一种定心样冲装置的制作方法
[0001]
本发明涉及到样冲技术领域,特别涉及一种定心样冲装置。
背景技术:
[0002]
在小批量零件加工中,一般会制作样板加工系列孔。例如,在非标准铝型材机柜立柱上加工与面板装配的方孔以及与导轨联结的圆孔等。上述系列孔通常是利用数控冲制作样板之后,钳工再利用样板进行加工。为此,工厂采用的加工工艺是配做或制作样板。加工时,首先利用样板确定系列孔位置,用样冲制作定位窝,而后进行钻孔。由于样冲与样板无导向,钻头虽然可以利用样板孔导向,但由于样板薄且没有淬火,导致钻孔时导向短,并很快将样板孔扩大,导致样板丧失定位精度,造成零件尺寸批次的一致性差。因此所加工的孔不能保证与样板严格同心,是靠工人的操作经验和技术水平保证的。而在机装联结中,沉头螺钉的应用较多。螺纹孔与沉孔要求同轴,其位置度要求较高(公差要求在
±
0.07左右)。例如,非标准铝型材插箱框架的组成是由各型材立柱、型材横纵梁与连接角件联结构成,连接角件安装孔位置均是通过型材立柱、型材横纵梁沉孔做到的。
技术实现要素:
[0003]
有鉴于此,本发明提供了一种定心样冲装置,该装置不仅减缓了实施过程中的振动,工艺易于控制从而更易对心,对心准确。
[0004]
为了实现上述目的,本发明所采取的技术方案为:
[0005]
一种定心样冲装置,包括样冲杆,所述样冲杆底部设有样冲头;还包括套筒、第一弹簧和第二弹簧,所述样冲杆贯穿整个套筒且样冲杆的两端均露出于套筒;所述套筒的顶部固设有带小孔的压紧盖,所述小孔与样冲杆间隙配合;在样冲杆的中间位置还设有凸起;
[0006]
在套管内的样冲杆上还套装有活动套和调整套;所述活动套位于调整套的下方,两者均为管状结构且均在管状结构的顶部设有向外的延伸;在套筒的内壁上还设有凸块;
[0007]
所述活动套的延伸位于套管内壁凸块的上表面;所述样冲杆穿过活动套的底部,且在活动套底部与其凸起之间套装有所述第二弹簧;所述调整套的延伸压在活动套延伸的上表面,调整套的底部压在样冲杆凸起的上表面;所述第一弹簧套装在样冲杆上且位于调整套和压紧盖之间;所述第一弹簧和第二弹簧在正常状态下均处于压紧状态。
[0008]
进一步的,所述活动套的底部设有定位锥头,所述定位锥头露出于套筒的底部,且样冲杆的样冲头穿过定位锥头并露出;所述样冲头在定位锥头内有滑动的自由度。
[0009]
进一步的,所述定位锥头锥面的锥度角为60
°
。
[0010]
进一步的,所述定位锥头和样冲杆的同轴度小于0.03。
[0011]
本发明采取上述技术方案所产生的有益效果在于:
[0012]
1、本发明采用两根弹簧配合使用,减缓了在工作时对工人产生的震动,并且压力缓冲更加平缓。
[0013]
2、本发明采用活动套和调整套的使用提高了零件的互换性和一致性,提高了单
件、小批量产品空的加工质量和效率。
[0014]
3、本发明通过在活动套底部的锥管结构,进一步的增加了对孔的效率,使其不易滑动。
附图说明
[0015]
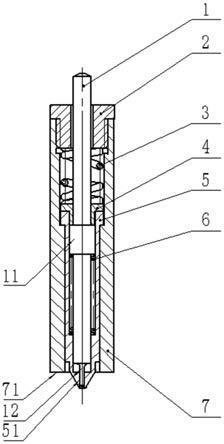
图1是本发明实施例的剖面结构示意图。
[0016]
图2是图1的底部放大示意图。
[0017]
图中:1、样冲杆,2、压紧盖,3、第一弹簧,4、调整套,5、活动套,6、第二弹簧,7、套筒,11、凸起,71、支撑底面,12、样冲头,51、定位锥头。
具体实施方式
[0018]
下面,结合附图和具体实施方式对本发明做进一步的说明。
[0019]
一种定心样冲装置,包括样冲杆,所述样冲杆底部设有样冲头;还包括套筒、第一弹簧和第二弹簧,所述样冲杆贯穿整个套筒且样冲杆的两端均露出于套筒;所述套筒的顶部固设有带小孔的压紧盖,所述小孔与样冲杆间隙配合;在样冲杆的中间位置还设有凸起;
[0020]
在套管内的样冲杆上还套装有活动套和调整套;所述活动套位于调整套的下方,两者均为管状结构且均在管状结构的顶部设有向外的延伸;在套筒的内壁上还设有凸块;
[0021]
所述活动套的延伸位于套管内壁凸块的上表面;所述样冲杆穿过活动套的底部,且在活动套底部与其凸起之间设有所述第二弹簧;所述调整套的延伸压在活动套延伸的上表面,调整套的底部压在样冲杆凸起的上表面;所述第一弹簧位于调整套和压紧盖之间;所述第一弹簧和第二弹簧在正常状态下均处于压紧状态。
[0022]
进一步的,所述活动套的底部设有定位锥头,所述定位锥头露出于套筒的底部,且样冲杆的样冲头穿过定位锥头并露出;所述样冲头在定位锥头内有滑动的自由度。
[0023]
进一步的,所述定位锥头锥面的锥度角为60
°
。
[0024]
进一步的,所述定位锥头和样冲杆的同轴度小于0.03。
[0025]
下面为一个更具体的实施例:
[0026]
如图1和图2所示,本实施例包括样冲杆1、压紧盖2,第一弹簧3,调整套4、活动套5、第二弹簧6和套筒7。其中,所述套筒7上端通过螺纹连接有所述压紧盖2,下端设有支撑底面71,所述压紧盖2与所述调整套4中间设有所述第一弹簧3,所述压紧盖2顶部小孔与所述样冲杆1间隙配合,且所述样冲杆1伸出小孔,所述样冲杆1中间位置设有与所述活动套5滑动配合的凸起11,凸起11与所述活动套5中间设有第二弹簧6,所述样冲杆1底部设有样冲头12,活动套的底部设有定位锥头,所述定位锥头露出于套筒的底部,且样冲头穿过定位锥头并露出;所述样冲头在定位锥头内有滑动的自由度。
[0027]
参照图2,上述活动套下端定位锥头51的锥度角为60
°
。
[0028]
所述定位锥头和样冲杆的同轴度小于0.03。
[0029]
在本实施例中,以样冲头12定直孔中心,以支撑底面71防止样冲歪斜。
[0030]
本发明的使用方法是,首先利用样板上的通孔或零件上的沉孔(定位锥头51的锥度角为60
°
)做为定位,利用支撑底面做定位调整,保证定心样冲与样板保持稳定的垂直关系,防止样冲歪斜,以细头定直孔中心,以保证冲制的定位窝与样板孔或零件沉孔的同心。
最后用手锤轻敲样冲杆1的上端,完成样冲眼的冲制。
[0031]
以上所述仅为本发明创造的实施例,但本发明创造并不限于所述实施例。熟悉本领域的技术人员在不违背本发明创造精神和原则的前提下还可做出种种的等同的变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1