用于旋转门扇固定架焊固安装的三叉定位装置的制作方法
1.本实用新型涉及一种旋转门的门扇固定架装置的结构改进技术,尤其是用于旋转门扇固定架焊固安装的三叉定位装置。
背景技术:
2.旋转门集聚各种门体优点于一身,自动旋转门由固定框架、帽头、贴地包边、边墙玻璃组成旋转门的外框,中间的展台和门扇为旋转部分。自动旋转门由程序逻辑控制器(plc)、计算机中心处理装置(cpu)和调速电路等控制器件所组成的微电脑控制系统进行控制,门的运行完全自动门、特殊情况下才进行手动操作。铝型材和钢材框架全部外饰有不锈钢、氟碳喷涂等,天棚吊顶采用铝塑板,颜色由客户选定,经装饰后的旋转门显得格外华丽壮观。
3.在旋转门机械结构中,门扇固定架安装在门体中心上、下端,主要用来带动门体旋转。其中包括:轴套,方管,固定螺钉。在现有的门扇固定架结构设计中,通常利用方管直接焊接在轴套上,经过实际应用发现这种设计存在诸多缺陷,其中主要集中在一下二个方面:首先,由于方管和轴套直接焊接在一起,焊接部位接触面积较少,容易造成虚焊、焊接不牢脱焊等质量隐患。其次,焊接时位置容易变形偏位,角度分布不易控制。
技术实现要素:
4.本实用新型的目的是提供用于旋转门扇固定架焊固安装的三叉定位装置,解决以上技术问题。
5.本实用新型的目的将通过以下技术措施来实现:包括轴套、钢管和三叉定位块;三叉定位块中部为管状的套座,在套座外缘均匀等夹角向外伸出三个叉臂;在套座中心孔上套接轴套,在三个叉臂外分别套接钢管。
6.尤其是,轴套下端同轴固定连接接管,接管外径与套座中心孔径相同。
7.尤其是,钢管内端壁上开塞焊孔。
8.尤其是,三叉定位块与套座外壁连接部位有增强筋。
9.尤其是,至少二个塞焊孔沿钢管延长方向排列。
10.尤其是,套座最小壁厚不小于钢管最小厚度的一半。
11.尤其是,叉臂长度不小于钢管长度的1/10。
12.尤其是,钢管相对两侧壁各有两个塞焊孔。
13.尤其是,钢管相邻两侧壁各有两个塞焊孔。
14.本实用新型的优点和效果:钢管直接插入到三叉定位块,定位方便,节省钢管找正位置的时间,方便焊接操作。结构简明,易于制造安装应用,提升旋转门安装作业工效和品质,安装结构准确牢固稳定,增强旋转门抗风性,减少空调能源消耗。
附图说明
15.图1是本实用新型实施例结构示意图。
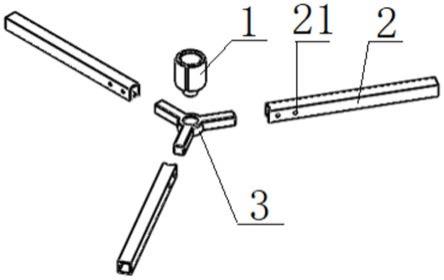
16.图2图1的爆炸结构示意图。
17.图3是本实用新型实施例中的三叉定位块结构示意图。
18.附图标记包括:
19.轴套1、钢管2、三叉定位块3、塞焊孔21、套座31、叉臂32。
具体实施方式
20.本实用新型原理在于,增加三叉定位块来优化焊接工艺,保证焊接强度和位置度,减少焊接变形量,提高焊件结构强度。
21.本实用新型包括:轴套1、钢管2和三叉定位块3。
22.下面结合附图和实施例对本实用新型作进一步说明。
23.实施例1:如附图1、2、3所示,三叉定位块3中部为管状的套座31,在套座31外缘均匀等夹角向外伸出三个叉臂32;在套座31中心孔上套接轴套1,在三个叉臂32外分别套接钢管2。
24.前述中,轴套1下端同轴固定连接接管,接管外径与套座31中心孔径相同。
25.前述中,钢管2内端壁上开塞焊孔21。
26.前述中,三叉定位块3与套座31外壁连接部位有增强筋。
27.前述中,至少二个塞焊孔21沿钢管2延长方向排列。
28.前述中,套座31最小壁厚不小于钢管2最小厚度的一半。
29.前述中,叉臂32长度不小于钢管2长度的1/10。
30.前述中,或者,钢管2相对两侧壁各有两个塞焊孔21。
31.前述中,或者,钢管2相邻两侧壁各有两个塞焊孔21。
32.本实用新型实施例中,钢管2厚度至少为0.8mm。
33.本实用新型实施例中,使用时,取三叉定位块3放在焊接平台上,取三根预备的钢管2依次插入三叉定位块3的三个叉臂32上,钢管2内侧端面和三叉定块3重合为止。充分利用三叉定位块3方便焊接定位的优点,调节钢管2插接深度,在塞焊孔21位置,用点焊、塞焊工艺,把钢管2和三叉定位块3对插并焊接在一起,焊接牢固后焊点修平整。再把轴套1插入到三叉定位块3的套座31的中心孔孔内焊接牢固。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1