一种自动金标切割机的制作方法
1.本发明涉及金标切割技术领域,更具体地说,它涉及一种自动金标切割机。
背景技术:
2.在现代医疗技术中,体外试纸检测已经广泛应用在医疗行业中,使得生产试纸的企业对试纸的金标需求量急剧增加。但是由于金标的生产过程中都是将金标生产制造成如图1所示的含有金标条的金标纸,金标纸分为两个部分,分别为长条状的金标条和长条状的白纸条,在制造试纸时需要将金标纸上的金标条与白纸条分开,现有技术中都是通过人工裁剪的方式来实现金标条和白纸条之间的分离,由于金标纸的规格不同,使得不同规格的金标纸上的金标条和白纸条的宽度大小不同,这就使得裁剪的时候需要使用不同的裁剪工具进行裁剪,同时,即使是同一规格的金标纸,其上设置的金标条和白纸条的宽度大小也会有所不同,这使得人工裁剪时非常的费时费力,大大的增加了人工裁剪的成本;并且在裁剪过程中,由于人为的失误是不可避免的,这就使得有一部分的金标纸在裁剪过程中出现失误,使得裁剪的时候将金标条切割的较窄或者使得其含有一部分的白纸条,这使得试纸在检测的时候影响检测的灵敏度,同时有一部分的金标纸由于裁剪而遭到破坏,使得对金标纸造成了浪费;因此,通过人工的方式裁剪金标纸具有以下问题:(1)费时费力,增加人工裁剪的成本;(2)裁剪失误,使得裁剪好的金标条质量降低,使得金标纸产生浪费,增加的原材料金标纸的成本。因此亟需一种金标切割机,来实现对金标纸的自动化、精准化、高效化的切割。
3.中国专利公告号cn112140164a,公告日2020年12月29日,发明的名称为一种试纸的切割分料设备,该申请案公开了一种pct试纸切割装置,包括操作台、传送组件、切割组件、支撑台、收集箱、红外测距模块以及控制器。其中所述传送组件设置于操作台上,用于输送所述试纸,且传送组件的宽度与所述试纸的宽度相匹配;所述切割组件设置于操作台上、传送组件的末端,用于将所述试纸切割成试纸条。上述发明中虽然能够进行切割pct试纸,但是该设备进行是针对试纸的切割,与切割金标纸有着非常重要的差别,因此上述pct试纸切割装不能够实现对金标纸的准确切割。
技术实现要素:
4.本发明克服了现有技术中缺少针对金标纸进行自动化、高效化、精准化切割的装置的不足,提供了一种自动金标切割机,它能实现对金标纸自动化、高效化,精准化的切割。
5.为了解决上述技术问题,本发明采用以下技术方案:一种自动金标切割机,包括:用于转移金标的上料装置、用于调整金标位置的纠偏装置、用于传送金标的传送装置、用于对金标进行切割的切割装置和用于检测金标位置的视觉检测装置。
6.本发明通过上料装置实现金标纸的自动上料,并通过传送装置将金标纸传送到切割装置进行加工切割,同时通过视觉检测装置对金标的姿态和位置进行检测,通过上料装置、纠偏装置、传送装置、切割装置和视觉检测装置的配合,实现了金标自动化的切割,使得
切割金标纸更加的自动化、高效化;同时设置视觉检测装置使得切割装置切割金标时能够刚好的切割在金标条与试纸条之间的分界线处,使得切割金标纸时更加的精确,提高了金标纸的切割质量。
7.作为优选,所述视觉检测装置包括第一检测相机和第二检测相机,所述第一检测相机用于检测所述纠偏装置,所述第二检测相机用于检测所述切割装置。
8.视觉检测装置用于检测金标纸的位置是否正确,提高金标纸被切割的质量。
9.作为优选,所述上料装置包括:第一移动机构和第二移动机构,所述第一移动机构带动所述第二移动机构进行移动,所述第二移动机构上设置有用于移动金标的移动装置。
10.第一移动机构、第二移动机构和移动装置之间的配合使得移动金标纸能够更加的方便和快捷。
11.作为优选,所述纠偏装置包括转盘和带动所述转盘转动的纠偏电机。
12.纠偏装置用于调整金标纸的位置和姿态,使得金标纸上的金标条和白纸条的分界线能够与切刀的长度方向平齐,保证了后面切刀对金标纸切割的准确性。
13.作为优选,所述传送装置包括:第一传送装置和第二传送装置,所述第一传送装置包括:两条平行设置的下履带、设置在所述下履带上方且与所述下履带相配合的上履带;两条所述下履带连接有传送转轴,所述传送转轴与第一传送电机相连接;所述上履带连接有升降气缸。
14.设置第一传送装置和第二传送装置提高了金标纸运送的行程,同时下履带通过传送转轴进行运动,使得两条下履带能够保证同步的转动,同时,下履带通过摩擦力带动上履带进行运动,使得上履带和下履带能够保证同步的运动;也就是说,通过一个第一传送电机和传送转轴,实现了上履带与下履带的同步转动,使得在同步履带传送金标纸的时候能够减少对金标纸的破坏,同时同步履带转送金标纸时也能够防止金标纸发生偏移。
15.作为优选,所述第二传送装置包括:第一传送轴和第二传送轴,所述第一传送轴上设置有第一齿轮,所述第二传送轴设置有与所述第一齿轮相啮合的第二齿轮,所述第一齿轮通过传动带与第二传动电机进行连接;所述第一传送轴和第二传送轴上设置有柔性轮。
16.柔性轮能够在提高对金标纸的摩擦力的同时,能够防止摩擦轮对金标纸的伤害。
17.作为优选,所述第二传送装置还包括与所述第二传送轴相平行设置的啮合轴,所述第二传送轴上设置有第一啮合齿轮,所述啮合轴上设置有与所述第一啮合齿轮相啮合的第二啮合齿轮;所述啮合轴上还设置有啮合柔性轮,所述啮合柔性轮与所述第二传送轴上的柔性轮相贴合。
18.第二传送轴与啮合轴之间相互配合,使得金标纸能够从第二传送轴和啮合轴之间传送过去,使得金标纸能够从啮合柔性轮和柔性轮之间通过,提高了本金标纸运送时的稳定性,有效的防止了在运送的过程中发生偏移。
19.作为优选,所述切割装置包括切刀和带动所述切刀运动的切割气缸。
20.切割装置通过切割气缸带动切刀进行运动,实现对金标纸的切割。具有结构简单,切割效率高的特点。
21.作为优选,还包括用于压紧金标的压紧装置,所述压紧装置包括压紧气缸,所述压紧气缸连接有一压紧轴,所述压紧轴上设置有压紧轮。
22.压紧装置能够对正在切割的金标进行压紧,防止金标在切割时发生侧偏,影响切
割的效果。
23.作为优选,所述移动装置包括第三气缸,所述第三气缸的活动端连接有连接板,所述连接板上设置有吸头。
24.通过吸头来吸放金标纸,使得转移金标纸能够更加的放便,相比于传统的机械手抓取方式,吸头能够做到极大的减小运送金标纸时对金标纸的伤害。
25.与现有技术相比,本发明的有益效果是:(1)结构简单,能够实现对金标纸的自动化、高效化、精准化的切割;(2)降低了人工生产的成本。
附图说明
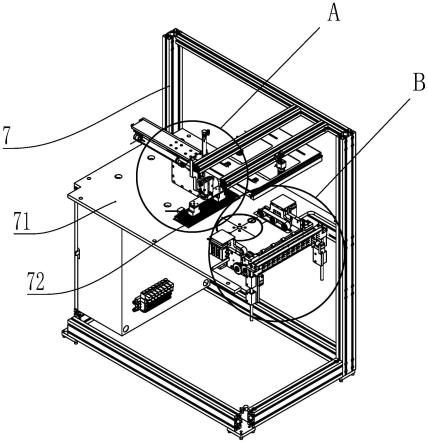
26.图1是本发明的金标纸的示意图;图2是本发明的第一视角的立体图;图3是图2中a区域的局部放大图;图4是图2中b区域的局部放大图;图5是本发明的第二视角的立体图;图6是图5中的局部放大图;图7是本发明的第三视角的立体图;图8是图7中的局部放大图;图9是本发明的侧视图;图中:1、上料装置,11、第一移动机构,111、第一气缸,112、第一活动杆,113、第一滑块,114、第一金属板,12、第二移动机构,121、第二气缸,122、第二活动杆,13、移动装置,131、连接板,132、吸头,133、第三气缸;2、纠偏装置,21、转盘;3、传送装置,31、第一传送装置,311、下履带,312、上履带,313、传送电机,314、升降气缸,315、传送转轴,316、下转轮,317、传动轮,318、传送轮,319、第三金属板,320、第二金属板,32、第二传送装置,321、第一传送轴,322、第二传送轴,323、第一齿轮,324、第二齿轮,325、柔性轮,326、啮合轴,327、第一啮合齿轮,328、啮合柔性轮;4、切割装置,41、切刀,42、刀架,43、垂直轴,44、导向块;5、视觉检测装置,51、第一检测相机,52、第二检测相机;6、压紧装置,61、压紧轴,62、压紧轮;7、机架,71、安装板,72、料槽,73、第一横梁,74、第二横梁;8、金标纸,81、金标条,82、白纸条。
具体实施方式
27.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:实施例1:参照图2至图9所示;一种自动金标切割机,包括:机架7,所机架上设置有安装板71,安装板71上设置有用于存放金标纸的料槽72,安装板71上设置有用于转移金标的上料装置1、用于调整金标位置的纠偏装置2、用于传送金标的传送装置3、用于对金标进行切割的切割装置4和用于检测金标位置的视觉检测装置5。
28.视觉检测装置5包括第一检测相机51和第二检测相机52,第一检测相机51用于检
测纠偏装置2,第二检测52相机用于检测切割装置4。第一检测相机51和第二相机52与计算机进行连接,使得计算机能够识别金标纸的位置。
29.参照图2至图4所示,上料装置1包括:第一移动机构11和第二移动机构12,第一移动机构11带动第二移动机构12进行移动,第二移动机构11上设置有用于移动金标的移动装置13,移动装置13包括第三气缸133,第三气缸133的活动端连接有连接板131,连接板131上设置有吸头132。第一移动机构11包括水平设置的第一气缸111,第一气缸111内设置有第一活动杆112,第一活动杆112的一端设置在第一气缸111内,第一活动杆112的另一端连接有第一滑块113,第一滑块113上设置有第二移动机构12,第二移动机构12包括与第一滑块113固定连接的第二气缸121,第二气缸121竖直设置,第二气缸121内设置有第二活动杆122,第二活动杆122的一端设置在第二气缸121内,第二活动杆122的另一端连接有移动装置13,移动装置13包括与第二活动杆122固定连接的第三气缸133,第三气缸133内设置有第三活动杆(图中未标出),第三活动杆的一端设置在第三气缸内,第三活动杆的另一端与连接板131连接,连接板131上设置有吸头132,吸头132为气动吸头,属于现有技术,为了使得吸头132吸附金标纸时能够更加的稳定,将吸头132对称的设置在连接板131长度方向的两侧,通过吸头132来吸放金标纸8,使得转移金标纸8能够更加的放便,相比于传统的机械手抓取方式,吸头132能够做到极大的减小运送金标纸8时对金标纸8的伤害;同时为了使得第一活动杆112带动第一滑块113运动的更加顺畅,将第一气缸111设置在第一金属板114上,第一金属板114上设置有导轨(图中未标出),第一滑块113上设置有与导轨相配合的导槽(图中未标出),使得第一滑块113能够沿导轨进行滑动的更加的顺畅;同时为使得第二活动杆122带动第三气缸运动的更加顺畅,在第一滑块113上设置有导轨(图中未标出),第三气缸上设置有与导轨相配合的导槽(图中未标出);同时为了提高本装置的运动精度,在第一金属板114和第一滑块113上的导轨内均设置有直线轴承(图中未标出)。第一气缸111、第二气缸121和第三气缸131均受计算机控制。通过计算机的控制第一气缸111、第二气缸121和第三气缸131,使得能够通过吸头132将金标纸8从料槽72取出放在纠偏装置2上。
30.参照图4所示,纠偏装置2包括设置在安装板71上的转盘21和带动转盘21转动的纠偏电机(图中未标出),纠偏电机为伺服电机,设置伺服电机与计算机连接。机架7在转盘21的上方设置有第一横梁73,第一检测相机51设置在第一横梁73上,金标纸通过上料装置1从料槽72被放置在转盘21上,通过第一检测相机51对金标纸进行检测,通过计算机判断金标纸位置是否摆正,当第一检测相机51检金标纸未摆正时,通过控制纠偏电机,使得纠偏电机控制转盘21转动,进而调整金标纸的位置。
31.参照图5至图6所示,传送装置3包括:第一传送装置31和第二传送装置32。
32.第一传送装置31包括:两条平行设置的下履带311、设置在下履带311上方且与下履带311相配合的上履带312,下履带311的长度大于上履带312的长度;下履带311设置的方向与第一气缸111运动方向相同,两条平行设置的下履带311设置在转盘21的两侧,下履带311上设置有下转轮316,下转轮316之间连接有传送转轴315,传送转轴315上设置有传动轮317,传动轮317通过皮带与传送电机313连接传动;上履带312安装在由三个传送轮318排列而成的传送轮组上,三个传送轮318可转动的安装在第二金属板320上,第二金属板320与第三金属板319相连接,第三金属板319与升降气缸314的活动端相连接,升降气缸314的活动带动第三金属板319进行升降,第三金属板319的升降带动第二金属板320进行升降,第二金
属板320带动上履带312进行升降,使得上履带312能够与下履带311之间进行贴合和分离,当上履带312和下履带311之间贴合时,下履带311通过摩擦力带动上履带312进行运动,使得上履带312和下履带311能够保证同步的运动,使得在传送金标纸的时候能够减少对金标纸的破坏同时也能够防止金标纸在传送时发生偏移,保证后期的切割质量。
33.金标纸通过纠偏装置2纠偏之后,计算机控制传送电机313进行转动,使得下履带311通过传送电机313能够实现运动,同时计算机控制升降气缸314向下运动,使得上履带312通过升降气缸314的作用向下运动与下履带311进行贴合,由于下履带311的长度大于上履带312,使得下履带312多处的部分能够带动金标纸先进行运动一段距离,之后金标纸运动到上履带312和下履带311之间,上履带312和下履带311之间的贴合力使得金标纸能够稳定的进行运动,同时,由于两条下履带311都是通过传送转轴315进行传动,使得两条下履带311能够保持同步的转速,使得金标纸在运动的过程中不会发生偏移。
34.参照图7至图8所示,第二传送装置32包括:第一传送轴321和第二传送轴322,第一传送轴321和第二传送轴322与下履带311垂直设置,第一传送轴321上设置有第一齿轮323,第二传送轴322设置有与第一齿轮323相啮合的第二齿轮324,第一齿轮323通过传动带与第二传动电机进行连接;第一传送轴321和第二传送轴322上设置有柔性轮325;本实施例中柔性轮325采用橡胶材料。
35.第一齿轮323和第二齿轮324之间的啮合传动能够使得第一传送轴321和第二传送轴322之间能够进行同步的转动,保证金标纸在受到第一传送轴321和第二传送轴322传动时能够稳定的运动,且不会因为第一传送轴321和第二传送轴322存在速度差而使得金标纸发生拉扯或者变形等其他影响金标纸质量的情况。
36.参照图9所示,切割装置4设置在安装板71的边缘处,切割装置4包括刀架42,刀架42上固定设置有切刀41,切刀41水平设置,同时切刀41与安装板71的边缘处平齐设置,刀架42的两侧固定设置有垂直轴43,安装板71的边缘处设置有导向块44,垂直轴43穿过导向块44,导向块44内设置有直线轴承,垂直轴43的一端与刀架42固定连接,垂直轴43的另一端与切割气缸(图中未画出)相连接,切割气缸与计算机连接并受计算机的控制,使得计算机能够控制切割气缸的工作状态;机架7在切刀41的上方设置有第二横梁74,第二检测相机52设置在第二横梁74上,第二检测相机52与计算机相连接且将数据传输给计算机,通过计算机的计算能够判断金标纸的位置。
37.切割气缸能够带动垂直轴43进行运动,使得垂直轴43能够带动刀架42进行运动,进而通过刀架42带动切刀41进行运动,实现对金标纸的切割作用;导向块44和设置在导向块44内的直线轴承能够提高垂直轴43运动的稳定性和精确性。同时,将第二检测相机52设置在第二横梁74上,使得通过第二检测相机52能够检测金标纸的位置,保证金标纸上的金标条和白纸条之间的分界线与切刀41的刀口平行且平齐,保证切刀41切割金标纸时能够切割在金标条和白纸条之间的分界线上,提高切刀切割金标纸的切割精度。如若第二检测相机52检测金标纸上的金标条和白纸条之间的分界线未与切刀41平齐,则计算机控制切割电机不进行切割操作,计算机控制传送装置3将金标纸排出。
38.本发明的工作原理为:第一,金标纸放置在料槽73内,通过计算机控制第一气缸111的水平运动、控制第二气缸121的竖直运动、控制第三气缸131的竖直运动使得吸头132与料槽73内的金标纸接触,通过计算机控制吸头132,使得吸头132将金标纸吸住,再通过计
算机控制第一气缸111的水平运动、控制第二气缸121的竖直运动、控制第三气缸131的竖直运动使得吸头132将金标纸放置在转盘21上且有部分放置在下履带311和上履带312之间的空间区域内;第二,通过第二检测相机51对金标纸进行检测,如果金标纸上的金标条与白纸条之间的分界线与切刀41的长度方向平行,计算机控制传送装置3工作对金标纸进行传送,如金标纸上的金标条与白纸条之间的分界线与切刀41的长度方向不平行,计算机控制纠偏电机工作,使得转盘21进行转动,使得金标条与白纸条之间的分界线与切刀41的长度方向平行;第三,计算机控制传送电机313进行转动,使得下履带311通过传送电机313能够实现运动,同时计算机控制升降气缸314向下运动,使得上履带312通过升降气缸314的作用向下运动与下履带311进行贴合,通过上履带312和下履带311之间的摩擦力使得金标纸沿履带进行运动;第四,金标纸经过上履带312和下履带311的运输,使得金标纸运输到了第一传送轴321的下方,通过第一传送轴321的传送并使得金标纸运动到了第二传送轴322的下方,通过第一传送轴321和第二传送轴322的传送,使得金标纸被传送到了切刀41的下方;第五,第二检测相机52对金标纸进行检测,进一步的检测金标条与白纸条之间的分界线与切刀41的长度方向是否平行且平齐,如若不平齐或不平行,计算机控制传送装置32将金标纸剔除,不对金标纸进行切割;如若第二检测相机52检测金标条与白纸条之间的分界线与切刀41的长度方向是否平行且平齐,计算机控制切割装置4对金标纸进行切割;第六,计算机控制切割气缸进行上下运动,使得刀架42在切割气缸的推动下进行上下运动,使得金标纸被切刀41切割成成品,由于金标纸上设置有由多条金标条和多条白纸条间隔排列而成,且只有第一条白纸条的宽度不同,因此,在切割时第二检测相机52对金标纸的第一条白纸条进行检测即可,之后的白纸条可通过计算机控制第二传送装置32传送金标纸的距离即可保证切刀41能够对金标条与白纸条之间的分界线处进行精确的切割。
39.实施例2:参照图7至图8所示,本实施例与实施例1结构相似,不同之处在于,第二传送装置32还包括与第二传送轴322相平行设置的啮合轴326,第二传送轴322上设置有第一啮合齿轮327,啮合轴326上设置有与第一啮合齿轮327相啮合的第二啮合齿轮(图中未标出);啮合轴326上还设置有啮合柔性轮328,啮合柔性轮328与第二传送轴322上的柔性轮325相贴合。柔性轮325和啮合柔性轮328为柔性材料制成,本实施例中采用橡胶材料制成。
40.啮合轴326与第二传送轴322之间平行设置,通过第一啮合齿轮327与第二啮合齿轮之间的啮合,使得啮合轴326余传送轴322两者运动的速度保持一致,同时通过啮合柔性轮328与第二传送轴322上的柔性轮325相贴合,使得金标纸能够从柔性轮325与啮合柔性轮328之间传动,使得柔性轮325与啮合柔性轮328能够对金标纸有一个夹紧的作用力,提高金标纸的运输精确性。
41.实施例3:参照图7至图8所示,本实施例与实施例1或实施例2结构相似,不同之处在于,还包括用于压紧金标的压紧装置6,压紧装置6设置在安装板71靠近切刀41的边缘处,压紧装置6包括压紧气缸(图中未画出),压紧气缸连接有一压紧轴61,压紧轴61与切刀41的长度方向平行设置,压紧轴61上设置有压紧轮62,压紧轮62采用柔性材料制成,本实施例中采用橡胶材料制成。压紧气缸与计算机连接,计算机能够实现对压紧气缸进行控制。
42.切刀41对金标纸进行切割时,计算机控制压紧气缸带动压紧轴61向下运动,使得压紧轴61上的压紧轮62作用在即将被切割的金标纸上,使得金标纸在切割时得以被固定。
43.以上所述的实施例只是本发明较佳的方案,并非对本发明作任何形式上的限制,
在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1