一种适用于桥梁支座的分体式上支座板的制作方法
1.本实用新型的实施例属于桥梁技术领域,更具体地,涉及一种适用于桥梁支座的分体式上支座板。
背景技术:
2.桥梁支座一般由上支座板、下支座板、球冠、耐磨材料及其它附属构件组成。上支座板作为主体受力部件,重量可达整体支座的30%以上,上支座板的材料及加工成本直接影响支座整体的制造成本。
3.目前上支座板一般采用整钢板或整体铸造后机加工的方式生产,材料利用率不高且机加工工作量较大,严重影响支座加工制造成本的降低。
4.因此有必要对上支座板结构进行优化设计,在保证不降低上支座板承载力及受力稳定性、不改变外观整体结构的前提下,降低支座加工制造成本。
技术实现要素:
5.针对现有技术上支座板的材料利用率不高、机加工工作量较大及成本高,本实用新型提供一种行的技术方案,通过将上支座板分为底板和挡块分别进行加工,完成后将两者组装为一体,在不改变外观和不降低上支座板承载力及受力稳定性条件下,提高了材料的利用率,减少了加工工作量并降低了整体成本。
6.为了实现上述目的,本实用新型提供一种适用于桥梁支座的分体式上支座板,包括分开加工成型后、进行组装连为一体的底板和挡块;其中,所述挡块包括挡块主体部,挡块凸起部、内圈台阶及通孔,所述挡块凸起部设于挡块主体部的底部,所述内圈台阶设于挡块主体部的顶部,所述通孔设于内圈台阶的底部;所述底板上对称设有多组定位槽,所述定位槽包括卡接部和螺栓孔,所述卡接部设于底板顶部,所述螺栓孔设于卡接部底部;所述挡块嵌入底板后,固定螺栓依次穿过内圈台阶及通孔,并与和螺栓孔对接进行拧紧固定。
7.进一步地,所述挡块主体部,挡块凸起部、内圈台阶及通孔沿同一中心轴线布设;所述卡接部和螺栓孔沿同一中心轴线布设。
8.进一步地,所述卡接部直径与挡块凸起部外径相同。
9.按照本实用新型的另一方面,所述分体式上支座板包括分开加工成型后、进行组装连为一体的底板和挡块;其中,所述挡块包括挡块主体部及设于所述挡块主体部底部的倒梯形台部;所述倒梯形台部底部与底板固定连接,其腰与底板形成坡口,所述坡口焊接填充后形成第一焊接部。
10.进一步地,所述坡口角度范围为50
°
~60
°
。
11.按照本实用新型的另一方面,所述分体式上支座板包括分开加工成型后、进行组装连为一体的底板和挡块;其中,所述底板顶部对称设有多组顶部坡口槽,所述底板底部设有多组底部坡口槽,所述顶部坡口槽与底部坡口槽形状相同,沿同一中心轴线反向布设且贯通相连;所述挡块直径与顶部坡口槽底部直径相同,其底部穿过所述顶部坡口槽与底部
坡口槽并与底板底部齐平;其侧边与所述顶部坡口槽之间在焊接填充后形成第二焊接部,与所述底部坡口槽之间在焊接填充后形成第三焊接部。
12.总体而言,通过本实用新型所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
13.(1)本实用新型的一种适用于桥梁支座的分体式上支座板,通过将底板和挡块分别进行生产,完成生产后只需对底板和挡块两者的连接部为进行加工成型,无需像传统加工方式中对整块钢板进行车削成型,提高了材料的利用率,在对接后采用螺栓固定或焊接的方式将两者连为一体,在满足上支座受力使用需求的同时,其连接方法简单易操作,速度快,与采用整体铸造的传统加工方式相比,本实用新型的上支座板在加工成本上得到有效降低,且大大减少了加工工作量,有利于本实用新型的上支座在桥梁领域的推广。
14.(2)本实用新型的一种适用于桥梁支座的分体式上支座板,通过在挡块上设有凸起部,底板上设有卡接部,使两者嵌合连接,避免径向受力使发生偏移,通过采用固定螺栓将两者连接固定为整体,提高了两者的结合强度,受力稳定可靠,满足了上支座板的使用需求。
15.(3)本实用新型的一种适用于桥梁支座的分体式上支座板,通过在挡块底部通过设有倒梯形台部,在进行焊接时增加了有效焊缝面积,增强了焊缝的联接强度,使挡块和底板结合的更加牢靠,避免径向受力过大时两者发生脱离。
16.(4)本实用新型的一种适用于桥梁支座的分体式上支座板,通过在底板上设有顶部坡口槽及底部坡口槽,限制了挡块径向位移,保证了挡块和底板在组装后径向受力使的稳固度,在完成焊接后,其有效焊缝面积大大增加,避免了轴向受力时两者发生脱离。
附图说明
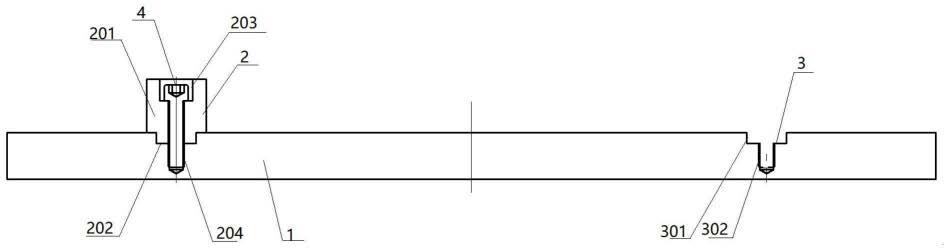
17.图1为本实用新型第一实施例中一种适用于桥梁支座的分体式上支座板的结构示意图;
18.图2为本实用新型第一实施例中一种适用于桥梁支座的分体式上支座板的俯视图;
19.图3为本实用新型第二实施例中一种适用于桥梁支座的分体式上支座板的结构示意图;
20.图4为本实用新型第三实施例中一种适用于桥梁支座的分体式上支座板的结构示意图。
21.在所有附图中,同样的附图标记表示相同的技术特征,具体为:1-地板、2-挡块、201-挡块主体部、202-挡块凸起部、203-内圈台阶、204-通孔、205-倒梯形台部、3-定位槽、301-卡接部、302-螺栓孔、4-固定螺栓、5-第一焊接部、6-顶部坡口槽、7-底部坡口槽、8-第二焊接部、9-第三焊接部。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。此外,下面所描述的本实用新型各个实施方式中所涉
及到的技术特征只要彼此之间未构成冲突就可以相互组合。
23.如图1-4所示,本实用新型通过将传统上支座板拆分为底板1和挡块2分别加工,有效提高了材料利用率,降低了加工难度,减少了加工工时,提高了生成效率;通过采用互相嵌合后螺栓固定或焊接的固定连接方式,使底板1和挡块2连为一体,两者结合强度高,满足支座受力使用要求,其连接方法操作简单,易于操作,完成整体组装后外观结构无明显变化,有效降低了支座加工制造的整体成本。
24.如图1-2所示,在本实用新型第一实施例中,所述挡块2一端嵌入底板1内,再通过螺栓固定为一体。其中,所述挡块2包括沿同一中心轴线布设的挡块主体部201,挡块凸起部202、内圈台阶203及通孔204,所述挡块凸起部202设于挡块主体部201的底部,所述内圈台阶203设于挡块主体部201的顶部,所述通孔204设于内圈台阶203的底部。所述底板1上对称设有多组定位槽3,所述定位槽3包括沿同一中心轴线布设的卡接部301和螺栓孔302,所述卡接部301设于底板1顶部,为圆柱形凹槽,其直径与挡块凸起部202外径相同,所述螺栓孔302设于卡接部301底部。在进行组装时,将挡块凸起部202嵌入卡接部301内,待挡块主体部201底部与底板1顶部贴合后,完成挡块2卡接工作,采用固定螺栓4依次穿过内圈台阶203及通孔204,并与和螺栓孔302对接,拧紧后完成整体组装工作。通过在挡块2上设有凸起部202,底板1上设有卡接部301,使两者嵌合连接,避免径向受力使发生偏移,进一步地通过采用固定螺栓4将两者连接固定为整体,提高了两者的结合强度,受力稳定可靠,满足了上支座板的使用需求。
25.如图3所示,在本实用新型第二实施例中,所述挡块2包括挡块主体部201及设于挡块主体部201底部的倒梯形台部205。组装时,将挡块2平行放置于底板1顶部指定处,此时梯形台部205的腰与底板1形成坡口,其角度50
°
~60
°
,采用熔透焊的焊接方式将挡块2与底板1焊接为一体,两者间焊接填充形成的部位为第一焊接部5。所述挡块2底部通过设有倒梯形台部205,在进行焊接时增加了有效焊缝面积,增强了焊缝的联接强度,使挡块2和底板1结合的更加牢靠,避免径向受力过大时两者发生脱离。
26.如图4所示,在本实用新型第三实施例中,所述底板1顶部对称设有多组顶部坡口槽6,所述底板1底部设有多组底部坡口槽7,所述顶部坡口槽6与底部坡口槽7形状相同,沿同一中心轴线反向布设且贯通相连。所述顶部坡口槽6底部直径与挡块2直径相同,在组装时,将挡块2依次穿过顶部坡口槽6与底部坡口槽7,使挡块2底部与底板1底部齐平,采用熔透焊的焊接方式将挡块2与底板1焊接为一体,其中,顶部坡口槽6与挡块2之间焊接填充形成第二焊接部8,底部坡口槽7与挡块2之间焊接填充形成第三焊接部9。所述底板1通过设有顶部坡口槽6及底部坡口槽7,限制了挡块2径向位移,保证了挡块2和底板1在组装后径向受力使的稳固度,在完成焊接后,其有效焊缝面积大大增加,避免了轴向受力时两者发生脱离。
27.本实用新型中,通过将底板1和挡块2分别进行生产,完成生产后只需对底板1和挡块2两者的连接部为进行加工成型,无需像传统加工方式中对整块钢板进行车削成型,提高了材料的利用率,在对接后采用螺栓固定或焊接的方式将两者连为一体,在满足上支座受力使用需求的同时,其连接方法简单易操作,速度快,与采用整体铸造的传统加工方式相比,本实用新型的上支座板在加工成本上得到有效降低,且大大减少了加工工作量,有利于本实用新型的上支座在桥梁领域的推广。
28.本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1