具有内部通道的3D打印植入物的制作方法
具有内部通道的3d打印植入物
1.相关申请的交叉引用
2.本申请要求于2018年6月12日提交到欧洲专利局的欧洲专利申请18177214.6的优先权权益,其包括所有表格、附图和权利要求的全部内容通过引用被并入本文以用于所有目的。
技术领域
3.本发明涉及植入物领域,特别地,涉及具有内部通道的3d(三维)打印植入物及其制造。
背景技术:
4.当今,乳房增强和乳房再生手术是由于美学原因而最常见的执行手术之一。由于美学方面在乳房手术中发挥重要作用,所以经历手术的女性的最大关注之一是最终结果的外观。事实上,美学方面对于患者的心理状况是至关重要的,尤其是对于经历乳腺癌并且结果是天然乳房组织的部分被移除的女性。因此,对该领域的关注随着时间的推移而增加。目前,即使采用不同的乳房重建或乳房增强手术(procedure),两种手术都主要依赖于硅氧烷植入物的插入(insertion)。脂肪移植也是常见的技术,并且这两个手术的组合可以用于改善最终结果,并且特别地,以满足患者的美学预期。
5.然而,尽管在整形手术中其普遍存在,但已知在与非自然外观或大疤痕有关的手术后,硅氧烷植入物有时具有与乳房的外观相关的问题,这取决于所插入的植入物的尺寸。此外,与硅氧烷植入物相关的主要问题是其有限的寿命跨度。由于它们不是终生产品,所以在某个时间段之后,植入物可以在身体内部爆裂。由于身体对外来植入物材料的以乳房包膜挛缩(capsular contracture)形式的免疫应答而引起的另一并发症可能发生,这影响乳房的硬度,从而导致不自然的触觉感觉。即使存在治疗囊(capsule)的非手术方法,但是患者最经常必须经历第二次手术以移除或替换植入物。
6.为了克服与硅氧烷植入物相关的问题,特别是为了改善患者的安全性,已经考虑了新一代生物可吸收植入物,其目的是支持组织在身体内部的再生。生物可降解的材料,例如一些热塑性塑料,可以使用称为注入模制的技术而被制造出,其中熔化的材料被注入到模具中,该模具给对象赋予整体形状。不幸的是,当需要创建复杂的详细几何形状时,该过程示出了限制。例如,在再生医学中,高孔率结构必须用作模板以促进组织再生。
7.近来,主要由于3d打印技术的快速发展,该技术已经被考虑在植入物的制造中使用。3d打印机通常通过添加(additive)工艺来创建3d对象。更普遍地称为“3d打印”,添加制造(am)是一组技术的冠层(canopy)术语,该组技术通过逐层挤出材料来构建物理部件,该工艺固有地不同于经典机械加工,该机械加工最通常通过钻、铣材料块等来工作。
8.上述乳房植入物可以使用3d打印(特别是熔融沉积建模(fdm)技术)和诸如聚己内酯(pcl)的生物可降解材料来制造。该特定聚合物可以是有利的,因为它被广泛地用于医疗领域,并且因此已经被监管机构批准。最重要的是,pcl满足降解要求,使得一旦它开始降
解,新的组织/脉管系统就会在植入物内生长和沉降。
9.在插入由3d打印制造的植入物之后,需要执行脂肪注入。脂肪注入是必要的,因为已经观察到在植入物内部“再生长”的再生组织比天然乳房组织更硬。因此,为了使最终结果与天然乳房组织一样柔软,可以例如借助于吸脂来收集合适百分比的脂肪,并且使用特定的针将其注入到植入物中。在随机注入的意义上,注入手术是有问题的,该随机注入多次穿孔结构可能损坏细丝(filament)并影响植入物的整体结构的完整性。为了克服这个问题,可以使用在欧洲专利申请ep2995278a1中公开的用于设计植入物并且植入物本身有利于脂肪注入的手术。ep2995278a1中描述的手术涉及植入物的插入,以促进身体内部的组织再生,并且促进随后在植入之后的某个时间段内的脂肪注入。为了避免对植入物的损坏,应当提供用于插入用于脂肪注入的针的空间。为此,ep2995278a1中公开的植入物包括三维支架结构,该三维支架结构具有空隙,该空隙填充有占据空间的结构,该占据空间的结构可移除地附接至三维支架结构。提供占据空间的结构以防止组织和/或单个细胞侵入空隙。在第二手术中移除占据空间的结构之后,所产生的空隙(其优选地可互连且形成一个连续通道结构)可填充有脂肪或其他移植细胞。
10.然而,相应的3d植入物的设计从制造观点而言是相当具有挑战性的,并且从患者和外科医生的观点来看是相当不理想的。事实上,在打印3d植入物期间需要考虑在移除占据空间的结构之后形成的通道,并且因此该通道需要被包括在可导致弱化结构的打印指令代码中。另外,随后移除占据空间的结构需要另外的手术,并且可能带来并发症,因为新再生的组织可能被损坏,导致患者的安全问题,并且如果由于预测的空隙空间体积与注入的脂肪的实际体积之间的差异导致脂肪未被很好的嵌入在结构中,则注入的脂肪可能经历坏死或者其可能被再吸收。
11.因此,在本领域中需要一种改进的植入物,其改善最终结果并且同时促进针对重建丢失的组织和/或恢复组织/器官功能的总体手术。
技术实现要素:
12.在各种实施例中,本发明涉及包括三维结构的层的植入物,每个层包括填充图案;其中层被布置在彼此的顶上,使得在植入物内形成多个中空通道,其中每个中空通道在相对于层被布置在彼此的顶上的方向而倾斜的方向上定向。每个通道的壁由填充图案的分段形成,特别是由打印材料的细丝或条形成。在本说明书的范围内,在制造层的填充图案时由打印机挤出的热塑性原料的部分或片段将被称为细丝。
13.根据本发明的植入物的目的在于克服上述问题,特别是便于将诸如脂肪组织的生物材料注入到植入物中,并移除创建用于注入生物材料的空隙的第二手术的必要性。在下文中,在不失一般性的情况下,仅脂肪或脂肪细胞/组织将被称为可用于注入到植入物中的生物材料的代表性和高度相关形式。然而,应当理解,根据其使用,可以将任何其他类型的细胞或生物材料注入到植入物中。
14.本发明的植入物架构利用在植入物的制造期间自然生成并且因此已经存在于机器指令(例如,g代码)中的通道。以这种方式,可以将脂肪注入到在植入物中原生地形成的通道中,而不损坏其任何细丝。为此,由于3d打印植入物呈现高度多孔的结构,所以植入物被设计成使得延伸穿过植入物的已经存在的通道与用于脂肪注入的通道重合。根据各种实
施例的植入物的通道(其通常在常规3d打印对象中沿着打印方向发展)被定向。定向的通道不必与打印方向平行。优选地,如稍后将描述的,通道可以附加地聚焦朝向其中外科医生可以将脂肪注入到植入物中的区域。因此,可利用植入物的自然结构(特别是形成于其中的路径/通道)将脂肪注入到植入物中,而不损坏植入物本身。特别地,不需要在植入物的设计中提供额外的或专用的通道以及因此需要采用的从ep2995278a1已知的占据空间的结构。
15.如本申请中所使用的,术语“植入物”涉及一种医疗装置,其用于替代缺失的生物结构,以支持受损的生物结构和/或增强现有的生物结构。特别地,本发明的植入物是用于重建身体组织和/或恢复组织或器官的功能的植入物。尽管在描述中将将植入物描述为用于乳房重建或乳房增强的植入物,但植入物可填充有任何所需生物材料且可在身体的不同部位处使用。优选地,植入物可由生物可降解的材料打印。用于该目的的合适材料可以是任何热塑性和生物相容性或生物可降解材料。例如,该材料可以包括但不限于聚己内酯(pcl)、聚乙交酯、聚丙交酯和/或至少两种或更多种材料的(共)聚合物。
16.各种实施例涉及用于插入患者中的植入物。植入物包括三维(3d)打印结构的层。每个层包括三维打印结构的填充图案。每个层的填充图案包括一组填充线。植入物还包括多个中空通道。层被布置在彼此的顶上,使得多个中空通道被形成在植入物内。每个通道的壁由打印结构的层中的多个层的填充线的分段形成。至少一个中空通道在植入物的第一外表面和植入物的第二外表面之间延伸。至少一个中空通道在相对于与植入物的第一外表面垂直的参考轴倾斜的方向上定向。
17.在各种实施例中,植入物的第一外表面和第二外表面是相对面向的表面。
18.在各种实施例中,第一外表面与由三维(3d)打印结构的第一层形成的二维平面平行。
19.在各种实施例中,第一外表面是植入物的最大平面表面。
20.在各种实施例中,通道的纵向轴与参考轴之间的角度在10度至85度之间。
21.在各种实施例中,三维(3d)打印结构的层包括第一批层和第二批层。第一批层包括三维(3d)打印结构的层中的奇数编号层,第二批层包括三维(3d)打印结构的层中的偶数编号层。第一批层的填充线在第一方向上定向,第二批层的填充线在不同于第一方向的第二方向上定向。第一批层中的奇数编号层的填充图案的部分相对于第一批层中的第一填充层的填充图案的部分移位。
22.在各种实施例中,第二批层中的偶数编号层的填充图案的部分相对于第二批层中的第一填充层的填充图案的部分移位。
23.在各种实施例中,第一奇数编号层的第一填充线与第二奇数编号层的第一填充线之间的横向偏移值在第一奇数编号层的第一填充线与第一奇数编号层的第二相邻填充线之间的距离的0%至50%之间。
24.在各种实施例中,对于小于或等于2的t的值,n+2*t奇数编号层的第一填充线与第一奇数编号层的第一填充线之间的横向偏移值小于第一奇数编号层的第一填充线与第一奇数编号层的第二相邻填充线之间的距离。
25.在各种实施例中,第一奇数编号层的第一填充线与第二奇数编号层的第一填充线之间的横向偏移值在第一奇数编号层的第一填充线与第一奇数编号层的第二相邻填充线之间的距离的50%至100%之间。
26.在各种实施例中,对于大于或等于2的t的值,在n+2*t奇数编号层的第一填充线与第一奇数编号层的第一填充线之间的横向偏移值大于第一奇数编号层的第一填充线与第一奇数编号层的第二相邻填充线之间的距离。
27.在各种实施例中,多个中空通道在植入物的第一外表面或在第二外表面朝向预定义区域会聚。
28.在各种实施例中,预定义区域是位于植入物的第一外表面之外或第二外表面之外的会聚点。
29.在各种实施例中,至少一个中空通道是锥形通道。
30.在各种实施例中,锥形通道被配置为使得植入物的底表面上的通道的开口的尺寸在5
‑
10mm的范围内并且使得植入物的顶表面上的通道的开口的尺寸在0.5
‑
5mm的范围内。
31.在各种实施例中,多个中空通道中的多于两个中空通道相对于参考轴倾斜相同的角度。
32.在各种实施例中,多个中空通道中的至少10%的中空通道相对于参考轴倾斜相同的角度。
33.在各种实施例中,多个中空通道中的至少一个中空通道包括位于植入物的第一外表面的第一开口和位于植入物的第二外表面的第二开口。
34.在各种实施例中,多个中空通道中的至少一个中空通道包括倾斜部分和至少一个非倾斜部分,其中通道的非倾斜部分包括植入物的一个或多个最外层。
35.在各种实施例中,植入物的非倾斜部分位于植入物的第一外表面或植入物的第二外表面的通道的开口与植入物的倾斜部分之间。
36.在各种实施例中,三维(3d)打印结构的层包括第一批层和第二批层。第一批层包括三维(3d)打印结构的层中的奇数编号层。第二批层包括三维(3d)打印结构的层中的偶数编号层。中空通道的第一壁由第一批层中的多个奇数编号层的分段形成。中空通道的第二壁由第一批层中的多个偶数编号层的分段形成。
37.在各种实施例中,每个层的周界由植入物的投影3d模型的切片确定。每个层的填充图案由周界界定,使得当层被布置在彼此的顶上时,植入物具有类似于植入物的3d模型的3d形式。
38.在各种实施例中,每个层的填充图案包括从层的起始点到层的终点连续曲折的打印材料。
39.各种实施例涉及一种用于形成植入物的方法。该方法包括顺序打印层以形成三维(3d)打印结构,其中每个层根据填充图案打印,每个层的填充图案包括一组填充线。层被打印在彼此的顶上,使得在植入物内形成多个中空通道。每个通道的壁由打印结构的层中的多个层的填充线的分段形成。每个中空通道在植入物的第一外表面和植入物的第二外表面之间延伸,其中每个中空通道在相对于与植入物的第一外表面垂直的参考轴倾斜的方向上定向。
40.在各种实施例中,该方法还包括提供通道方向向量,通道方向向量限定要形成的通道的倾斜;指定要在第一高度形成的层的第一孔的孔尺寸,其中第一孔由第一线段表示。方法还包括指定要在第二高度形成的层的第二孔的孔尺寸,其中第二孔由第二线段表示,第一孔和第二孔属于要形成的相同通道。
41.在各种实施例中,该方法还包括通过连接第一线段和第二线段的左端点来计算第一取向线;通过连接第一线段和第二线段的右端点来计算第二取向线,方向向量位于第二取向线上;以及计算第一取向线和第二取向线的交叉点以确定要形成的通道的会聚点。
42.在各种实施例中,会聚点位于要形成的植入物的第一外表面外部或第二外表面外部。
43.在各种实施例中,构成植入物的互连层的三维结构可以是支架结构,其包括彼此堆叠的单独层。通过逐渐改变彼此堆叠的层的形状,3d植入物可以被给予其期望的形式。植入物的3d支架结构可以基本上包括彼此相邻布置并且通过壁彼此分离的通道或孔。相邻通道之间的距离或间隔可以从通道的底层到顶层是相同的。例如,分开相邻通道的距离可以是填充线的厚度。通道的壁可包括每隔一个(交替)层的细丝(或其部分)。例如,通道的第一壁可以包括来自奇数编号层的第一填充线的细丝。同一通道的第二壁可包括来自奇数编号层的第二填充线的细丝。同一通道的第三壁可包括来自偶数编号层的第一填充线的细丝。同一通道的第四壁可包括来自偶数编号层的第二线的细丝。第一通道可以形成在奇数编号层的第一填充线与奇数编号层的第二填充线之间。第二相邻通道可以位于奇数编号层的第二填充线与奇数编号层的第三填充线之间。通常,例如,层的填充图案可以是设计参数并且可以根据植入物的机械要求来配置。根据各种实施例,在层的填充图案可以包括平行条/细丝(即,材料的部分)的意义,层n和层n+2的填充图案可以类似。植入物的填充层可被配置为使得取决于3d植入物的单独设计,特定层的条和连续层的条形成小于90
°
的角度(例如,至少10
°
、优选至少30
°
、更优选至少45
°
、更优选至少60
°
、更优选90
°
)。换句话说,特定层的条可以以某一角度覆盖连续层的条。相邻层的条之间的连接点对应于层之间的互连点并为植入物提供结构完整性。以这种方式,每个层被互连到其在前的层和其后面的层。
44.层在彼此之上的布置,其中层n的填充图案的条/部分平行于层n+2的条或部分,使得当在植入物的打印方向上(即,在层彼此堆叠的方向上)观看时,条被偏移地布置在彼此上方。这样的配置导致孔或通道的形成,孔或通道是倾斜的并且不平行于打印方向延伸穿过植入物。因此,在植入物的底部(表面)(即,打印的第一层)开始并且在植入物的顶部(表面)(即,最后在植入物的表面上的给定位置打印的层或其部分)上结束的每个通道在相对于打印方向倾斜的方向上定向。
45.根据各种实施例,通道尺寸可以是恒定的,即,通道在植入物的任何层的层级处的横截面可以是相同的。在这种情况下,通道的横截面对应于在植入物的底部的通道的开口的几何形状以及在植入物的顶部的通道的开口的几何形状。在那些实施例中,倾斜角度(即,第一打印层的平面与平行于其壁中的每一者延伸穿过通道的轴之间的角度)可对于植入物的每一通道是相同的。换句话说,植入物的每个通道可被视为中空通道,其形成植入物的底表面中的开口与植入物的顶表面中的开口之间的连接,其中通道不垂直于底表面延伸但在特定方向上倾斜。
46.根据植入物的各种实施例,中空通道中的每一者大体上可包括设置在植入物的顶表面上的对应第一开口,其中开口中的每一者对应于通道的端部。通道的开口不一定必须位于平行于植入物层的平面中。在限定通道的开口的通道壁的打印材料的最外面的条或股线可以属于不同的层的意义上,通道的开口可以偏斜。如本文所理解的,即使材料的一些细丝或股线在其横截面上延伸,通道也被认为是中空的和开放的。当从顶部或从底部观看
(即,沿着运行穿过通道的轴)时,散布有细丝通道仍然被认为是中空的,因为在通道的拐角之间延伸的单个细丝不影响通道传输被注入到通道中的脂肪的能力。
47.根据植入物的各种实施例,每个中空通道可以在被设置在植入物的顶表面上的第一开口和被设置在植入物的底表面上的第二开口之间延伸。植入物的底表面可对应于在植入物的制造期间打印的第一层。植入物的顶表面可由仅具有一个相邻层的层或层的部分(例如,细丝)限定(与具有两个相邻层(一个在下方,一个在上方)的内层或层的部分相反)。
48.根据植入物的各种实施例,中空通道的壁中的任一者可由形成植入物的层的布置中的每隔一个(交替)层的分段(例如,打印材料的条)形成。层的填充图案可以被设计成使得任何两个相邻的打印材料层形成纵横交叉点图案,使得打印材料层的细丝或条以某一角度(例如,90
°
)相交。因此,通道的壁可以包括例如可以彼此平行的每隔一层的细丝或条。由于形成3d植入物的细丝的纵横交叉点图案,位于对给定壁贡献细丝的两个层之间的层的细丝通常以相对于这两个层的细丝成角度(例如,90
°
)布置,因此不形成该壁的部分。形成给定通道的任何壁的层的细丝可以是打印材料的直线或弯曲线。可以理解的是,术语填充线不一定限于是直线,而是还可以包括例如弯曲线、之字形线和/或起伏线。
49.根据植入物的各种实施例,至少一个中空通道可以是锥形通道。锥形通道的特征在于其横截面从通道的底部开口到通道的顶部开口而逐渐增大或减小。换句话说,锥形通道的顶部开口和底部开口的尺寸(面积)是不同的,因为通道的尺寸沿着其取向方向而变化。根据植入物的各种实施例,至少一个锥形通道可朝向植入物的顶表面会聚。根据各种替代实施例,至少一个锥形通道可朝向植入物的顶表面发散。取决于锥形通道的配置(会聚或发散),即使顶表面和底表面上的开口的量可以是相同的,但是底表面的面积也可以不同于顶表面尺寸的面积。植入物的有利实施例可以具有多个锥形通道,其中锥形通道可以是会聚的、发散的或混合的类型。根据另外的实施例,植入物的所有通道可以是锥形通道,优选地是相同类型的(会聚或发散)。
50.具有锥形通道的植入物的实施例可包括在植入物的面向肌肉的一侧上的较大开口,较大开口是血管的最高源,其中在不失一般性的情况下,面向肌肉的植入物的尺寸被称为底侧或底表面。根据本发明的植入物的这种配置有助于植入血管化和脂肪的注入。聚焦到植入物表面的特定区域(例如,在乳房植入物的情况下的植入物的前下侧)的通道更容易用于外科手术,因为通道提供相对于将脂肪注入到植入物中的引导。具体地,可以选择植入物中的通道的方向,使得脂肪可以从乳房褶皱(fold)下方注入(乳房下(inframammary)注入)。此外,植入物在脂肪注入手术期间也更舒适地用于外科手术,因为注入脂肪的区域被局部限制到特定区域。最后但不是最不重要的,与手术相关的切口和疤痕的数量可以通过在适用时使用与为了减少疤痕的数量而使用的用于植入物插入和脂肪注入/移植的乳房下切口相同的方式来减少。
51.根据本发明的具有不同通道开口的植入物还可用于具体地提供在打印方向上具有非均相机械性质的植入物,因为具有较小通道开口的区域倾向于比具有较大通道开口的区域更硬。
52.植入物的特别有用的实施例可以是其中通道同时是锥形且偏斜/倾斜的实施例。特别地,在该实施例中,所有通道可以是会聚的或发散的。植入物的通道的这种配置允许将通道的顶部开口“聚焦”或定向到植入物的顶表面上的预定义区域。
53.根据各种实施例,具有锥形通道的植入物可以被配置为使得在植入物的顶表面上的通道的开口的尺寸(即,在乳房植入物的情况下,通道的远离胸壁的开口)可以在大约0.5
‑
5mm的范围内,并且植入物的底表面上的通道的开口的尺寸(即,在乳房植入物的情况下,通道的面向胸壁的开口)可以在大约5
‑
10mm的范围内。在另外的实施例中,底表面上的锥形通道的开口的尺寸可以在大约6
‑
9mm的范围内,并且顶表面上的锥形通道的开口的尺寸可以在大约1
‑
4mm的范围内。在另外的实施例中,底表面上的锥形通道的开口的尺寸可以在大约7
‑
9mm的范围内,并且顶表面上的锥形通道的开口的尺寸可以在大约2
‑
3mm的范围内。在另外的实施例中,底表面上的锥形通道的开口的尺寸可以在大约8
‑
9mm的范围内,并且顶表面上的锥形通道的开口的尺寸可以在大约3
‑
4mm的范围内。指定尺寸可以涉及具有正方形截面的通道。
54.本发明的植入物提供优于现有技术中已知的植入物的若干优点。首先,由于植入物的“天然”通道用于注入和存储脂肪,并且特别地,不需要占据空间的结构,因此根据本发明的植入物可以仅使用一种材料来制造。一方面,这降低了不同材料之间污染的风险。另一方面,可避免与不同材料的股线/细丝之间的结合强度降低相关的问题,因为最终产品可由一种单一材料制造。使用一种单一材料且因此使用一种用于制造植入物的单一填充/打印图案减少了涉及制造的努力,因为使用fdm技术更容易打印所得到的结构。特别地来自患者角度的另一优点是,由于去除了从植入物移除结构以形成用于脂肪注入的空间的另外手术的需要,因此大大地有利于整个外科手术。因此,可以大大减小组织的创伤。在植入物已被插入患者中之后没有必须从植入物移除任何东西的事实还提供了更好的生物性能,因为再生的组织将不受干扰,使得被直接注入到在植入物中自然提供的通道中的脂肪将被良好地嵌入在再生的组织内。最后但不是最不重要的,通过将植入物的通道的内部结构调整到使用部位,可以找到最佳布局,其中通道会聚到植入物的表面上的期望点或区域,使得仅需要一个小切口用于两个手术(植入物插入和脂肪注入))。
55.现在将在下面的详细描述中描述本发明的另外的实施例。
附图说明
56.图1示出了在3d打印植入物的制造期间执行的步骤。
57.图2示出了3d打印植入物的示意性俯视图(右侧)和植入物内的通道的分离视图(左侧)。
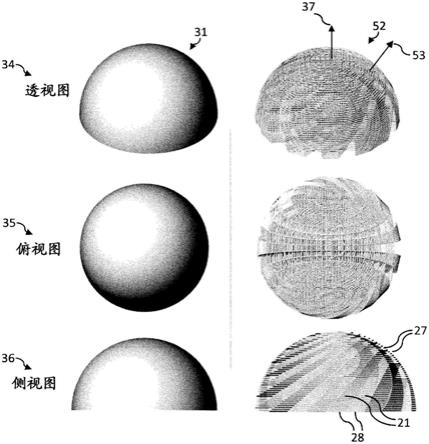
58.图3示出了植入物的一般示例性形式(左列)、示例性植入物(中间列)和根据具有内部通道的不同取向的各种实施例的植入物(右列)的各种视图。
59.图4示出了根据各种实施例的植入物的分离锥形通道的示意图。
60.图5示出了植入物的一般示例性形式(左列)和根据各种实施例的具有倾斜锥形通道的示例性植入物的不同视图。
61.图6示出了根据各种实施例的两种不同的植入物。
62.图7示出了根据3d打印制造的各种实施例的植入物的两个示例性层。
63.图8示出了根据本发明的方法的用于计算打印路径的建模空间。
64.图9a和9b示出3d模型的通道的集中(concentration)点的计算。
65.图10示出了将3d模型分割成层。
66.图11示出3d模型的层的填充。
67.图12a和12b示出了3d模型的边界区域的计算。
68.图13a示出了根据各种实施例的植入物的横截面侧视图。
69.图13b示出了根据各种实施例的包括倾斜/歪斜中空通道的植入物的横截面侧视图。
70.图13c示出了包括非倾斜/非歪斜通道的植入物。
具体实施方式
71.在图1中,概述了3d植入物16的打印过程的核心步骤。在第一步骤11中,使用计算机辅助设计(cad)软件来设计植入物16的3d模型10。在此阶段,3d模型10主要用于根据需要来设计植入物16的外部形状(例如,调整到用于特定患者的植入物的大小)。在第二步骤12中,使用填充软件将设计的3d模型分成许多层。第二步骤12可以被视为从理论连续3d模型10到连续3d模型的分层定义的转变。这些单独的层相对于它们的内部结构(即,用于层的3d打印的潜在填充图案)是如此远的未被限定。在第三步骤13中,基于分层3d模型生成制造输入。在此阶段,为3d模型10的每个层选择适当的填充图案。制造输入包括可由3d打印机读取的一组机器指令,通过该组机器指令可控制3d打印机的喷嘴15以便逐层打印最终植入物16。在第四和最后步骤14中,根据3d模型10制造呈植入物16的形式的3d“真实生活”对象(object)。3d植入物16通过在所有三个笛卡尔轴(x、y和z)上根据机器指令以协调运动来移动3d打印机的喷嘴15而被制造出,在表面上铺设合适的打印材料的连续层,直到对象从下向上被完全构建。通常,单独的层被制造成平行于xy平面。z轴是垂直轴,3d打印机的喷嘴15在完成一个层之后沿该轴移动,以便开始挤出后续层。在下文中,这三个轴的定义将在以下不失一般性的情况下使用。用于确定在何处挤出打印材料的挤压机和喷嘴15的动作和三维运动模式通过计算机数控(cnc)编程语言(通常为消费者和工业3d打印机中的g代码)来控制。
72.在图2中,示出了3d打印植入物的示意性俯视图(右侧)和植入物内的通道的分离视图(左侧)。在图的右侧的植入物16的俯视图中,可以看出,植入物16包括从植入物16的基部垂直延伸的若干通道21。通道21以网格图案布置。不位于植入物16的边缘处的通道21具有矩形形状。位于植入物16的边缘处的通道可以具有不同的形状,例如三角形形状,因为它们的壁中的至少一个是用于对植入物16的期望的外部形状进行建模的壁。进一步示出了一些通道21可以具有跨他们的横截面延伸的打印材料的细丝或条22。被示出为跨一些通道21的横截面延伸的细丝22可以例如被布置为对植入物16的期望的外部形状进行建模或者出于机械稳定性的原因被布置。
73.图2的左侧示出了植入物16的示意性通道21(用虚线圆圈标记),其中箭头30指示通道21的所提取的放大视图。通道21由堆叠在彼此的顶上的打印材料22的细丝或条形成。在此示例中,通道21具有四个壁,其中在通道21的任何层级处,层贡献两个平行条22到两个相对壁,条22具有特定厚度26(其可在整个植入物16中变化)。可选地,填充线可以具有在80μm和250μm之间(或者例如在100μm和200μm之间、或者例如在150μm和180μm之间、例如170μm)的平均厚度。通道21的长度24和宽度25由相应层的一对相邻条22的距离给出。然而,由于通道21的形状可以是任意的,并且特别地可以由外部参数(例如,稳定性和/或刚度)来限
定,所以不强制通道具有正方形(quadratic)或矩形形状。通道21还包括顶部开口27和底部开口28。在均匀(非锥形)的通道21的这个示例中,两个开口27、28是相等的。箭头23指示平行于z轴且垂直于单独层的打印方向。不同地,对于具有不偏斜或倾斜的均匀通道21的植入设计,打印方向与层彼此堆叠的方向一致。
74.在3d打印中,打印材料层堆叠在彼此的顶上。因此,创建孔度的最容易且最快的方式是在z方向上打印恒定通道,即,在通道的任何层级(高度)具有相同横截面的通道。在图1和2中示出了此类植入物配置。然而,根据本文提供的植入物的各种实施例,其架构使得植入物的通道朝向某一方向定向。这在图3中详细说明了,其示出了植入物的不同视图,其中透视图被示出在第一行34中,俯视图被示出在第二行35中,侧视图被示出在第三行36中。在左列中,示出了待制造的植入物16的投影形式31,例如如在cad软件中计划的。投影形式31可以关于美学方面而设计,并且主要描述待制造的植入物16的外部形式。在中间列中,示出了具有与投影形式31对应的形式并且具有均匀通道21的常规植入物32。通道21从植入物16的底表面朝向其上表面垂直延伸。在常规植入物32的透视图34中示出的第一箭头37表示打印方向。然而,在常规植入物的情况下,由第二箭头38描述的通道21的取向与打印方向一致(因此,在常规设计中,第一箭头37对应于第二箭头38)。也就是说,表示通道21的中心轴的第一箭头37与第二箭头38一致。从俯视图35可以看出,在常规植入物32中,顶部开口27覆盖通道21的底部开口28。
75.在右列中,根据各种实施例的植入物33被示出为具有对应于投影形式31的形式。如从不同视图可以看出的,通道21从植入物33的底表面延伸到其顶表面且倾斜/偏斜。换句话说,由第二箭头38表示的通道21的取向不与由第一箭头37表示的打印方向一致,使得表示打印方向的第一箭头37与表示通道21的取向的第二箭头38形成角度,其中角度不同于零。可以根据需要,即,根据脂肪注入的优选位置和/或根据植入物16的机械要求来选择通道的取向。如可以通过比较常规植入物32与根据各种实施例的植入物33的侧视图36来看出的,当从与打印方向对应的方向(即,第一箭头37)顶部观察时,后者的顶部开口27不覆盖通道21的底部开口28。
76.在图4中解释了根据各种实施例的植入物的进一步有利修改背后的想法。图4示出了形成通道21的打印材料22的条或细丝的设置,该通道21原则上与图2中所示的通道21类似。然而,图4中所示的通道21与图2中所示的通道21的不同之处在于,它是锥形通道,在所示的示例性实施例中,该锥形通道从其底部开口28朝向其顶部开口27会聚(converge)。由层的每个其他条22形成的四个壁中的每个壁向内倾斜,从而产生通道21的整体锥形形式。如图4中所示,会聚通道(但也是发散通道)可由其沿着由第一箭头37指示的通道21的取向的方向的横截面的变化来表征。锥形通道的取向可被限定为从通道21的横截面的中间点或中心点内插的线或轴。
77.图5示出了在左侧的植入物的投影3d形式31和在右侧的根据各种另外的实施例的对应植入物52的视图。与图3类似,透视图被示出在第一行34中,俯视图被示出在第二行35中,侧视图被示出在第三行36中。在左列中,示出了将从图3制造的植入物的投影3d形式31并将其再次作为示例。植入物52类似于图3的植入物33,因为其通道21也在与由第一箭头37表示的打印方向不一致的方向上倾斜或定向。
78.除了倾斜之外,通道21是锥形的,即,具有基于图4详细解释的形式。如从描述植入
物52的配置的不同视图可以看到的,通道21从植入物33的底表面延伸到其顶表面,并且它们的顶部开口27被聚焦朝向植入物52的顶表面的预定义区域(在该示例性场景中:右上角)。第三箭头53表示聚焦方向,并且可以对应于由两个点限定的轴:植入物52的底表面/层的中间和各个通道21的所有取向轴的交叉点。代替底表面/层,第一点还可对应于在植入物52的基部(即,底表面/层)上的植入物52的质心的投影。替代地或可选地,第一点可以是植入物的本体(bulk)体积内的任何点。根据期望的设计,第三箭头53实际上可以指向任何方向。
79.如上所述,图4中所示的植入物52的示例性实施例具有朝向植入物52的上表面上的预定义区域或方向会聚的定向孔/通道,这有利于外科医生的脂肪注入手术,并且允许患者仅在乳房上具有一个疤痕。这一点的原因在于,最常用的插入植入物的方法中的一者依赖于乳腺下切口。由于脂肪注入将在植入物插入之后几周之后进行,因此根据各种实施例的植入物,用于插入的切口也可以有利地用于脂肪注入。然后,在注入脂肪期间,定向通道21的图案可用作外科医生的引导。由于针将与通道21对准,因此植入物将不会被针本身损坏。
80.作为打印的多孔结构的植入物中定向孔/通道可以进一步有利地用于减小整个结构在打印方向上的硬度。取向角或会聚角,即,xy平面(打印平面)与取向方向或聚焦方向之间的角度,分别使得硬度可调谐。通常,会聚角越小,结构越软。该概念在图6中被进一步例示,其示出了具有锥形通道的第一植入物61和具有均匀通道的第二植入物62,两者都具有倾斜通道。如在先前的情况下,第一箭头37表示用于示例性植入物61、62的打印方向,并且被显示在第一植入物61上的第三箭头53指示各个通道的聚焦方向。如可从第三箭头53的取向推导出的,通道朝向植入物61的顶部中心聚焦。在第二植入物62中,第三通道53朝向植入物62的右侧定向。由于第二植入物61的会聚角度是比第二通道的会聚角度(其接近90
°
)小很多,因此从一个层到下一个层的横向移位以及因此从一个细丝到下一个细丝的横向移位在第二植入物62中是较大的。因此,第二植入物62中的细丝未被直接布置在彼此的顶上。与第一植入物61相比,该宏观效应导致更软的第二植入物62。
81.如上所述,根据各种实施例的植入物通过层的顺序打印来制造。在图7中,示出了示例性第一层71和示例性第二层72。在通过3d打印制造层71、72期间,根据预定义的填充图案76、77,以在起始点74和终点75之间的打印材料的线的形式打印每个层。如图所示,第一71包括第一填充图案76,第二层72包括第二填充图案77,两个填充图案76、77都具有之字形形状。起始点74和终点75在最终产品中不一定可见,并且在图7所示的示意图中被夸大以便于理解。每个层71、72的周界78由植入物的投影3d模型的分片(slice)确定。也就是说,每一填充图案76由周界78界定,使得当在打印过程期间制造的层堆叠在彼此顶部时,最终3d产品具有密切类似于所投影的3d模型的3d形式。位于相应层的周界78处的填充图案的部分被打印成使得它们跟踪周界78。层71、72的内部可以填充有可以根据边界条件(硬度、孔度、密度)选择的任何形状的填充图案。在3d打印机已经挤出第一层71的填充图案之后,喷嘴在第一层71的终点75处停止,喷嘴与打印平面之间的距离被更改(通常通过在由箭头73指示的方向上向上移动喷嘴),并且形成第二层72的填充层,其在第二层72的起始点74处开始。
82.在第二层72已经被打印在第一层71的顶部之后,在第二层上沉积第三层。第三层(图7中未示出)可以类似于第一层。如图7所示,未被布置在第一层71的周界78上的第一填
充图案76的材料线与未被布置在第二层的周界78上的第二填充图案77的材料线成角度布置。该布置产生位于最终植入物内的通道。定向通道和/或倾斜通道通过在期望的方向上逐渐地使填充图案76、77的内部结构移位而形成。例如,可以通过制造如图7中所示的第一层71并且然后将第三层的填充层的直条相对于第一填充层76向右移位而形成被定向到图7的右侧的通道,使得当从图7所示的角度从顶部观看时,第三层的填充图案的直条相对于第一填充图案的直条向右偏移。继续另一奇数编号层的过程导致如图3的右列中所示的植入物。如图4所示,可通过布置填充图案的打印材料线来形成锥形通道。
83.进一步提供了一种用于生成3d打印机的打印路径的方法,该3d打印机用于打印包括延伸穿过多孔对象的通道的多孔对象,诸如本文描述的3d植入物。多孔对象的通道由在多孔对象的制造期间打印的层所包括的孔形成。所生成的打印路径包括一组路径点,3d打印机的打印喷嘴沿着该路径点移动,以便将材料层逐个打印,以最终制造3d植入物。
84.在第一步骤中,根据各种实施例的用于生成打印路径的方法包括将多孔对象(3d对象)的3d模型分解成一组层,每个层包括在3d模型的对应高度处的3d模型的轮廓,该高度与打印方向对准。因此,第一步骤可以包括将3d模型填充到切片中,每个切片表示打印层。在打印期间,通过沿着打印路径从打印机的喷嘴挤出打印材料来制造每个层。通常,各个平面平行于打印表面,3d对象被打印在该打印表面上,该3d对象被假定为对应于xy平面。这些层是通过在被假定与z方向对应的打印方向上在彼此的顶上挤压打印材料来制造的。层的整体挤出通常以十字形图案发生,使得一个层的细丝以某一角度(最通常为90
°
)挤出到前一个层的细丝上。方法的与设计/计划阶段对应的该第一步骤的目的是生成层,每个层包含在3d模型的对应高度处的3d模型的轮廓。每个层的内部的结构是设计参数,并且可以根据相应应用的需要稍后选择。
85.在另一步骤中,该方法包括使一组层中的一个或多个层与一组填充线相交,其中用于每个层的填充线之间的距离被设置为对应于该层中的孔在垂直于填充线的方向上的尺寸。通过使层与该组填充线相交,该层被分割成条带,其中两个相对侧简单地对应于两个相邻填充线的部分,并且另两个相对侧表示该层的轮廓的部分。填充线优选地对应于在打印过程期间挤出的材料部分的表示。表示层的轮廓的部分的两个相对侧可以在打印过程期间通过直线来近似,其中直线在条带的对应边缘之间延伸。在一些实施例中,填充线可以是等距的,因此导致层内的均匀尺寸的孔。
86.在方法的另一步骤中,基于该组填充线与对应层的轮廓之间的交叉点,为一个或多个层(其在先前步骤中已被预先切片)形成打印路径。在该意义上,填充线也可以被称为搜索线,因为它们被用于搜索其与层的轮廓的交叉点。优选地,给定层的打印路径可以由以如下的顺序布置的交叉点组成,即,在3d对象的打印期间,喷嘴将沿着打印路径以曲折的方式从一个交叉点移动到下一个交叉点,并且从层起始点连续地挤出打印材料到层的终点。应注意的是,例如,如图7中所示,虽然相应的层基本上包括轮廓并且所计算的交叉点全部位于该层的轮廓上,但是基于所计算的交叉点而被挤压的3d对象的材料层可以包括该层的轮廓的间歇表示和包括打印材料的直线(其对应于填充线)的填充。然而,与图7中所示的层相反,层的轮廓的间歇表示的部分也可以通过直线而不是弯曲或弓形线来近似,以便简化通常以直线移动的3d打印机喷嘴的打印路径。
87.在该方法的另一步骤中,关于位于到目前为止(先前)所处理那些层上并且使用该
组填充线用于该目的的一个或多个层来执行先前的两个步骤(即,填充层和形成打印路径),该组填充线以与已经用于到目前为止(先前)所处理的层的一组填充线成角度(优选地以90
°
)被布置。将3d对象的层分成两批层反映了打印过程的纵横交叉点性质。注意,纵横交叉点图案通过以下来形成:在第一方向上重复地沉积一个或多个(a)填充线,然后在另一方向上沉积一个或多个(b)填充线,其中该另一方向以与第一方向成优选90
°
的角度定向,然后通过重复该过程至少一次,优选多次。以此方式,通过调整每一批中的层的数目,孔的壁的高度可从一层改变到下一层。在a=b的特殊情况下,纵横交叉点图案由3d模型的填充图案形成,其中每隔一条填充线在第一方向上定向,其中单个填充线布置在与第一方向不同的第二方向之间并且在第二方向上定向(例如,参见图7)。在第二方向与第一方向成90
°
的情况下,当平行于打印方向观看时,每个通道具有正方形横截面。例如,第一批层可以包括具有奇数数目的3d对象的层,从3d对象的第一层(底层)开始。对于第一批层,填充线可以平行于坐标系的x轴,在该坐标系中,要打印的3d对象的3d模型被处理/表示的。第二批层可以包括具有偶数数目的3d对象的层,从3d对象的层第二层开始。在矩形孔的情况下,用于填充第二批层中的层的填充线可以平行于坐标系的y轴,在该坐标系中,要打印的3d对象的3d模型被处理/表示的。在锥形通道的情况下,根据通道是否会聚(例如,如图4、5和6中所示)或发散,填充线之间的距离从一个层到下一个层变得更小或更大。
88.根据该方法的另外的实施例,在恒定通道的情况下(例如,参见图3),线之间的距离对于所有层可以是相同的。
89.根据方法的另外的实施例,用于一批层中的层的一组线中的第一线可相对于用于相邻层的一组线中的第一线横向偏移。这也可以是用于相邻层的组中的所有其他线的情况。第一填充线在相应层中的位置可对应于3d模型的边界平面与嵌入有层的平面之间的相交线。3d模型可由三个边界平面界定,其中一个平面可对应于其中嵌入有3d模型的底层的平面。例如,当在3d模型表示坐标系中的xz平面中观看时,3d模型的限制(confining)区域的横截面形状可以是三角形的。
90.根据另外的实施例,该方法还可以包括针对确定用于3d模型的限制区域的步骤。因此,该方法还可以包括使多孔对象的3d模型的表示与平面相交以形成工作平面并且在工作平面中执行后续步骤。例如,在不失一般性的情况下,工作平面可以对应于3d模型表示坐标系中的xz平面,其中坐标系的原点位于3d模型的质量中心在3d模型的底表面或底层的中心的投影处。该方法还可以包括指定在第一高度处的层中的第一孔的孔尺寸,优选地在由第一线段(位于工作平面中)表示的3d模型的基部(底表面)处。该方法还可以包括指定在由第二线段(其也位于工作平面中)表示的3d模型的第二高度处的多孔对象的(不同)层中的第二孔的孔尺寸,第一孔和第二孔属于相同的通道。第一孔和第二孔的孔尺寸可以对应于用于填充相应层的线之间的距离。该方法还可以包括通过连接第一和第二线段的左端点来计算第一取向线,以及通过连接第一和第二线段的右端点来计算第二取向线。方法可进一步包括计算第一取向线与第二取向线的交叉点。该交叉点对应于在非恒定通道(即,发散或会聚通道)的情况下与相应孔相关联的壁的会聚点。会聚点位于用于会聚通道的xy平面上方或用于发散通道的xy平面下方,其中3d模型的基部或底表层嵌入在xy平面中。方法还可以包括选择与第一取向线和第二取向线中的一者相对应的主取向线,其具有到3d模型的基部的中心或者到3d模型的基部上的质心的投影的较小距离。该方法还可以包括改变主取向
线的斜率以确定第一边界线和第二边界线,两者都运行通过交叉点(会聚点)并且与3d模型相切。第一边界线和第二边界线均可扩展到相应的边界平面(切向平面),该边界平面与xz平面成角度地(例如垂直)布置。最后,该方法可以包括限制该区域,其中,层的轮廓与一组填充线之间的交叉点被确定为由包括该相应层的平面与第一和第二切向平面之间的交叉点所界定的区域。
91.在下文中,将描述方法的示例性实施例。在图8中,在建模空间80中示出了3d模型81。在该示例中,3d对象81由半球建模。通常,3d模型o={g}由一组几何函数g组成。建模空间80包括3d模型表示坐标系,其原点84位于底层的中心处或位于与3d对象81的质心在其基部上的投影相对应的点处。3d模型81的基部或底表面位于xy平面(由坐标系的x轴和y轴限定)中,其未在图8中明确示出。示出方向向量(也具有参考编号85),其表示通道的倾斜/偏斜方向,并且是可由用户提供的参数。3d打印的自下而上的组装方法主要考虑在坐标系的xy平面中沿着x轴和y轴的垂直和水平沉积。因此,方向向量被投影到xz平面82(由坐标系的x轴和z轴限定)上并且被投影到坐标系的yz平面83(由坐标系的y轴和z轴限定)上,使得两个所得方向向量(也具有参考编号86)和(也具有参考编号87)分别是针对垂直和水平沉积的通道的投影方向向量。以下描述将集中于层的制造,其中内部支架包括平行于y轴挤出的打印材料股线(strand)。相同的过程可以用于包括沿着x轴布置的挤出材料的路径的平面。
92.除了关于3d模型81的外部形状、通道方向向量的用户定义的几何信息{g}之外,本方法可以从用户接收以下输入参数:
93.d
n
:3d打印机的喷嘴的直径,
94.lt:层厚度,即,由喷嘴沉积的材料的股线的厚度,其中边界条件lt<d
n
,
95.pore
b
:3d模型81的基部处的孔尺寸,
96.pore
u
:在用户定义的高度h
u
处的孔尺寸,
97.h
u
:用户定义的高度,在该高度处指定孔尺寸pore
u
。
98.用户定义的参数的至少一个子集可以用于计算限定3d模型81的通道的壁的会聚点。这将基于图9a和9b来解释,图9a和9b分别示出了用于在来自图8a的坐标系的xz平面中的会聚通道和发散通道的场景。基于输入数据,使用算法来确定通道是否会聚或发散。pore
b
由第一线段91表示,其中其端点中的一者对应于坐标系的原点84。pore
u
由在用户定义的高度92处的第二线段93表示。3d模型81的总高度对应于第二高度94。pore
b
和pore
u
可以涉及3d模型81的同一通道,其中,在xz平面82中,第二线段93相对于第一线段91的位置可以从方向向量85导出。一般而言,线性相关存在于对应孔的孔尺寸pore
u
与高度h
u
之间。通道(或其壁)的会聚点97通过连接第一线段91和第二线段93的左端点来计算第一取向线96并通过连接第一线段91和第二线段93的右端点来计算第二取向线95而确定。如图9a和9b所示,方向向量85位于第二取向线95上。第一取向线96和第二取向线95对应于通道的壁的一维表示。通过计算第一取向线96与第二取向线95的交叉点,获得壁的会聚点97。取决于会聚点97相对于3d模型81的位置,即,会聚点97是否位于3d模型81上方且因此位于xy平面上方,如图9a中所示,或者位于3d模型81下方且因此位于xy平面下方,如图9b所示,算法可确定通道是
否会聚或发散。应注意,在恒定通道的情况下,第一和第二线段96、95是平行的,并且方向向量85对应于表示恒定通道的取向的第二箭头38(参见图3)。
99.在已经确定了通道的性质之后,将图10中所示的多孔对象的3d模型81分解成一组层101,每个层包括在3d模型的相应高度处的3d模型的轮廓。在半球形式的3d模型81的示例中,每个层101对应于平行于坐标系的xy平面布置的盘,并且每个层可以在打印期间通过喷嘴的纯二维移动而被挤出。
100.在图11所示的下一步骤中,为每个层101确定打印路径。这是通过使每个层101与一组填充线102交叉点来完成,其中用于每个层101的填充线102之间的距离103被设置为对应于该层101中的孔在垂直于填充线的方向上的尺寸。例如,对于在用户定义的高度h
u
处的层(参见图9a和图9b),填充线102之间的距离103将对应于孔径pore
u
。打印路径基于该组填充线102与层101的轮廓之间的交叉点104来确定。打印路径105的分段(section)在图11中指示。打印路径由有序的交叉点104的组形成,其中交叉点104如由形成打印路径105的箭头所指示的那样布置(即,第n填充线的下部交叉点104
‑
>第n填充线的上部交叉点104
‑
>第(n+1)填充线的上部交叉点104
‑
>第(n+1)填充线的下部交叉点104)。
101.更详细地,3d对象81被呈现为s个层101的组,{l
s
}
s=1,
…
,s
,并且在h
s
的相应高度处的每个层l
s
包含几何信息g,主要是层的轮廓的形式(圆形、椭圆形等)。每个层l
s
可以被定义为轮廓的组每个轮廓是闭合曲线,其表示3d模型81在相应层l
s
的层级处的外部边界。在层s之上的打印材料的沉积由优选平行填充线表示。如已经提到的,填充线之间的距离被设置为对应于在相应高度h
s
处的相应层中的孔的尺寸。第一线的起始位置可由切向平面与嵌入有相应层的平面的相交线限定。稍后将更详细地解释该方面。如已经解释的,通过以有序的方式布置交叉点104来自针对3d打印的路径计划生成有序的点的组这些点形成3d打印机的喷嘴在3d打印期间遵循的打印路径。
102.在非恒定通道(即,会聚或发散通道)的情况下,孔的尺寸从一个层到下一个层逐渐变化。同时,也在恒定通道的情况下,孔的数目针对所有层l
s
是相等的。
103.填充线102的数目应该尽可能小,以便减少所需的计算时间。为了这样做,可以例如通过计算两个边界平面来限制填充线102被布置在其中的相关区域。在图12a和12b中解释了边界面的计算,其中图12a示出了针对发散通道的场景,图12b示出了针对恒定通道的场景。计算是基于图8中所示的3d模型81的表示。首先,通过将会聚点97的点扩展到平行于xy平面120或优选在xy平面120中的线来计算旋转轴121。以类似的方式,可以基于方向向量85形成方向平面122,其中方向平面122垂直于xz平面82。通过改变第二取向线95的斜率(即,方向向量85的延伸),同时保持第二取向线95锚定在会聚点97处,可确定具有负斜率的第一边界线和具有正斜率的第二边界线(两者都与3d模型81相切)。第二取向线95围绕会聚点97的倾斜/旋转对应于方向平面122围绕旋转轴121的倾斜/旋转121。对应的第一边界平面123和第二边界平面124可以通过将第一边界线和第二边界线扩展到垂直于xz平面82的平面中来确定。边界平面123、124都与3d模型81相切。然后,边界平面123、124用于限制在其中确定交叉点104的区域。该区域可由包括该相应层101的平面与第一和第二切向平面123、
124之间的相交线界定。这些相交线中的任一者可被用作给定平面101的第一填充线用于其他层101的第一填充线可对应于相应层101的平面与第一和第二切向界定平面123、124中的相同者之间的相交线。用于3d模型81的底层的相交线在图12a中被示出为与xz平面82垂直并正运行通过第一边界点125(x
min
)和第二边界点126(x
max
)的线。第一边界点125和第二边界点126对应于xy平面120与第一边界线和第二边界线之间的交叉点。
104.针对会聚通道的场景类似于图12a中所示的,主要不同之处在于旋转轴121未被布置在xy平面120下方,而是在xy平面120上方。因此,第一和第二边界平面123、124的斜率是反相的,即,第一边界平面123的斜率是正的,第二边界平面124的斜率是负的。在恒定通道的情况下,在因为描述通道的取向的方向向量85而因此不存在集中点97的情况下,第一边界线和第二边界线是平行的,第一边界线和第二边界线(以及对应的第一和第二边界平面123、124)通过第二取向线95的平移获得,直到其变得与3d模型81相切。
105.可以通过首先计算第一层(底层)中的孔数目n来定义在任何第s层101处的孔尺寸pore
s
:
106.n=(x
max
‑
x
min
)/pore
b
107.然后,通过使用所计算的孔的数目n,其中由于一致性的原因对于3d模型的所有层保持恒定,可以确定第s层处的孔尺寸pore
s
:
108.pore
s
=(x
max
‑
x
min
)
s
/n
109.图13a示出了根据各种实施例的用于插入患者中的植入物1330的横截面侧视图。
110.植入物1330包括三维(3d)打印结构的层101。每个层101包括三维打印结构的填充图案(如结合图7所描述的)。每个层的填充图案包括一组填充线102。植入物1330还包括多个中空通道21。层101被布置在彼此的顶上,使得多个中空通道21形成在植入物1330内。每个通道21的壁134由打印的层结构中的多个层的填充线的分段形成。至少一个中空通道(21)在植入物的第一外表面138与植入物的第二外表面139之间延伸。至少一个中空通道(21)在相对于与植入物的第一外表面垂直的参考轴137倾斜的方向(53)上定向。
111.植入物的第一外表面138可以是植入物的最大平面(平坦)表面。例如,第一外表面138可以是植入物的最平坦表面和/或具有最小曲率量的表面。第一外表面138可以是底表面,其可以是在插入患者之后的植入物的面向或者最靠近患者的胸壁的表面。植入物的第一外表面可以平行于由三维(3d)打印结构的第一层(或一个或多个层)形成的二维(x
‑
y)平面。图13a的横截面侧视图可以来自与第一外表面138垂直(即,与x
‑
y平面垂直)的横截面。
112.另外,或可选地,第二外表面139可以是到第一外表面138的非重合(例如,非相交)表面。第二外表面139可以是植入物的侧表面或植入物的顶表面。可选地,植入物的第一外表面138和第二外表面139可以是相对面向的表面。例如,植入物的第一外表面可以是底表面,第二外表面可以是顶表面。可选地,第二外表面139可以是植入物的弯曲表面。通道21(或通道21的突出部或延伸部)可终止于第二外表面139处,限定通道21与第二外表面139之间的交叉点。在通道21与第二外表面139之间的交叉点处的切向平面可以不平行于x
‑
y平面。
113.倾斜
‑
参考角度α可以被定义为参考轴137与通道21的中心纵向轴141之间的角度。参考轴137可以垂直于层的x
‑
y平面(例如,垂直于大多数层,例如垂直于多于50%的层)。例
如,参考轴137可以平行于z轴。例如,参考轴137可以垂直于由植入物的第一外表面138形成的平面。在植入物1330的横截面侧视图中,倾斜
‑
参考角度α可以在10度与85度之间(或例如在45度与85度之间),横截面侧视图垂直于x
‑
y平面。
114.通道21的中心纵向轴141可以是中心纵向对称轴,其可以是位于形成通道21的壁134的填充线的中点处的直线。可选地,在非锥形通道的情况下,中心纵向轴141可以平行于通道21的壁134中的每一个。
115.至少一个中空通道21(例如,一个或多个中空通道21)在植入物的第一外表面138与植入物的第二外表面139之间延伸。可选地,多于30%(或例如多于50%、或例如多于80%、或例如每一个)的中空通道21在第一外表面138与第二外表面139之间延伸。“在第一外表面138与第二外表面139之间延伸”可以被理解为包括即使通道21不直接在表面处终止的示例。例如,“在第一外表面138与第二外表面139之间延伸”可以包括其中通道21在到达第一外表面138和第二外表面139之前终止(一个或多个层)的示例,换句话说,通道21的开口不一定形成在植入物的最外层处。在一些示例中,可能的是,通道21包括偏斜(倾斜)部分和至少一个非倾斜部分。通道21的非倾斜部分可以是平行于参考轴的部分(例如,倾斜
‑
参考角度为零)。例如,(第一)非倾斜部分可以具有在植入物的第一外表面处的开口。通道21的倾斜部分可位于第一非倾斜部分与可选的第二非倾斜部分之间,该第二非倾斜部分具有在植入物的第二外表面处的开口。通道21的非倾斜部分可以由在植入物的第一外表面或植入物的第二外表面处的植入物的最外层中的一个或多个(例如,多个)形成。
[0116]“在第一外表面138与第二外表面139之间延伸”还可以包括示例,其中通道的至少一个端部终止于植入物的最外层。例如,通道21可从第一外表面138完全延伸至第二外表面139。例如,通道21源自第一外表面138并终止于第二外表面139。可进一步理解,并非所有中空通道21源自第一外表面138并终止于第二外表面139。例如,可能的是,位于植入物的一侧的通道21中的一些(或通道的外推(extrapolation))并不源自第一外表面138。
[0117]
多个中空通道中的至少10%(或例如至少20%、或例如至少30%、或例如至少50%、或例如全部)的中空通道可相对于参考轴倾斜相同的倾斜
‑
参考角度。具有相同倾斜
‑
参考角度的中空通道可在相同方向上对准,且倾斜
‑
参考角度的大小可相同。替代地或可选地,多于两个中空通道(或例如,多于3个中空通道、或多于5个中空通道)可相对于参考轴倾斜相同的倾斜
‑
参考角度。在倾斜的恒定通道的情况下,倾斜
‑
参考角度对于每个通道可以是相同的。换句话说,植入物中的所有中空通道可彼此平行,忽略由于制造缺陷造成的偏差。
[0118]
可选地,至少一个中空通道(或例如一个或多个或所有中空通道)可以是锥形通道。可选地,多个中空通道可以在植入物的第一外表面处或在第二外表面处朝向预定义区域会聚。在一些实施例中,预定义区域可以是直接位于植入物的第一外表面上或直接位于第二外表面上的会聚点。替代地,预定义区域可以是位于植入物的第一外表面之外(外部)或第二外表面之外(外部)的会聚点。换句话说,会聚点可位于植入物外部(如结合图9a和9b所描述)。
[0119]
图13b示出了根据各种实施例的包括倾斜/偏斜中空通道的植入物1330的横截面侧视图图示。
[0120]
三维(3d)打印结构的层可以包括第一批层和第二批层。第一批层可以包括三维
(3d)打印结构的层中的奇数编号层,第二批层可以包括三维(3d)打印结构的层中的偶数编号层。
[0121]
第一批层的填充线可以在第一方向上定向,第二批层的填充线可以在不同于第一方向的第二方向上定向。第一批层的中的奇数编号层的填充图案的部分可相对于第一批层中的第一填充层的填充图案的部分移位。附加地或可选地,第二批层中的偶数编号层的填充图案的部分可以相对于第二批层中的第一填充层的填充图案的部分移位。
[0122]
3d打印结构的多个层中的每个奇数编号层可包括第一填充线102
y1
和第二填充线102
y2
,第一填充线102
y1
和第二填充线102
y2
可平行于且直接邻近奇数编号层的第一填充线102
y1
。举例来说,奇数编号层可指代层1、层3、层5等,或大体上由公式层n+2*(t)表示,其中t为大于或等于0的整数。例如,t可以是但不限于30与200之间的整数。如图13a所示,任意第一奇数编号层(层1)可以是层,其中n=1,并且t=0。第一奇数编号层可以是但不限于在植入物的第一外表面处的最外层。
[0123]
横向孔尺寸(pore1)可以是第一奇数编号层(层1)的第一填充线102
11
与第一奇数编号层的第二相邻(紧接着的)填充线102
12
之间的距离103。距离103可以在与第一奇数编号层的第一填充线102
11
的中心纵向轴131和/或第一奇数编号层的第二填充线102
12
的中心纵向轴132垂直的方向(x方向)上测量。第一奇数编号层的第一填充线102
11
的中心纵向轴131可以是与第一奇数编号层的第一填充线102
11
的长度平行(例如,与y轴平行)的轴。第一奇数编号层的第二填充线102
12
的中心纵向轴132可以是与第一奇数编号层的第二填充线102
12
的长度平行的轴。
[0124]
横向偏移值ov可以被定义为第一奇数编号层的第一填充线的中心纵向轴131与第二奇数编号层(例如,层n+2=3)的第一填充线102
31
的中心纵向轴133之间的最小距离。第二奇数编号层的第一填充线102
31
的中心纵向轴133可以是与第二奇数编号层的第一填充线102
31
的长度平行(例如,与y轴平行)的轴。横向偏移值ov可以是在与层平行(例如,与x轴平行)的水平方向上测量的。
[0125]
横向偏移值ov可大于零且小于第一层(层1)的第一孔的孔尺寸,103(或pore1)的50%(或例如小于30%、或例如小于10%、或例如小于5%、或例如小于1%),忽略由于制造缺陷引起的偏差。
[0126]
可以布置通道21的多个奇数编号层的填充线102,使得形成中空通道21的壁1341的部分的奇数编号层(例如,层1)的填充线102
11
的部分可相对于形成同一中空通道21的同一壁1341的部分的邻近奇数编号层(例如,层3)中的最接近(最靠近)的平行填充线102
31
偏移横向偏移值ov。通过示例的方式,n+2*(1)层的填充线的部分可以相对于n层中的最接近(或最靠近)的平行填充线偏移横向偏移值ov。随后的奇数编号层n+2*(2)可以相对于n+2*(1)层中的最接近的平行填充线偏移相同的横向偏移值。在恒定通道的情况下,横向偏移值对于植入物中大于80%的层可以是恒定的(或相同的),忽略由于制造而引起的偏差。
[0127]
形成同一中空通道的同一壁的填充线的所有部分可具有相对于形成该壁的第一层的填充线的累积(求和)横向偏移值。在恒定倾斜通道的情况下,累积横向偏移值可以是紧接着的奇数编号层之间的横向偏移值的倍数。例如,壁1341的n+2*(t)层中的第一填充线可以具有相对于壁1341的第一层中的第一填充线102
11
((t
‑
1)*ov)的累积横向偏移值。仅对于大于2的整数值,即,对于奇数编号层7、9和向前,填充线可以被布置成使得((t
‑
1)*ov)的
累积横向偏移值可以大于或等于第一层的第一孔的孔尺寸103(或pore1)。在这种情况下,t可以是但不限于值,诸如2<t<8或例如4<t<20。换句话说,对于小于或等于2的t的值,累积横向偏移值((t
‑
1)*ov)可以小于孔尺寸103(或pore1),忽略由于制造而引起的偏差。替代地或可选地,在倾斜
‑
参考角度非常小(例如小于5度)的情况下,即使对于大于2的t的整数值,((t
‑
1)*ov)的累积横向偏移值可以小于孔尺寸103。
[0128]
在植入物的顶表面与植入物的底表面之间延伸的倾斜通道21的壁1341可由来自每一奇数编号层的填充线102的部分组成。壁1341可由通道21中的多个奇数编号层的填充线形成,使得奇数编号层(例如,层1)的填充线102
11
的部分和相邻(或紧接着的)奇数编号层(例如,层3)的最接近(最靠近)的平行填充线102
31
的部分形成同一中空通道21的同一壁1341的部分。类似地,相邻(或紧接着的)奇数编号层(例如,层5)的平行填充线102
51
的部分形成同一中空通道21的同一壁1341的部分。
[0129]
中空通道的任何壁可由形成植入物的层的布置中的每隔一层的分段形成。中空通道21的第一壁1341可由奇数编号层的第一填充线的部分形成。中空通道21的第二壁1342可由奇数编号层的第二填充线的部分形成。第二壁1342也可以是第二相邻(直接相邻)中空通道的壁,其在倾斜恒定通道的情况下可以平行于第一中空通道。
[0130]
3d打印结构的多个层中的每个偶数编号层(例如,层2、4、6
…
2*t)可包括第一填充线和第二填充线,第一填充线和第二填充线可平行于直接邻近偶数编号层的第一填充线。中空通道21的第三壁可由偶数编号层的第一填充线的部分形成。中空通道21的第四壁可由多个层中的偶数编号层的第二填充线的部分形成。
[0131]
在一些其他示例中,第一奇数编号层的第一填充线102
11
与第二奇数编号层的第一填充线102
31
之间的横向偏移值在第一奇数编号层的第一填充线102
11
与第一奇数编号层的第二相邻填充线102
12
之间的距离的50%与100%之间(例如,在55%与95%之间)。对于大于或等于2的t的值,奇数编号层(例如,n+2*t层)的第一填充线102与第一奇数编号层的第一填充线102
11
之间的累积横向偏移值可以大于第一奇数编号层的第一填充线102
11
与第一奇数编号层的第二相邻填充线102
12
之间的距离。
[0132]
可以理解,术语“奇数编号层”和“偶数编号层”可以指单个(即,一个)层,或其也可分别指“一组奇数编号层”和“一组偶数编号层”。换句话说,术语“奇数编号层”可指一组奇数编号层内的一个或多个层。同样地,术语“偶数编号层”可指一组偶数编号层内的一个或多个层。
[0133]
可以理解,结合图1至图12b的实施例描述的植入物的特征(3d打印结构的层、填充图案、填充线、多个中空通道、通道的壁、奇数编号层、偶数编号层)也可以应用于图13a和13b的植入物。
[0134]
图13c示出了相对于打印方向未倾斜的通道的示例。如图13c所示,横向偏移值为零。
[0135]
本领域技术人员将容易理解,本发明很好地适用于执行对象并获得所提及的结束和优点以及其中固有的那些。此外,对于本领域技术人员将显而易见的是,在不脱离本发明的范围和精神的情况下,可以对本文所公开的本发明进行不同的替换和修改。本文所述的组合物、方法、过程、处理和具体化合物目前代表某些实施方案,因此是示例性的,并不旨在作为对本发明范围的限制。本领域技术人员将想到本发明的精神内包括的变化和其他用
途,本发明的精神由权利要求的范围限定。在本说明书中,先前公开的文档的列表或讨论不一定被认为是该文档是本领域的一部分或者是公知常识的确认。
[0136]
本文中说明性地描述的本发明可以适当地在本文未具体公开的任何元素或元素、限制或限制不存在的情况下实践。因此,例如,术语“包括”、“包含”、“含有”等应被广泛地且非限制性地读取。另外,本文中所使用的术语和表达已被用作描述而非限制的术语,并且不旨在使用这些术语和表达排除所示出和描述的特征的任何等同物或其部分,但是应认识到,在所要求保护的本发明的范围内,各种修改是可能的。因此,应当理解,尽管本发明已经由示例性实施例和可选的特征具体公开,并且本文中体现的本发明的修改和变化可以由本领域技术人员采取,并且这些修改和变化被认为在本发明的范围内。
[0137]
本发明在本文中被广泛地和一般性地描述。落在一般公开内的较窄种类和子通用分组中的每一个也形成本发明的一部分。这包括本发明的一般描述,其中条件或负面限制从属中移除任何主题,而不管被切除的材料是否在本文中被具体地叙述。
[0138]
其他实施例在所附权利要求内。另外,在根据马库什组来描述本发明的特征或方面的情况下,本领域技术人员将认识到,本发明也由此根据马库什组的任何单个成员或成员的子组来描述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1