非平面玻璃板,将中间粘合层层叠在表面施加有显示涂层的玻璃件与非平面玻璃板之间还包括将所述第一中间粘合层层叠在第一非平面玻璃板和第二非平面玻璃板之间以及将第二中间粘合层层叠在第二非平面玻璃板和表面施加有显示涂层的玻璃件之间,使得所述第一非平面玻璃板、所述第一中间粘合层、所述第二非平面玻璃板、所述第二中间粘合层和所述表面施加有显示涂层的玻璃件依次层叠。
17、在某些可选形式中,所述中间粘合层包括第一中间粘合层和第二中间粘合层,所述非平面玻璃板包括第一非平面玻璃板和第二非平面玻璃板,将中间粘合层层叠在表面施加有显示涂层的玻璃件与非平面玻璃板之间包括将第一中间粘合层层叠在第一非平面玻璃板和表面施加有显示涂层的玻璃件之间以及将第二中间粘合层层叠在表面施加有显示涂层的玻璃件和第二非平面玻璃板之间,使得所述第一非平面玻璃板、所述第一中间粘合层、所述表面施加有显示涂层的玻璃件、所述第二中间粘合层和所述第二非平面玻璃板依次层叠。
18、在某些可选形式中,所述制作玻璃组件的方法进一步包括将所述显示涂层所在一侧朝向所述第一非平面玻璃板或者朝向所述第二非平面玻璃板。
19、在某些可选形式中,所述非平面玻璃板朝向所述表面施加有显示涂层的玻璃件的一侧表面为非平面。
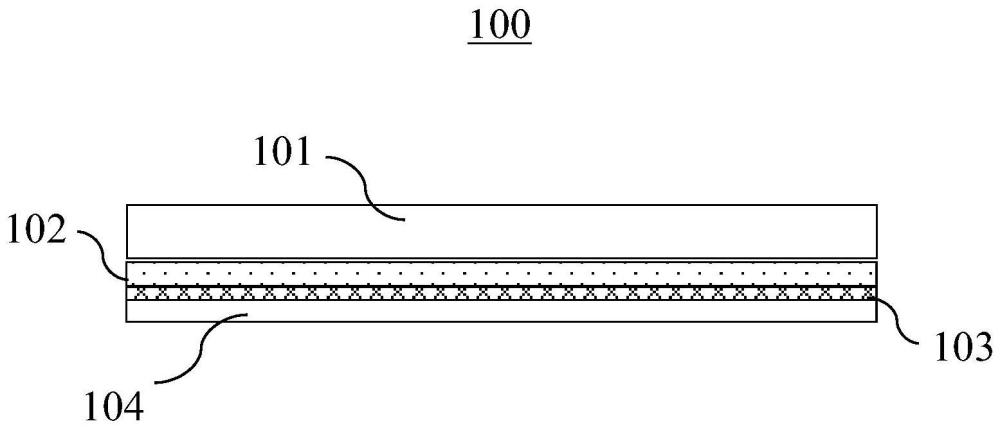
20、根据本公开的另一方面,提供一种玻璃组件,包括:玻璃件,所述玻璃件具有0.025毫米到0.2毫米范围内的厚度t,所述玻璃件的表面直接附接有显示涂层;非平面玻璃板;中间粘合层,所述中间粘合层位于所述表面直接附接有显示涂层的玻璃件与所述非平面玻璃板之间。
21、在某些可选形式中,所述玻璃件具有0.05毫米到0.1毫米范围内的厚度t。
22、在某些可选形式中,所述非平面玻璃板为弯曲玻璃板。
23、在某些可选形式中,所述弯曲玻璃板为沿着一个方向弯曲的单曲玻璃或者沿着两个方向弯曲的双曲玻璃,至少一个区域的曲率半径为300~5000mm。
24、在某些可选形式中,所述弯曲玻璃板的曲率半径为r,所述玻璃件的杨氏模量为e,所述玻璃件的弯曲应力σ与所述玻璃件的杨氏模量e、所述玻璃件的厚度t、所述弯曲玻璃板的曲率半径为r之间的关系为:σ=(e*t)/(2*r)。
25、在某些可选形式中,所述弯曲应力σ小于等于50mpa、小于等于10mpa、或者小于等于5mpa。
26、在某些可选形式中,所述显示涂层所在一侧朝向所述玻璃组件中的所有的所述非平面玻璃板且所述玻璃件的另一侧背离所述玻璃组件中的所有的所述非平面玻璃板。
27、在某些可选形式中,所述玻璃组件中的非平面玻璃板的数量为一,所述非平面玻璃板、所述中间粘合层、所述表面直接附接有显示涂层的玻璃件依次层叠。
28、在某些可选形式中,所述中间粘合层包括第一中间粘合层和第二中间粘合层,所述非平面玻璃板包括第一非平面玻璃板和第二非平面玻璃板,所述第一非平面玻璃板、所述第一中间粘合层、所述第二非平面玻璃板、所述第二中间粘合层和所述表面直接附接有显示涂层的玻璃件依次层叠。
29、在某些可选形式中,所述中间粘合层包括第一中间粘合层和第二中间粘合层,所述非平面玻璃板包括第一非平面玻璃板和第二非平面玻璃板,所述第一非平面玻璃板、所述第一中间粘合层、所述表面直接附接有显示涂层的玻璃件、所述第二中间粘合层和所述第二非平面玻璃板依次层叠。
30、在某些可选形式中,所述显示涂层位于所述玻璃件面向所述第一非平面玻璃板的一侧表面上或者位于所述玻璃件面向所述第二非平面玻璃板的一侧表面上。
31、在某些可选形式中,所述显示涂层与所述玻璃件的折射率差值为0.1以下;和/或所述显示涂层的玻璃化转变温度高于所述玻璃件的玻璃化转变温度。
32、在某些可选形式中,所述显示涂层的折射率为1.45-1.55;和/或所述显示涂层的玻璃化转变温度高于60℃。
33、在某些可选形式中,所述非平面玻璃板朝向所述表面直接附接有显示涂层的玻璃件的一侧表面为非平面。
34、根据本公开的又一方面,提供一种窗体总成,该窗体总成包括上述任一项所述的玻璃组件,其中,所述窗体总成包括门、窗、幕墙、车窗玻璃、飞机玻璃或轮船玻璃。
35、在某些可选形式中,所述窗体总成为车窗玻璃,所述车窗玻璃包括前风挡玻璃、后风挡玻璃、天窗玻璃、车门玻璃或角窗玻璃。
- 还没有人留言评论。精彩留言会获得点赞!