一种汽车零件圆度及位置度二合一夹具的制作方法
1.本实用新型涉及一种汽车零件夹具,具体为一种汽车零件圆度及位置度二合一夹具。
背景技术:
2.汽车零件的规格形状多种多样,为了保证零件的质量,加工后对零件进行质量检测工作是出厂前必要的工序。由于异形零件形状特殊,以如图1所示零件为例,边部设有三个安装孔,内部设有三个需要测量圆度和位置度的圆孔,对其进行圆度(即汽车零件中间位置各圆孔的圆度)的测量时,测点较多。目前为检测员将零件放在圆度检测台进行测量,且由于采用固定探针进行检测,必须旋转汽车零件找准各测点的位置,测完一个孔的圆度后,需将零件手动转动角度,重新对准探针位置,再进行下一个孔位的测量,一个零件的圆度全部测完费时较长,检测效率低,操作不方便;而对零件进行孔位位置度检测时需要将零件取下后放到位置度检测台上,重新对零件定位。零件的定位因人而异,测量结果波动大,影响了测量的准确率。
技术实现要素:
3.鉴于上述缺点与不足,本实用新型提供一种汽车零件圆度及位置度二合一夹具,可以解决因零件定位不准确,相对检测台位置不确定而导致的测量结果波动大且检测效率低、操作不方便的问题。
4.为了达到上述目的,本实用新型采用的主要技术方案包括:
5.本实用新型提供一种汽车零件圆度及位置度二合一夹具,包括:底座和旋转盘,旋转盘通过滚动连接单元转动安装于底座中,旋转盘为空心圆柱结构,空心圆柱结构上端面设有夹紧器、初步定位销和最终定位销;汽车零件通过夹紧器、初步定位销和最终定位销进行定位及夹紧。旋转盘上端面按汽车零件固定孔位置设有三个定位销孔,其中两个定位销孔用于安装初步定位销,另一销孔用于安装最终定位销;夹紧器数量为两个,分别通过固紧件以规定距离安装在旋转盘上端面,每个夹紧器的夹头与一个初步定位销位置对应;旋转盘外侧面下端设有一圈滑道。底座主体为空心圆柱结构,空心圆柱结构底部设有多个支脚,各支脚在空心圆柱底部向圆心方向延伸,各支脚竖直方向设有透孔;空心圆柱侧面对应旋转盘滑道高位位置设有多个透孔。所述滚动连接单元包括多个横向滚珠定位销和多个竖向滚珠定位销,其中多个横向滚珠定位销分别安装于底座的空心圆柱侧面透孔中,多个竖向滚珠定位销分别安装于底座的支脚透孔中。一个支脚上设有可拆卸的圆心定位销,且由支脚底部向下延伸,插装于检测台的指定位置处。
6.本实用新型具有以下有益效果及优点:
7.1.本实用新型在旋转盘上设置两个初步定位销和一个最终定位销,形成三点定位,三个定位销位置分别与零件固定孔对应,保证与所要检测的汽车零件位置固定,便于后续对零件进行圆度及位置度的检测;
8.2.本实用新型设置的横向滚珠定位销与旋转盘贴合保证了在夹紧汽车零件后竖直和圆心位置不变,设置的竖向滚珠定位销与旋转盘底部贴合,减少了旋转盘旋转时的摩擦力,解决了异型汽车零件由于检测时定位不准确,位置不固定造成的测试结果波动大及容易上错件的问题;
9.3.本实用新型通过一个夹具实现对异型汽车零件圆度测量及位置度的测量,测量汽车零件所需测量圆孔的圆度时,只需在圆度检测台上旋转旋转盘角度即可,测量位置度时,只需将已经固定好零件的夹具装插在位置度检测台固定位置,无需再调整角度。弱化了工人的劳动强度节约了操作时间从而节约了测试成本。
附图说明
10.图1为本实用新型所要固定的特定形状的汽车零件;
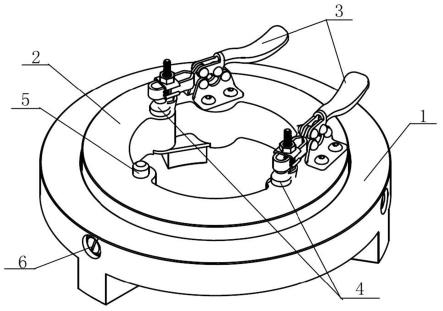
11.图2为本实用新型整体结构示意图;
12.图3为本实用新型的结构拆解示意图;
13.图4为本实用新型侧面视图。
14.其中,1、底座;101、支脚;2、旋转盘;3、夹紧器;4、初步定位销;、401、定位螺丝;402、挡片;403、弹簧;5最终定位销;6、横向滚珠定位销;7、竖向滚珠定位销;8、圆心定位销;a1、初步定位销对应孔位;a2、最终定位销对应孔位;b、被测圆孔。
具体实施方式
15.下面结合说明书附图对本实用新型作进一步阐述。
16.如图2~4所示,本实用新型提供一种汽车零件圆度及位置度二合一夹具,用于固定图1所示异型汽车零件,便于后续对零件圆度及位置度等参数的检测工作,包括底座1和旋转盘2,旋转盘2通过滚动连接单元转动安装于底座1中,旋转盘2为空心圆柱结构,空心圆柱结构上端面设有夹紧器3、初步定位销4和最终定位销5;汽车零件通过夹紧器3、初步定位销4和最终定位销5进行定位及夹紧。
17.旋转盘2上端面按汽车零件固定孔位置设有三个定位销孔,其中两个定位销孔用于安装初步定位销4,另一销孔用于安装最终定位销5;本实施例中,初步定位销4从旋转盘2下部通过平头螺钉401贯穿旋转盘2(厚度方向)由上表面伸出,并在旋转盘2下表面通过挡片402固定,在挡片402和初步定位销4之间设有弹簧403,用于保证当螺钉拧紧时,挡片402与初步定位销位置固定不窜位。夹紧器3为标准201型号快夹,数量为两个,分别通过圆帽螺钉以规定距离安装在旋转盘2上表面,每个夹紧器3的夹头与一个初步定位销4位置对应;旋转盘2外侧面下端设有一圈滑道。
18.底座1主体为空心圆柱结构,空心圆柱结构底部设有三个支脚101,各支脚101在空心圆柱底部向圆心方向延伸,各支脚101竖直方向设有透孔;空心圆柱侧面对应旋转盘2滑道高位位置设有三个透孔。
19.滚动连接单元包括多个横向滚珠定位销6和多个竖向滚珠定位销7(本实施例均采用型号为gn615-m10-kn的定位销),其中三个横向滚珠定位销6分贯穿底座1的空心圆柱侧面透孔,滚珠部分并均由底座1侧壁里侧伸出;三个竖向滚珠定位销7分别贯穿底座1的支脚透孔,滚珠部分并均由底座1支脚上表面伸出;滚动连接单元中三个横向滚珠定位销6的滚
珠置于旋转盘2的滑道内,三个竖向滚珠定位销7与旋转盘2底部贴合且滚动接触,这样形成的滚动连接单元可保证夹具在夹紧汽车零件后竖直和圆心位置不变且减少了旋转盘旋转时的摩擦力, 解决了异型汽车零件由于检测时定位不准确,位置不固定造成的测试结果波动大及容易上错件的问题。底座的一个支脚上设有可拆卸的圆心定位销8,圆心定位销8由支脚101底部向下延伸,插装于圆度检测检测台或位置度检测台的指定位置处,使本实用新型汽车零件圆度及位置度二合一夹具与对应检测台相对位置不变,方便后续测量。
20.使用时,先将图1所示的异型汽车零件两个定位孔套在两个初步定位销4上,利用夹紧器3及两个初步定位销4将零件初步定位,再通过最终定位销5使零件最终定位,使零件与夹具相对位置固定。当对零件进行圆度测量时,通过底座支脚101下部的圆心定位销8插装在圆度检测设备的圆度检测台固定位置上,使夹具与圆度检测台相对位置固定,然后由圆度检测设备的探针对零件第一个圆孔进行圆度测量,测量时,探针位置不变,使探针与被测圆孔内边缘抵接且成固定角度,圆度检测设备的圆度检测台根据设定好的参数旋转一周,得到第一个被测孔的圆度;第一个孔的圆度测量完毕后,水平旋转旋转盘2(通过夹紧器3的搬手部分操作,也可以通过转动零件带动旋转盘相对底座进行整体转动,此时底座由于圆心定位销8的定位不会转动,转盘2转动规定角度时,其转动的圆心固定,能够保证三个圆孔都会旋转到探针位置),使测量设备的探针落到第二个圆孔的内边缘,进行第二个圆孔的圆度测量,三个圆孔都测量完毕后,可以得到三个圆孔的圆度。整个测量过程零件的水平位置与竖直位置不变,保证了零件定位的准确度,从而保证了测量结果的准确度。
21.当对零件进行位置度测量时,零件与夹具固定方式与圆度测量时一致,由于圆度检测设备与位置度检测设备的测量定位方式相同,只要将底座支脚101下部的圆心定位销8插装在位置度检测设备的位置度检测台的固定位置上,即可实现快速定位,不需要再调节零件角度或使用另外一个夹具,实现了对零件圆度及位置度夹具的整合,弱化了工人的劳动强度节约了操作时间从而节约了测试成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1