刀片更换机构、切断装置以及切断品的制造方法与流程
[0001]
本发明涉及一种刀片更换机构、切断装置以及切断品的制造方法。
背景技术:
[0002]
在使用无中枢(hubless)型的刀片的切削装置中,刀片由一对凸缘夹持而固定在主轴。所述一对凸缘包含靠近主轴一侧的内凸缘、及远离主轴一侧的外凸缘。另外,内凸缘固定在主轴,外凸缘以相对于主轴可装卸的方式构成。
[0003]
在所述构成的切削装置中,正在考虑具有自动更换刀片的刀片更换机构的切削装置。如专利文献1所示,所述刀片更换机构包括:第一吸附部,以吸附刀片的方式构成;第二吸附部,位于第一吸附部的内侧,以独立于由第一吸附部所进行的吸附来吸附外凸缘的方式构成;以及装卸构件旋转部,位于第二吸附部的内侧,以可使能够针对主轴装卸刀片的装卸构件旋转的方式构成。
[0004]
[现有技术文献]
[0005]
[专利文献]
[0006]
[专利文献1]日本专利特开2019-5857号公报
技术实现要素:
[0007]
[发明所要解决的问题]
[0008]
但是,在专利文献1的刀片更换机构中,刀片所嵌入的刀片安装部设置在作为近位侧凸缘的内凸缘,但关于刀片对于此种凸缘的刀片安装部的嵌合公差严格的情况,在专利文献1中未记载。
[0009]
因此,本发明是为了解决所述问题点而成的发明,其将即便在刀片对于凸缘的嵌合公差严格的情况下,也可以进行刀片的自动更换作为其主要课题。
[0010]
[解决问题的技术手段]
[0011]
即,本发明的刀片更换机构包括:第一吸附部,吸附刀片;第二吸附部,与所述第一吸附部分开设置,吸附具有安装所述刀片的刀片安装部的凸缘;装卸构件旋转部,位于所述第二吸附部的内侧,使可针对主轴装卸所述刀片的装卸构件旋转;以及刀片搬送部,吸附所述刀片的与由所述第一吸附部吸附的面为相反侧的面,对由所述第二吸附部所吸附的所述凸缘搬送所述刀片。
[0012]
[发明的效果]
[0013]
根据本发明,即便在刀片对于凸缘的嵌合公差严格的情况下,也可以进行刀片的自动更换。
附图说明
[0014]
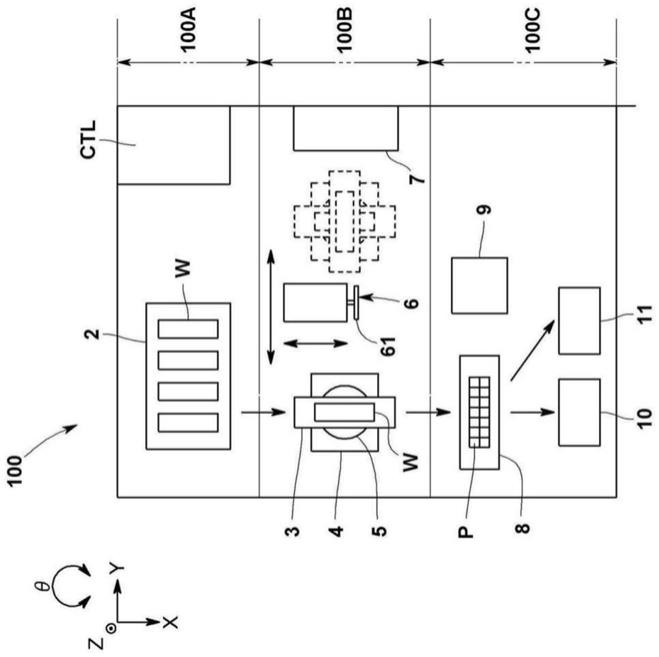
图1是表示本发明的一实施方式的切断装置的构成的示意图。
[0015]
图2是示意性地表示所述实施方式的切断机构的构成的剖面图。
[0016]
图3是表示所述实施方式的刀片更换机构的构成的示意图。
[0017]
图4是示意性地表示所述实施方式的刀片更换机构的吸附臂(装卸构件的装卸前)的构成的剖面图。
[0018]
图5是示意性地表示所述实施方式的刀片更换机构的吸附臂(装卸构件的装卸后)的构成的剖面图。
[0019]
图6是示意性地表示所述实施方式的刀片更换机构的刀片搬送部的构成的剖面图。
[0020]
图7是示意性地表示所述实施方式的刀片更换机构的收纳部的构成的剖面图。
[0021]
图8是示意性地表示变形实施方式的收纳部及位置调整部的构成的剖面图。
[0022]
[符号的说明]
[0023]
2:基板收容部
[0024]
3:切断用平台
[0025]
4:移动机构
[0026]
5:旋转机构
[0027]
6:切断机构
[0028]
7:刀片更换机构
[0029]
8:检查用平台
[0030]
9:拍摄装置
[0031]
10:良品用托盘
[0032]
11:不良品用托盘
[0033]
61:刀片(更换用刀片)
[0034]
62:主轴
[0035]
63:固定凸缘(内凸缘)
[0036]
64:外凸缘
[0037]
65:装卸构件
[0038]
71:吸附臂
[0039]
72:刀片搬送部
[0040]
73:收纳部
[0041]
74:定位部
[0042]
100:切断装置
[0043]
100a:供给模块(模块、构成元件)
[0044]
100b:切断模块(模块、构成元件)
[0045]
100c:检查模块(模块、构成元件)
[0046]
631:中心轴部
[0047]
632、733、734、742:凹部
[0048]
641:刀片安装部
[0049]
711:第一吸附部
[0050]
711a:第一圆筒构件
[0051]
711b:第一吸附口
[0052]
711c:第一吸气流路
[0053]
712:第二吸附部
[0054]
712a:第二圆筒构件
[0055]
712b:第二吸附口
[0056]
712c:第二吸气流路
[0057]
713:装卸构件旋转部
[0058]
713a:卡合部
[0059]
713b:旋转构件
[0060]
721:第三吸附部
[0061]
721a:第三圆筒构件
[0062]
721b:第三吸附口
[0063]
721c:第三吸气流路
[0064]
722:凸部
[0065]
731:第一悬挂部(悬挂部)
[0066]
732:第二悬挂部(悬挂部)
[0067]
741:第三悬挂部
[0068]
(a)、(b)、(c):箭头
[0069]
ctl:控制部
[0070]
p:制品
[0071]
t1:第一锥面
[0072]
t2:第二锥面
[0073]
t3:第三锥面
[0074]
t4:第四锥面
[0075]
t5:第五锥面
[0076]
t6:第六锥面
[0077]
w:切断对象物(已密封的基板)
[0078]
θ:方向。
具体实施方式
[0079]
继而,举例对本发明进行更详细的说明。但是,本发明不由以下的说明限定。
[0080]
如上所述,本发明的刀片更换机构包括:第一吸附部,吸附刀片;第二吸附部,与所述第一吸附部分开设置,吸附具有安装所述刀片的刀片安装部的凸缘;装卸构件旋转部,位于所述第二吸附部的内侧,使可针对主轴装卸所述刀片的装卸构件旋转;以及刀片搬送部,吸附所述刀片的与由所述第一吸附部吸附的面为相反侧的面,对由所述第二吸附部所吸附的所述凸缘搬送所述刀片。
[0081]
若为所述刀片更换机构,则通过刀片搬送部来对由第二吸附部所吸附的凸缘搬送刀片,因此只要相对于凸缘来对刀片搬送部进行定位即可,因此与如以往那样凸缘与主轴的定位调整相比,容易进行凸缘与刀片搬送部的定位调整。因此,可容易地将刀片嵌入至凸缘的刀片安装部。其结果,即便在刀片对于凸缘的嵌合公差严格的情况下,也可以进行刀片
的自动更换。
[0082]
另外,在专利文献1中所示的以往构成中,可考虑减小固定在主轴的近位侧凸缘即内凸缘的刀片安装部的直径尺寸,但刀片的同心偏离而对切断品质造成影响。另外,若在内凸缘的刀片安装部设置诱入锥形物,则与设置所述诱入锥形物相应地,外凸缘的尺寸变大。例如在使两个主轴相向的双主轴构成的情况下,相向的主轴的与刀片的距离变大,而使生产性(切断效率)恶化。
[0083]
在本发明中,将刀片安装部设置在由第二吸附部所吸附的凸缘(外凸缘),通过刀片搬送部来将刀片搬送至所述刀片安装部,因此可消除将在固定在主轴的固定凸缘即内凸缘设置有刀片安装部的构成作为前提的所述不良情况。
[0084]
此处,为了容易地将刀片安装在由第二吸附部所吸附的凸缘(外凸缘)的刀片安装部,理想的是在所述刀片安装部的外侧周面形成有锥面。
[0085]
作为刀片搬送部的具体的实施方式,理想的是所述刀片搬送部具有吸附所述刀片的第三吸附部、及可插入至所述凸缘的中央开口部的凸部。
[0086]
此处,刀片搬送部具有可插入至凸缘(外凸缘)的中央开口部的凸部,因此可容易地实现相对于由第二吸附部所吸附的凸缘(外凸缘)进行刀片搬送部的定位的构成。
[0087]
为了高精度地进行由第二吸附部所吸附的凸缘(外凸缘)与刀片搬送部的定位,理想的是在所述凸缘的中央开口部的内侧周面、或所述刀片搬送部的凸部的外侧周面的至少一者形成有锥面。
[0088]
可考虑刀片更换机构还包括可收纳更换用刀片的收纳部,所述收纳部具有插通至所述刀片的中央开口部的悬挂部。
[0089]
在所述构成中,为了不仅防止因悬挂部与刀片搬送部的凸部的接触而妨碍更换,而且高精度地进行悬挂部与刀片搬送部的定位,顺利地进行其后的朝凸缘(外凸缘)的刀片安装部的安装,理想的是在所述悬挂部形成有所述刀片搬送部的凸部可插入的凹部。
[0090]
为了高精度地进行悬挂部与刀片搬送部的定位,理想的是在所述悬挂部的外侧周面、所述悬挂部中的凹部的内侧周面、或所述刀片搬送部的凸部的外侧周面的至少一者形成有锥面。
[0091]
例如,可考虑通过人手来将更换用刀片事先收纳在收纳部。此时,若悬挂部与更换用刀片的嵌合公差严格,则利用人手的更换用刀片的收纳作业变得困难。因此,可考虑减小悬挂部的直径尺寸来使利用人手的更换用刀片的收纳作业变得容易。另外,在不利用人手而使用机器人等机械式的机构的情况下,也同样地考虑减小悬挂部的直径尺寸。另一方面,若设为所述构成,则刀片搬送部与更换用刀片的定位变得困难。
[0092]
因此,本发明的刀片更换机构理想的是还包括定位部,所述定位部用于从所述收纳部暂时地收纳由所述刀片搬送部所吸附的更换用刀片,并进行所述刀片搬送部与所述更换用刀片的定位。
[0093]
所述凸缘是与固定在所述主轴的固定凸缘一同夹持所述刀片的凸缘。因此,为了可确实地夹持刀片,理想的是所述固定凸缘具有收容所述凸缘的刀片安装部的凹部。
[0094]
为了将刀片从由第二吸附部所吸附的凸缘顺利地交接至刀片搬送部,理想的是所述刀片搬送部在所述第一吸附部对于所述刀片的吸附已被解除的状态下,吸附所述刀片来将其从所述刀片安装部卸下。
[0095]
当在由刀片搬送部吸附的状态下将刀片嵌入至刀片安装部时,由刀片搬送部所吸附的刀片的姿势固定,因此存在刀片与刀片安装部发生干涉而导致刀片不进一步进入的担忧,进而甚至存在刀片破损的担忧。因此,理想的是所述刀片搬送部在吸附更换用刀片并使其移动至所述刀片安装部后,解除所述刀片的吸附,将所述更换用刀片压入至规定位置为止。
[0096]
另外,本发明的切断装置包括:所述刀片更换机构、所述刀片、以及所述主轴。
[0097]
若为所述切断装置,则可自动更换对于凸缘的嵌合公差严格的刀片,因此可制造品质良好的切断品。
[0098]
进而,本发明的切断品的制造方法:使用由所述刀片更换机构所更换的刀片将切断对象物切断,制造多个切断品。
[0099]
若为所述切断品的制造方法,则可使用对于凸缘的嵌合公差严格的刀片来制造切断品,因此可提升切断品的品质。
[0100]
<本发明的一实施方式>
[0101]
以下,参照附图对本发明的装入有检查系统的切断装置的一实施方式进行说明。另外,关于以下所示的任一图,为了容易理解,均适宜省略或加以夸张来示意性地描绘。对相同的构成元件附加相同的符号并适宜省略说明。
[0102]
<切断装置100的整体构成>
[0103]
本实施方式的切断装置100是将切断对象物w切断,由此制造经单片化的多个切断品即制品p的装置。作为切断对象物w,例如为已密封的基板。所述已密封的基板例如包括:印刷基板或包含引线框架等的基板、安装在基板所具有的多个区域的多个功能元件(半导体元件等芯片)、及以一并覆盖多个区域的方式形成的密封树脂。另外,将所述已密封的基板切断,由此制造作为制品p的电子零件。
[0104]
具体而言,切断装置100如图1所示,分别包括供给已密封的基板w的供给模块100a、将已密封的基板w切断的切断模块100b、及对被切断而单片化的制品p进行检查的检查模块100c作为构成元件。各构成元件100a~100c分别相对于其他构成元件可装卸且可更换。
[0105]
包含以下所示的各模块100a~100c的切断装置100的动作控制由设置在供给模块100a的控制部ctl来进行。所述控制部ctl也可以设置在供给模块100a以外的其他的模块100b、模块100c。另外,控制部ctl也可以分割成多个,并设置在供给模块100a、切断模块100b及检查模块100c中的至少两个模块。
[0106]
供给模块100a是从外部供给被切断的已密封的基板w,并收容已密封的基板w的模块。在所述供给模块100a设置收容已密封的基板w的基板收容部2。已密封的基板w由搬送机构(未图示)从供给模块100a搬送至切断模块100b。
[0107]
切断模块100b是将已密封的基板w切断来单片化成多个制品p的模块。所述切断模块100b包括:切断用平台3,载置已密封的基板w;移动机构4,使切断用平台3在y方向上移动;旋转机构5,使切断用平台3在θ方向上旋转;切断机构6,具有用于将已密封的基板w切断的刀片61;以及刀片更换机构7,更换切断机构6的刀片61。而且,使切断用平台3与切断机构6相对地移动,由此已密封的基板w被刀片61切断。另外,切断机构6及刀片更换机构7的具体构成将后述。
[0108]
检查模块100c是对通过切断模块100b而单片化的制品p进行检查的模块。所述检查模块100c包括:检查用平台8,载置经单片化的制品p;以及拍摄装置9,拍摄载置在检查用平台8的制品p。所述检查模块100c通过由拍摄装置9所获得的拍摄图像,将制品p区分成良品与不良品。而且,利用移送机构(未图示)将良品移送至良品用托盘10来进行收纳,将不良品移送至不良品用托盘11来进行收纳。
[0109]
<关于切断机构6及刀片更换机构7>
[0110]
本实施方式的切断机构6如图2所示,包括:无中枢的刀片(hubless blade)61;主轴62,使所述刀片61旋转;以及一对凸缘63、64,将刀片61可装卸地固定在主轴62。本实施方式的刀片61例如为成为具有圆形的中央开口部的圆板形状的刀片。
[0111]
一对凸缘63、64包含:靠近主轴62一侧的内凸缘63,固定在主轴62;以及远离主轴62一侧的外凸缘64,以相对于主轴62可装卸的方式构成。而且,外凸缘64以安装在内凸缘63的中心轴部631的状态,通过例如螺母等装卸构件65来固定。通过所述装卸构件65而可针对主轴62装卸刀片61。
[0112]
外凸缘64具有安装刀片61的刀片安装部641。所述刀片安装部641嵌入至刀片61的中央开口部,成为与刀片61的中央开口部对应的形状,在本实施方式中成为圆筒形状。
[0113]
另一方面,内凸缘63是固定在主轴62的固定凸缘,在与外凸缘64的相向面形成有收容外凸缘64的刀片安装部641的凹部632。所述凹部632成为环绕内凸缘63的中心轴部631所形成的环状。通过所述构成,当已将外凸缘64安装在内凸缘63时,外凸缘64的刀片安装部641进入至内凸缘63的凹部632,并且通过一对凸缘63、64来夹持刀片61。
[0114]
用于所述切断机构6的刀片更换机构7如图3所示,包括:吸附臂71,吸附刀片61及外凸缘64;刀片搬送部72,对吸附臂71搬送刀片61;以及收纳部73,收纳刀片61。
[0115]
吸附臂71如图4~图6所示,包括:第一吸附部711,吸附刀片61;第二吸附部712,吸附外凸缘64;以及装卸构件旋转部713,使装卸构件65旋转。所述吸附臂71以通过移动机构(未图示)而相对于主轴62相对地移动的方式构成(参照图3)。
[0116]
第一吸附部711吸附刀片61的其中一个面(外凸缘64侧的面)。具体而言,第一吸附部711具有:第一圆筒构件711a,接触刀片61的外表面;多个第一吸附口711b,形成在所述第一圆筒构件711a的与刀片61的接触面;以及第一吸气流路711c,形成在第一圆筒构件711a的内部,与多个第一吸附口711b连接。第一吸气流路711c与设置在吸附臂71的外部的抽吸泵(未图示)连接。
[0117]
第二吸附部712位于第一吸附部711的内侧,吸附外凸缘64的外侧的面(与内凸缘63为相反侧的面)。另外,第二吸附部712独立于第一吸附部711的吸附来吸附外凸缘64。具体而言,第二吸附部712具有:第二圆筒构件712a,接触外凸缘64的外表面;多个第二吸附口712b,形成在所述第二圆筒构件712a的与外凸缘64的接触面;以及第二吸气流路712c,形成在第二圆筒构件712a的内部,与多个第二吸附口712b连接。第二圆筒构件712a以变成同轴上的方式配置在所述第一圆筒构件711a的中空部。另外,第二吸气流路712c与设置在吸附臂71的外部的抽吸泵(未图示)连接。
[0118]
装卸构件旋转部713位于第二吸附部712的内侧,与主轴62的装卸构件65(此处为螺母)卡合来使装卸构件65装卸。具体而言,装卸构件旋转部713具有与装卸构件65卡合的卡合部713a,且具有以可旋转的方式设置的旋转构件713b、及使所述旋转构件713b旋转的
例如具有马达的旋转机构(未图示)。卡合部与形成在装卸构件65的被卡合部卡合。例如在装卸构件65的被卡合部为凹部的情况下,卡合部是与所述凹部卡合的突起。而且,在卡合部已与装卸构件65的被卡合部卡合的状态下使旋转构件713b旋转,由此可针对内凸缘63的中心轴部631安装或卸下装卸构件65。
[0119]
刀片搬送部72如图6所示,对由第二吸附部712所吸附的外凸缘64搬送刀片61,进行刀片61的从外凸缘64的卸下及刀片61的朝外凸缘64的安装。所述刀片搬送部72以通过移动机构(未图示)而在吸附臂71及收纳部73之间移动的方式构成(参照图3)。
[0120]
具体而言,刀片搬送部72吸附刀片61的与由第一吸附部711吸附的面为相反侧的面(内凸缘63侧的面),具有吸附刀片61的第三吸附部721、及可插入至外凸缘64的中央开口部的凸部722。第三吸附部721具有:第三圆筒构件721a,接触刀片61的外表面;多个第三吸附口721b,形成在所述第三圆筒构件721a的与刀片61的接触面;以及第三吸气流路721c,形成在第三圆筒构件721a的内部,与多个第三吸附口721b连接。第三吸气流路721c与设置在刀片搬送部72的外部的抽吸泵(未图示)连接。另外,凸部722形成在第三圆筒构件721a的中央部,插入至形成在外凸缘64的刀片安装部641的内侧的中央开口部。
[0121]
而且,在本实施方式中,在外凸缘64的刀片安装部641的外侧周面,形成有随着前往前端(内凸缘63侧)而缩径的第一锥面t1。所述第一锥面t1使由刀片搬送部72所搬送的刀片61容易进入至刀片安装部641。
[0122]
另外,在外凸缘64的刀片安装部641的内侧周面,形成有随着前往前端(内凸缘63侧)而扩径的第二锥面t2。而且,当刀片搬送部72对外凸缘64交接刀片61时,刀片搬送部72的凸部722一边被第二锥面t2引导一边插入至中央开口部,由此相对于外凸缘64来对刀片搬送部72进行定位。
[0123]
收纳部73如图7所示,可收纳更换用刀片61及已使用的刀片61。具体而言,收纳部73具有插通至更换用刀片61的中央开口部的第一悬挂部731、及插通至已使用的刀片61的中央开口部的第二悬挂部732。在所述悬挂部731、悬挂部732的前端面形成有刀片搬送部72的凸部722可插入的凹部733、凹部734。
[0124]
在第一悬挂部731中的凹部733的内侧周面,形成有随着前往前端而扩径的第三锥面t3。而且,当刀片搬送部72从收纳部73取出更换用刀片61时,刀片搬送部72的凸部722一边被第三锥面t3引导一边插入至凹部733,由此相对于第一悬挂部731来对刀片搬送部72进行定位。另外,在第二悬挂部732中的凹部734的内侧周面,与第一悬挂部731同样地,形成有随着前往前端而扩径的第四锥面t4。而且,当刀片搬送部72将已使用的刀片61收纳在收纳部73时,刀片搬送部72的凸部722一边被第四锥面t4引导一边插入至凹部734,由此相对于第二悬挂部732来对刀片搬送部72进行定位。
[0125]
<刀片更换机构7的动作>
[0126]
继而,对利用刀片更换机构7的刀片61的自动更换动作进行说明。
[0127]
刀片更换机构7的吸附臂71移动来接触主轴62(参照图4)。而且,第一吸附部711及第二吸附部712吸附刀片61及外凸缘64。在此状态下,装卸构件旋转部713使装卸构件65旋转来卸下装卸构件65。其后,吸附臂71从主轴62退避。由此,从主轴62卸下已使用的刀片61,并且变成已使用的刀片61与外凸缘64吸附在吸附臂71的状态(参照图5)。
[0128]
继而,刀片搬送部72朝吸附臂71移动。此时,刀片搬送部72的凸部722由刀片安装
部641的第二锥面t2引导,相对于刀片安装部641来对刀片搬送部72进行定位。而且,刀片搬送部72的第三吸附部721吸附已使用的刀片61。在此状态下,使刀片搬送部72相对于吸附臂71相对地移动,由此从外凸缘64卸下已使用的刀片61(参照图6)。另外,当通过刀片搬送部72来吸附已使用的刀片61时,解除由吸附臂71的第一吸附部711所进行的吸附。由此,可将已使用的刀片61从外凸缘64顺利地交接至刀片搬送部72。
[0129]
吸附有已使用的刀片61的刀片搬送部72朝收纳部73的第二悬挂部732移动(参照图7的箭头(a))。此时,刀片搬送部72的凸部722由第二悬挂部732的第四锥面t4引导,相对于第二悬挂部732来对刀片搬送部72进行定位。而且,刀片搬送部72的第三吸附部721解除已使用的刀片61的吸附,将已使用的刀片61收纳在第二悬挂部732。
[0130]
在收纳已使用的刀片61后,刀片搬送部72朝收纳部73的第一悬挂部731移动(参照图7的箭头(b))。此时,刀片搬送部72的凸部722由第一悬挂部731的第三锥面t3引导,相对于第一悬挂部731来对刀片搬送部72进行定位。而且,刀片搬送部72的第三吸附部721开始更换用刀片61的吸附,吸附被收纳在第一悬挂部731的更换用刀片61。
[0131]
吸附有更换用刀片61的刀片搬送部72朝吸附臂71移动(参照图7的箭头(c))。此时,刀片搬送部72的凸部722由刀片安装部641的第二锥面t2引导,相对于刀片安装部641来对刀片搬送部72进行定位。而且,刀片搬送部72将更换用刀片61安装在由吸附臂71所吸附的外凸缘64的刀片安装部641。此处,通过刀片安装部641的第一锥面t1而容易安装更换用刀片61。刀片搬送部72在安装更换用刀片61后,解除第三吸附部721对于更换用刀片61的吸附,吸附臂71的第一吸附部711吸附更换用刀片61(参照图5)。
[0132]
另外,当将更换用刀片61安装在刀片安装部641时,刀片搬送部72也可以在使更换用刀片61移动至刀片安装部641后,解除更换用刀片61的吸附,将更换用刀片61压入至规定位置为止。此处,所谓规定位置,是指即便压入更换用刀片61,更换用刀片61也不进一步移动的位置,且为接触外凸缘64的内侧的面(内凸缘63侧的面)的位置。具体而言,刀片搬送部72使更换用刀片61朝刀片安装部641移动,在刀片安装部641的前端部进入至更换用刀片61的中央开口部后解除更换用刀片61的吸附。此时,更换用刀片61变成挂在刀片安装部641的状态。在此状态下,刀片搬送部72将更换用刀片61压入至接触外凸缘64的内侧的面的位置为止。通过如此安装更换用刀片61,可防止更换用刀片61与刀片安装部641发生干涉而导致更换用刀片61不进一步进入,从而确实地安装更换用刀片61。
[0133]
在将更换用刀片61安装在刀片安装部641后,吸附臂71朝主轴62移动。而且,装卸构件旋转部713使装卸构件65旋转,而利用外凸缘64与内凸缘来夹持更换用刀片61(参照图4)。其后,吸附臂71的第一吸附部711解除更换用刀片61的吸附,并且第二吸附部712解除外凸缘64的吸附,吸附臂71从主轴62退避。通过所述一连串的动作,结束从已使用的刀片61朝更换用刀片61的更换动作。
[0134]
<本实施方式的效果>
[0135]
根据本实施方式的切断装置100,通过刀片搬送部72来对由第二吸附部712所吸附的外凸缘64搬送刀片61,因此只要相对于外凸缘64来对刀片搬送部72进行定位即可,因此与如以往那样外凸缘64与主轴62的定位调整相比,容易进行外凸缘64与刀片搬送部72的定位调整。因此,可容易地将刀片61嵌入至外凸缘64的刀片安装部641。其结果,即便在刀片61对于一对凸缘63、64的嵌合公差严格的情况下,也可以进行刀片61的自动更换。
[0136]
尤其,在外凸缘64的刀片安装部641形成有第一锥面t1,因此可容易地将刀片61安装在由第二吸附部712所吸附的外凸缘64的刀片安装部641。进而,在刀片安装部641的内侧周面形成第二锥面t2,将刀片搬送部72定位在刀片安装部641,因此可更容易地将刀片61安装在刀片安装部641。
[0137]
进而,在第一悬挂部731的内侧周面形成第三锥面t3,将刀片搬送部72定位在第一悬挂部731,因此可相对于刀片搬送部72来对更换用刀片61进行定位,可容易地将所述更换用刀片61安装在刀片安装部641。此外,在第二悬挂部732的内侧周面形成第四锥面t4,将刀片搬送部72定位在第二悬挂部732,因此可确实地将已使用的刀片61收纳在第二悬挂部732。
[0138]
<其他变形实施方式>
[0139]
另外,本发明并不限于所述实施方式。
[0140]
例如,除所述实施方式的构成以外,如图8所示,也可以包括定位部74,所述定位部74用于在从收纳部73朝吸附臂71搬送更换用刀片61的中途,进行刀片搬送部72与更换用刀片61的定位。另外,图8中所示的箭头表示刀片搬送部72的移动顺序。
[0141]
所述定位部74暂时地收纳由刀片搬送部72所吸附的更换用刀片61,并进行刀片搬送部72与更换用刀片61的定位。具体而言,定位部74具有悬挂更换用刀片61的第三悬挂部741。在第三悬挂部741的前端面,形成有刀片搬送部72的凸部722可插入的凹部742。在所述第三悬挂部741的外侧周面,形成有随着前往前端而缩径的第五锥面t5。另外,在第三悬挂部741的内侧周面,形成有随着前往前端而扩径的第六锥面t6。进而,第三悬挂部741的外径以比所述实施方式的第一悬挂部731大,与更换用刀片61的间隙比第一悬挂部731小的方式构成。通过所述定位部74,可进行更换用刀片61相对于刀片搬送部72的位置的微调整。
[0142]
在所述实施方式中,在刀片安装部641的内侧周面形成第二锥面t2,在第一悬挂部731的内侧周面形成第三锥面t3,在第二悬挂部732的内侧周面形成第四锥面t4,但也可以在嵌入至这些锥面的刀片搬送部72的凸部722形成随着前往前端而缩径的锥面。另外,就减小定位之前的移动量的观点而言,理想的是仅在刀片搬送部72的凸部722与嵌入至凸部722的其他构件的任一者设置锥面,但也可以设置在两者。
[0143]
另外,所述实施方式的切断装置100是具有一个主轴62的单主轴构成的切断装置,但也可以设为具有两个主轴62的双主轴构成的切断装置。在此情况下,刀片更换机构7依次更换两个主轴62各自的刀片61。
[0144]
此外,本发明并不限于所述实施方式,当然可在不脱离其主旨的范围内进行各种变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1