用于无醛纤维板生产的纤维预加热风选系统的制作方法
1.本发明涉及无醛纤维板生产技术领域,尤其涉及一种用于无醛纤维板生产的纤维预加热风选系统。
背景技术:
2.在人造板材料中,中密度纤维板以其结构的均匀性的特点,成为了市面上较为主流的装修人造板材。随着下人们对环保要求越来越迫切,对纤维板零甲醛要求越来越多,促使纤维板往无醛方向发展。目前国内外无醛纤维板主要添加mdi胶,但因其热固特性,在热压过程中,存在传热难,生产效率低的问题。现有的无醛板生产所使用的风选系统所使用的风均为内循环风,即吹入纤维输送管道内的风通过循环风管再次输送到纤维输送管道内,而在纤维中添加mdi胶后,因mdi胶粘性强、比重大等特性,纤维的分离度差,造成较多细小纤维混在从纤维输送管道回到回风管的风中,又因风选系统的特殊管道结构,造成了细小纤维极易粘附在风选管道的转弯处及变向处,从而引起风选管道的严重堵塞等问题,造成风选效果失效,影响板材质量,而且给后续生产及清理带来了极大的困难,不可避免造成清理成本及停机时间成本,大大降低了风选的效率和生产的效率。
3.并且在纤维板生产过程中,铺装预压成型的板坯输送到热压机中,依次完成高压、高压卸压、低压补压、中压保压、卸压一系列时间段的热压工艺过程,利用高温和高压,使板坯内部水分蒸发、胶黏剂固化、板坯密实,使原料中各成分发生一系列的物理化学变化,压制成符合质量要求的成品板。热压工艺对纤维板质量及产量有着重要影响,国内外众多厂家对纤维板的热压工艺都进行了大量深入地研究,推动着热压工艺技术不断成熟。
4.目前,生产纤维板的热压工艺设备主要有多层热压机和连续平压热压机,而通过对纤维板热压工艺的分析,不管是多层热压机还是连续平压热压机,板坯的成型工艺是一样的,只是执行方式不同,并且影响板坯质量的几个因素也一样,主要有压力、温度、时间、含水率、胶黏剂等。由于低含水率板坯的导热系数低,为了保证板坯芯层的胶黏剂能够达到良好的固化温度,工艺曲线中的低压区要延长,即生产时不得不采用较长的热压时间,时间越长能源的消耗越多,生产能力降低越多,生产成本就越高。为了降低能耗、减少热压时间,国内外进行了大量的板坯预热方式研究,目前主要有以下几种方式:喷蒸式板坯预热系统、皮带机式板坯预热系统、微波箱式板坯预热系统。
5.喷蒸式板坯预热系统方式主要是加湿效果好,板面质量好,但预热效果不明显;皮带机式板坯预热布置在铺装预压之后,这种方式对汽热控制要求较高,参数设置不合适对板面质量有较大影响,而且能耗也高,设备投资较大;微波箱式板坯预热系统布置在铺装预压之后,板坯通过运输机进入微波箱的加热箱体时,经微波加热达到需要的温度。但这种预热方式的纤维含水率对微波加热影响很敏感,控制不当时存在预热温度不均匀、温度超标等缺陷,控制要求高且投资大,目前国内纤维板行业几乎没有应用。
技术实现要素:
6.为了克服上述现有技术的不足,本发明提供了一种用于无醛纤维板生产的纤维预加热风选系统,能够加热纤维以提高板坯芯层的温度,减少热压时间,提升生产效率。
7.本发明解决其技术问题所采用的技术方案为:一种用于无醛纤维板生产的纤维预加热风选系统,包括沿纤维的输送方向依次设置的纤维仓、打散辊、落料箱和风选组件,所述纤维仓连接有补风风管,所述落料箱连接有纤维吹散风管,所述风选组件的输出端连接有纤维输送管,所述补风风管和/或所述纤维吹散风管连接有加热组件。
8.进一步地,所述加热组件为换热器,所述换热器上连接有导热油进油管以及导热油出油管。
9.进一步地,所述导热油进油管或所述导热油出油管上设置有流量调节阀。
10.进一步地,所述纤维吹散风管上设置有第一风机。
11.进一步地,所述补风风管上设置有第二风机。
12.进一步地,所述风选组件上设置有循环风管,所述循环风管上设置有第三风机。
13.进一步地,所述风选组件包括倾斜设置的风选箱,所述风选箱的上端与所述纤维输送管以及所述循环风管连接,所述风选箱的下端设置有杂物排出口。
14.进一步地,所述风选组件还连接有板坯热压组件,所述板坯热压组件包括铺装辊组、均平辊及成型运输机,所述铺装辊组设置在所述风选箱与所述成型运输机之间,所述均平辊设置在所述成型运输机的上方。
15.本发明的有益效果有:本发明的纤维预加热风选系统在补风风管和/或纤维吹散风管连接有加热组件,通过补风风管和纤维吹散风管加热纤维仓和落料箱内的纤维进而提高板坯芯层的温度,并且先加热纤维的温度,进而能够保证板坯芯层的温度高于表层的温度,从而减少热压时间,提高生产效率,在生产中厚板和冬天生产时效果更加显著,并且本发明能够直接均匀第加热纤维,易于控制,本发明的加热组件能够直接设置在补风风管和/或纤维吹散风管的进风口上,降低了设备改进成本。
附图说明
16.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
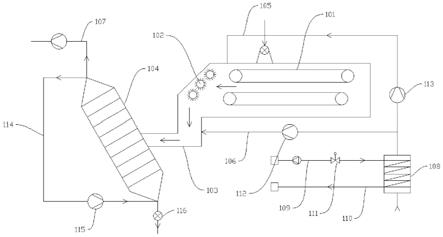
17.图1是本发明实施例的纤维预加热风选系统的结构示意图。
具体实施方式
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
19.参照图1所示的用于无醛纤维板生产的纤维预加热风选系统,其包括沿纤维的输送方向依次设置的纤维仓101、打散辊102、落料箱103和风选组件104,具体的,该风选组件104可以采用本行业内的常规结构,所述纤维仓101连接有补风风管105,并且补风风管105上设置有第二风机113,落料箱103连接有纤维吹散风管106,并且纤维吹散风管106上设置有第一风机112,而风选组件104的输出端连接有纤维输送管107,并且补风风管105和/或纤
维吹散风管106上连接有加热组件108,具体的,所述加热组件108可以是换热器,并且换热器上连接有导热进油管和导热出油管,导热进油管和导热出油管均连接有外置的热油泵,通过换热器将进入补风风管105和/或纤维吹散风管106的空气加热,进而达到加热纤维的效果;而在另外一些实施例中,补风风管105和纤维吹散风管106均连接有加热组件108,即补风风管105与纤维吹散风管106分别往纤维仓101和落料箱103内吹入新鲜热风,进一步提升加热纤维的效果,在本实施例中,补风风管105与纤维吹散风管106共用一段进风管,加热组件108设置在该进风管上;而在另外一些实施例中,还可以在进风管上设置有三通阀或流量阀进而控制补风风管105与纤维吹散风管106的进风量,使得整个系统能够根据实际情况调节进风量,使得纤维加热直接均匀,易于控制加热温度。
20.在一些实施例中,所述导热油进油管109或导热油出油管110上设置有流量调节阀111,通过流量调节阀111调节导热油的流量,进而控制从补风风管105和/或现为吹散风管处进入的热风温度在60℃至80℃之间,从而可以将纤维温度加热到40℃至50℃,在风选组件104中压制板坯时,板坯芯层的温度明显提高,并且板坯芯层的温度高于板坯表层的温度,使得在后续的热压工艺中板坯达到胶黏剂固化温度的时间大大缩短,减少了热压时间,提高生产效率,尤其是在生产中厚板以及在冬天生产时效果更加显著。
21.在一些实施例中,所述风选组件104包括倾斜设置的风选箱,所述风选箱的上端与纤维输送管107以及循环风管114连接,所述风选箱的下端设置有杂物排出口116,纤维经打散辊102打散后由第一风机112吹入热风从而将纤维加热并吹送到风选箱中进行风选和除杂操作,预加热风选后的纤维经纤维输送管107输送至下一道工序进行生产,该下一道工序通常是板坯生产与热压,而除去的杂物经风选箱下端的杂物排出口116排出。
22.在一些实施例中,所述风选能组件上还设置有循环风管114,循环风管114上设置有第三风机115,所述循环风管114的进风口与风选箱上的循环风管114连接口连接,出风口设置在风选箱的下端;本实施例的纤维预加热风选系统通过补风风管105和/或纤维吹散风管106吹入热风进而有效避免细小纤维堵塞管道的问题,并且循环风机向风选箱内吹入残留的热风以减少细小纤维黏附在风选箱的转弯处或变向处,延长该纤维预加热风选系统的使用寿命和维护周期,保证板材的质量和生产效率。
23.在一些实施例中,所述风选组件104还连接有板坯热压组件(图未示),该板坯热压组件包括铺装辊组、均平辊及成型运输机,所述铺装辊组设置在所述风选箱与所述成型运输机之间,所述均平辊设置在所述成型运输机的上方。
24.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1