毛麻混纺面料生产工艺的制作方法
本发明涉及纺织技术领域,具体涉及毛麻混纺面料生产工艺。
背景技术:
亚麻纤维的吸湿放湿速度快,能及时调节人体皮肤表层的生态温度环境,使人体皮肤温度下降。亚麻纤维织好就具有很好的保健功能,它具有独特的抑制细菌作用。亚麻属隐香科植物,能散发一种隐隐的香味。专家认为这种气味能杀死许多细菌,并能抑制多种寄生虫的生长。用接触法所做的科学实验证明:亚麻制品具有显著的抑菌作用,对绿脓杆菌,白色念珠菌等国际标准菌株的抑菌率可达65%以上,对大肠杆菌和金色葡萄球菌珠的抑菌率高过90%以上。
在国际上,亚麻的织造多为片梭织机和剑杆织机,产品包括细致优雅的亚麻手帕、衬衫衣料、绉绸、花式色纱产品、运动装以及麻毛混纺产品。家用产品则包括:窗帘、墙布、桌布、床上用品等。产业用产品则包括:画布、行李帐篷、绝缘布、滤布以及航空用产品。
亚麻纤维用于羊绒纺织是实现毛织物的轻薄化、凉爽化的新途径。由于羊绒纤维和亚麻纤维在细度、弹性、伸长、卷曲等方面性质差异较大,混纺时工艺较难控制,如飞毛和绕皮辊严重、断头、落麻多,生产效率低、消耗大、纺纱支数低等。现在往往采用羊毛与亚麻进行交织,形成毛经麻纬的平纹产品,由于双经单纬的结构,布面轻薄滑爽,并且平整坚牢。这种毛麻产品采用的经向密度往往比硬挺的亚麻纱形成的纬纱密度大,呢面显现的大都是毛纤维,所以后整理重点针对毛纤维进行。羊毛与亚麻交织凉爽织物兼具羊毛与亚麻的优点,在服用领域拥有良好的市场。
羊绒为动物纤维,柔软纤细、卷曲度高,而亚麻为织物纤维,纤维粗、刚性大后续纺纱纤维损伤严重,二者是不同的纺纱工艺,但将二者混合纺纱务必迁就羊绒的卷曲度还要顾及亚麻的长度离散大的缺点,纺纱难度非常大。
纯亚麻纤维制成的面料做成沙发垫之后在冬天会有冰凉感,而纯羊毛制成的在夏天会有焐热感,使用上不能给人们带来舒适,羊毛纤维和亚麻纤维混纺制成的面料能够解决上述问题,使得冬天不会有冰凉感,夏天不会有焐热感,但是二者的混纺难度较大,尤其难以确定合适的混纺比例以使得混纺后的产品达到要求。混纺的比例不当会导致纺成的纱线抱合力不够,影响面料的强度,并且如果麻纤维太多,制成的面料容易有刺痒感,如果太少造成抱合力不够且不能解决上述的技术问题。
技术实现要素:
本发明的目的是解决上述背景技术中的技术问题,提供毛麻混纺面料生产工艺。本发明以羊毛和亚麻为原料,利用精纺生产设备,将精纺羊毛工艺和麻纺工艺相结合,开发出高品质纱线。本发明羊毛亚麻混纺纱线既可以使纱线具有羊毛的弹性好,手感柔软、滑糯的特性,又具备亚麻的抑制细菌作用,吸湿性和透气性能极佳,而且混纺纱线还秉承了亚麻强力高的特性,耐磨和耐起球性能更是明显的优于纯羊绒产品。
为了达到上述技术目的,本发明的技术方案为:
毛麻混纺面料生产工艺,包括以下步骤:
s1:原料准备:按照质量百分比准备20%~45%的亚麻纤维、80%~55%羊毛纤维,然后采用分层喷雾法分别对亚麻纤维和羊毛纤维喷洒水雾,即将纤维平铺,每一层纤维的厚度为2.5-3mm,铺好一层,喷洒一层水雾,喷好后外覆帆布,养生24h;
s2:和毛工序:将养生后的亚麻纤维和羊毛纤维进行3次和毛混合,使两种纤维充分混合;
s3:梳毛工序:将经和毛后的所述羊毛纤维和亚麻纤维,经精纺梳毛机进行梳毛;
s4:第一次针梳:然后进行制条,采用三道针梳,选择牵伸倍数为3.8~7倍,前隔距25~28毫米;
s5:第一次精梳:将经过制条步骤的毛条运送至精梳机,钳口隔距为25~27毫米,喂入重量为180克/米,嵌板速度130次/分钟,喂入长度为5mm;
s6:第二次针梳:精梳下机再过三道针梳机,前两道针梳的前隔距选择在25~28毫米,牵伸倍数选择在5.5倍,选择较低车速40~50米/分,出条重量为18克/米,第三道选择带有自调匀整的针梳机上加工,前隔距选择在28~30毫米,牵伸倍数选择在5.5倍,选择车速80米/分,出条重量为10克/米;
s7:第二次精梳:而后再过一次精梳机进行混合,前隔距选择在25毫米,牵伸倍数选择在5.5倍,选择较低车速50米/分,出条重量为18克/米;
s8:前纺:然后在前纺头针步骤中,使喂入重量控制为110克/米,牵伸倍数5倍,以及使毛条重量为22克/米,并且出条重量不匀率为0~1%;在二针步骤中,使喂入重量控制为44克/米,牵伸倍数5.15倍,以及使毛条重量为8.6克/米,并且出条重量不匀率为0~1%;三针步骤中,使毛条喂入重量为25.8克/米,牵伸倍数5.15倍,以及使毛条重量为5克/米,并且出条重量不匀率为0~1%,在四针步骤中,使毛条喂入重量为20克/米,牵伸倍数5.50倍,以及使毛条重量为3.6克/米,前/后隔距为40/140mm并且出条重量不匀率为0~1%;
s9:粗纱工序:粗纱线密度采用4.69g/(10m),后区牵伸倍数选择1.12,总牵伸倍数采用7.85,粗纱捻度采用90捻/m,锭速采用650r/min;
s10:细纱工序:锭速采用10000r/min,细纱捻度采用727捻/m,后区牵伸倍数选择1.15倍,总牵伸倍数选择18.75倍;
s11:并线捻线:然后进行并线工序,并线工序选择4根并合,车速250~370转/分钟,定长11500米,加1~2个张力片;之后送往倍捻进行倍捻工序,倍捻捻度380t/m~390t/m,车速控制在5500~6500转/分钟;
s12:织成面料:将亚麻混纺纱线经过经纱和纬纱按平纹组织编织成面料,喷复合液放置,即得毛麻混纺面料。
优选的,在本发明的技术方案中,所述步骤s2中,亚麻纤维和羊毛纤维上机回潮控制在10%~16%。
优选的,在本发明的技术方案中,所述s11步骤并线捻线之前进行双循环蒸纱,65℃8分钟,85℃50分钟。
上述技术方案中,所述符号“~”表示的取值范围中,当其下限端点为0时,不包括端点值0;当其下限端点不为0时,包括端点值。上述技术方案中,所述%为质量百分数。
本发明的有益效果为:
1、本发明精纺羊绒亚麻混纺纱线既可以使纱线具有羊毛的弹性好,手感柔软、滑糯的特性,又具备亚麻的抑制细菌作用,吸湿性和透气性能极佳,而且混纺纱线还秉承了亚麻强力高的特性,耐磨和耐起球性能更是明显的优于纯羊绒产品;
2、本发明通过确定羊毛纤维和亚麻纤维的重量比例,使得纺出的混纺纱线抱合力强,制成的面料强度良好,同时混纺面料的舒适度高。
具体实施方式
为了更好地理解本发明的内容,下面结合具体实施例作进一步说明。应理解,这些实施例仅用于对本发明进一步说明,而不用于限制本发明的范围。此外应理解,在阅读了本发明所述的内容后,该领域的技术人员对本发明作出一些非本质的改动或调整,仍属于本发明的保护范围。
毛麻混纺面料生产工艺,包括以下步骤:
s1:原料准备:按照质量百分比准备20%~45%的亚麻纤维、80%~55%羊毛纤维,然后采用分层喷雾法分别对亚麻纤维和羊毛纤维喷洒水雾,即将纤维平铺,每一层纤维的厚度为2.5-3mm,铺好一层,喷洒一层水雾,喷好后外覆帆布,养生24h;
s2:和毛工序:将养生后的亚麻纤维和羊毛纤维进行3次和毛混合,使两种纤维充分混合;
s3:梳毛工序:将经和毛后的所述羊毛纤维和亚麻纤维,经精纺梳毛机进行梳毛;
s4:第一次针梳:然后进行制条,采用三道针梳,选择牵伸倍数为3.8~7倍,前隔距25~28毫米;
s5:第一次精梳:将经过制条步骤的毛条运送至精梳机,钳口隔距为25~27毫米,喂入重量为180克/米,嵌板速度130次/分钟,喂入长度为5mm;
s6:第二次针梳:精梳下机再过三道针梳机,前两道针梳的前隔距选择在25~28毫米,牵伸倍数选择在5.5倍,选择较低车速40~50米/分,出条重量为18克/米,第三道选择带有自调匀整的针梳机上加工,前隔距选择在28~30毫米,牵伸倍数选择在5.5倍,选择车速80米/分,出条重量为10克/米;
s7:第二次精梳:而后再过一次精梳机进行混合,前隔距选择在25毫米,牵伸倍数选择在5.5倍,选择较低车速50米/分,出条重量为18克/米;
s8:前纺:然后在前纺头针步骤中,使喂入重量控制为110克/米,牵伸倍数5倍,以及使毛条重量为22克/米,并且出条重量不匀率为0~1%;在二针步骤中,使喂入重量控制为44克/米,牵伸倍数5.15倍,以及使毛条重量为8.6克/米,并且出条重量不匀率为0~1%;三针步骤中,使毛条喂入重量为25.8克/米,牵伸倍数5.15倍,以及使毛条重量为5克/米,并且出条重量不匀率为0~1%,在四针步骤中,使毛条喂入重量为20克/米,牵伸倍数5.50倍,以及使毛条重量为3.6克/米,前/后隔距为40/140mm并且出条重量不匀率为0~1%;
s9:粗纱工序:粗纱线密度采用4.69g/(10m),后区牵伸倍数选择1.12,总牵伸倍数采用7.85,粗纱捻度采用90捻/m,锭速采用650r/min;
s10:细纱工序:锭速采用10000r/min,细纱捻度采用727捻/m,后区牵伸倍数选择1.15倍,总牵伸倍数选择18.75倍;
s11:并线捻线:然后进行并线工序,并线工序选择4根并合,车速250~370转/分钟,定长11500米,加1~2个张力片;之后送往倍捻进行倍捻工序,倍捻捻度380t/m~390t/m,车速控制在5500~6500转/分钟;
s12:织成面料:将亚麻混纺纱线经过经纱和纬纱按平纹组织编织成面料,喷复合液放置,即得毛麻混纺面料。
优选的,在本发明的技术方案中,所述步骤s2中,亚麻纤维和羊毛纤维上机回潮控制在10%~16%。
优选的,在本发明的技术方案中,所述s11步骤并线捻线之前进行双循环蒸纱,65℃8分钟,85℃50分钟。
上述技术方案中,所述符号“~”表示的取值范围中,当其下限端点为0时,不包括端点值0;当其下限端点不为0时,包括端点值。上述技术方案中,所述%为质量百分数。
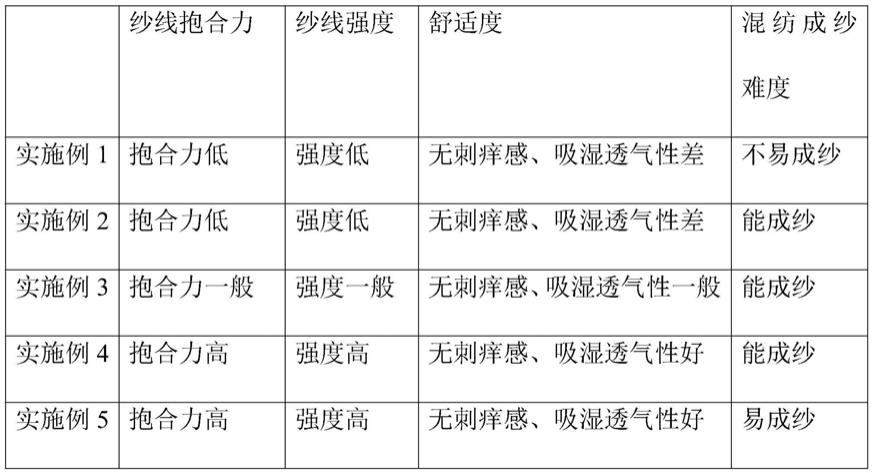
在羊毛纤维和亚麻纤维混纺过程中,不同重量比例混纺出来的纱线的抱合力、纱线的强度以及纱线的成纱程度都存在很大区别,通过下述实施例中不同重量比例进行混纺进行比较如下:
实施例1,采用80%羊毛和20%亚麻,通过上述步骤s1-s12进行纺纱织布。
实施例2,采用70%羊毛和30%亚麻,通过上述步骤s1-s12进行纺纱织布。
实施例3,采用65%羊毛和35%亚麻,通过上述步骤s1-s12进行纺纱织布。
实施例4,采用60%羊毛和40%亚麻,通过上述步骤s1-s12进行纺纱织布。
实施例5,采用55%羊毛和45%亚麻,通过上述步骤s1-s12进行纺纱织布。
通过实施例1到实施例5的比例进行混纺,从成纱的纱线抱合力、纱线强度、舒适度以及混纺成纱难度综合比较如下表:
从上表可以看出,亚麻重量比例太低时纱线的抱合力低强度低,同时也不能体现出纱线中亚麻的吸湿透气的特性,在重量百分比为55%羊毛纤维和45%亚麻纤维的比例时,混纺的纱线抱合力高、纱线强度高、且制成的面料的舒适度好,无刺痒感,吸湿透气性良好,同时纱线的成纱难度小。
本发明解决了现有羊毛纤维与亚麻纤维混纺的难度问题,同时混纺的纱线具有羊毛的弹性好,手感柔软、滑糯的特性,又具备亚麻的抑制细菌作用,吸湿性和透气性能极佳,而且混纺纱线还秉承了亚麻强力高的特性,耐磨和耐起球性能更是明显的优于纯羊绒产品;使得纺出的混纺纱线抱合力强,成纱难度小,制成的面料强度良好,同时混纺面料的舒适度高。
上述说明并非对本发明的限制,本发明也并不限于上述举例。本技术领域的普通技术人员在本发明的实质范围内,做出的变化、改型、添加或替换,也应属于本发明的保护范围。
- 还没有人留言评论。精彩留言会获得点赞!