一种烧结台车车轮轴的拉拔工装及工艺的制作方法
1.本发明涉及炼铁烧结设备领域,具体涉及一种烧结台车车轮轴的拉拔工装及工艺。
背景技术:
2.烧结台车是烧结机主要运行部件,用于烧结厂对铁矿粉的烧结处理。因烧结台车长期处于高温、持续运转状态,导致烧结台的车轮轴磨损较快,轮轴更换的频率较高。一般采用下线检修的方法进行处理。烧结台车轮轴拆除施工上主要靠依靠4名员工使用2台液压千斤顶、2台液压站、1台手拉葫芦相互配合来完成,烧结台车的车轮轴与台车本体(之间采用过盈配合装配,采用常规工具很难将车轮轴拉拔出来,因此整个拉拔轮轴的过程耗时长、效率低。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供烧结台车车轮轴的拉拔工装及工艺,能够高效稳定地对车轮轴进行拉拔。
4.为实现上述目的,本发明提供一种烧结台车车轮轴的拉拔工装,用于将烧结台车的车轮轴从台车本体中拉出,包括座架、可上下移动地安装于座架的伸缩动力缸、以及高度调节装置,所述伸缩动力缸的活塞杆沿轴线开设有套接通孔,所述套接通孔内径大于车轮轴外径,所述高度调节装置驱动伸缩动力缸上下运动;还包括用于设置在活塞杆后轴端面上的轴端压板,所述轴端压板上设有连接螺栓孔、且连接螺栓孔与车轮轴端面的螺栓孔相对应。
5.进一步地,所述伸缩动力缸为液压缸。
6.进一步地,所述高度调节装置包括竖向布置的丝杆、旋转轴、以及连接丝杆和旋转轴的传动组件,所述丝杆下端与伸缩动力缸相连接,所述旋转轴转动时通过传动组件带动丝杆上下运动。
7.进一步地,还包括连接件,所述连接件与高度调节装置相连接,所述伸缩动力缸可转动地安装于连接件、且转动轴线沿水平方向并垂直于其活塞轴线。
8.进一步地,所述连接件包括两个分别位于伸缩动力缸左右两侧的连接侧板,所述伸缩动力缸左右两侧通过水平轴销分别与两个连接侧板连接,两个水平轴销同轴且沿左右方向布置。
9.进一步地,包括设置在座架上的竖向滑轨、以及安装在竖向滑轨上的滑块,所述滑块与伸缩动力缸在竖向上相固定。
10.进一步地,所述竖向滑轨为四根、分别布置在伸缩动力缸四角处。
11.进一步地,还包括设置在座架下的万向实心轮。
12.本发明还提供一种烧结台车车轮轴的拉拔工艺,用于将烧结台车的车轮轴从台车本体中拉出,所述车轮轴上套接有壳体,采用上述的拉拔工装进行,所述拉拔工艺包括以下
步骤:
13.s1、拉拔工装准备工作;
14.s2、烧结台车下线以后,将烧结台车水平放置,车轮轴与地面保持规定距离,保护性拆除与车轮轴相连的零部件;
15.s3、移动拉拔工装至车轮轴处,通过高度调节装置调节伸缩动力缸高度,使其活塞杆的套接通孔与车轮轴中心大致同轴,将活塞杆的套接通孔前端套装在车轮轴上;在活塞杆后端安装轴端压板,利用紧固螺栓穿过连接螺栓孔拧入到车轮轴轴端面的螺栓孔中;
16.s4、伸缩动力缸启动,其活塞杆伸出或收缩,对车轮轴施加拉拔力进行拉拔,控制伸缩动力缸保持稳定拉拔力;
17.s5、均匀加热车轮轴上的壳体,使壳体产生膨胀;烘烤过程中使伸缩动力缸保持恒定的拉拔力,直至车轮轴完全拉拔出来。
18.进一步地,所述步骤s4中,控制伸缩动力缸保持拉拔力稳定在980kn,所述步骤s5中,壳体为碳钢壳体时,加热壳体到250℃。
19.如上所述,本发明涉及的拉拔工装及拉拔工艺,具有以下有益效果:
20.通过设置伸缩动力缸、以及高度调节装置,伸缩动力缸的活塞杆采用中空设计,套接通孔内径根据车轮轴外径定制,使用时,通过高度调节装置调节伸缩动力缸高度,使其活塞杆中的套接通孔与车轮轴中心大致同轴,将套接通孔前端套装在车轮轴上,然后在活塞杆后轴端面安上轴端压板,利用紧固螺栓穿过轴端压板上的连接螺栓孔拧入到车轮轴端面的螺栓孔中,伸缩动力缸启动,其活塞杆伸出或收缩,对车轮轴施加拉拔力进行拉拔,从而实现拉拔工作。本发明涉及的拉拔工装,拉拔过程中车轮轴与活塞杆保持较好的同轴度,拉拔力的作用方向与车轮轴轴心线重合度高,拉拔力的集中作用点与车轮轴轴心更加趋于同心,使车轮轴受力更加集中,拉拔更加高效,劳动强度地,工作效率高。并且,可以适用于不同场合,提升了使用范围。
附图说明
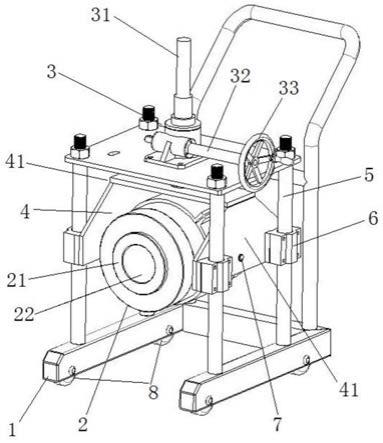
21.图1为本发明的拉拔工装的结构示意图,该图省略了轴端压板。
22.图2为图1的前视图。
23.图3为图1的右视图。
24.图4为本发明的拉拔工装与车轮轴的连接示意图。
25.元件标号说明
[0026]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
座架
[0027]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
伸缩动力缸
[0028]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活塞杆
[0029]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
套接通孔
[0030]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
高度调节装置
[0031]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
丝杆
[0032]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旋转轴
[0033]
33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
手轮
[0034]
34
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传动组件
[0035]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接件
[0036]
41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接侧板
[0037]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
竖向滑轨
[0038]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滑块
[0039]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
水平轴销
[0040]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
万向实心轮
[0041]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轴端压板
[0042]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
车轮轴
[0043]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
台车本体
[0044]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
紧固螺栓
具体实施方式
[0045]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0046]
须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0047]
参见图1至图4,本发明提供了一种烧结台车车轮轴的拉拔工装,用于将烧结台车的车轮轴10从台车本体11中拉出,拉拔工装包括座架1、可上下移动地安装于座架1的伸缩动力缸2、以及高度调节装置3,伸缩动力缸2的活塞杆21沿轴线开设有套接通孔22,套接通孔22内径大于车轮轴10外径,高度调节装置3驱动伸缩动力缸2上下运动;还包括用于设置在活塞杆21后轴端面上的轴端压板9,轴端压板9上设有连接螺栓孔、且连接螺栓孔与车轮轴10端面的螺栓孔相对应。
[0048]
本发明的拉拔工装,伸缩动力缸2的活塞杆21采用中空设计,套接通孔22内径根据车轮轴10外径定制,略大于车轮轴10外径,具体可以根据实际情况确定。使用时,参见图4,移动拉拔工装至车轮轴10处,移动拉拔工装至车轮轴10处,通过高度调节装置3调节伸缩动力缸2高度,使其活塞杆21中的套接通孔22与车轮轴10中心大致同轴,将套接通孔22前端套装在车轮轴10上,车轮轴10端部位于套接通孔22中,然后在活塞杆21后轴端面安上轴端压板9,利用紧固螺栓12穿过轴端压板9上的连接螺栓孔拧入到车轮轴10端面的螺栓孔中,将活塞杆21与车轮轴10固定连接,伸缩动力缸2启动,其活塞杆21伸出或收缩,对车轮轴10施加拉拔力进行拉拔,从而实现拉拔工作。其中,轴端压板9可以事先就安装在活塞杆21后轴端,也可以现场安装,并且轴端压板9与活塞杆21之间可以连接也可以不连接,优选地,轴端压板9与活塞杆21不固定,活塞杆21套接在车轮轴10上后再安装,方便调整轴端压板9上的连接螺栓孔与车轮轴10端面的螺栓孔相对准。
[0049]
本发明涉及的拉拔工装,采用伸缩动力缸2提供动力,拉拔过程中车轮轴10有一段
位于活塞杆21的套接通孔22中,两者保持较好的同轴度,拉拔力的作用方向与车轮轴10轴心线重合度高,拉拔力的集中作用点与车轮轴10轴心更加趋于同心,使车轮轴10受力更加集中,拉拔更加高效,相比于现有的人工拉拔的方式,劳动强度地,工作效率高。并且,通过高度调节装置3能够灵活调节伸缩动力缸2,可以适用于不同场合,提升了使用范围。
[0050]
本发明的拉拔工装,伸缩动力缸2可以为液压缸、电动缸或气缸,在本实施例中,优选地,伸缩动力缸2为液压缸,能够提供较大拉拔力,并配置有与液压缸相连的独立式液压站,为液压缸提供液压能,液压缸与拉拔工装之间采用分离式设计。实际使用时,对于现场常用的烧结台车,车轮轴10外径为160mm,液压缸有效顶升力位为980kn,套接通孔22孔通径为∮165mm,有效行程为257mm。
[0051]
作为优选设计,参见图1至图3,在本实施例中,高度调节装置3包括竖向布置的丝杆31、旋转轴32、以及连接丝杆31和旋转轴32的传动组件34,丝杆31下端与伸缩动力缸2相连接,旋转轴32上还设有手轮33,通过手轮33转动旋转轴32,旋转轴32通过传动组件34带动丝杆31上下运动,从而调节伸缩动力缸2高度,在本实施例中,有效升降高度为400mm。传动组件34具体可以采用涡轮蜗杆机构等现有结构,能够实现上述传动功能即可。
[0052]
作为优选设计,参见图1至图3,伸缩动力缸2通过连接件4与高度调节装置3相连接,伸缩动力缸2采用可转动方式地安装于连接件4、且转动轴线沿水平方向并垂直于其活塞杆21轴线。具体在本实施例中,连接件4固定连接在丝杆31下端,连接件4包括两个分别位于伸缩动力缸2左右两侧的连接侧板41,伸缩动力缸2左右两侧通过水平轴销7分别与两个连接侧板41连接,两个水平轴销7同轴且沿左右方向布置,也即水平轴销7垂直于活塞杆21轴线,水平轴销7构成伸缩动力缸2的水平角度调节结构。由于实际现场车轮轴10不一定完全水平,伸缩动力缸2可通过水平轴销7转动,实现伸缩动力缸2水平角度的调节,使其活塞杆21与车轮轴10保持同轴。
[0053]
作为优选设计,参见图1至图3,在本实施例中,在座架1下端还设有万向实心轮8,方便拉拔工装的移动和转向,特别是使伸缩动力缸2具有左右转向功能,与伸缩动力缸2的上下调节和水平角度调节功能结合,从而使伸缩动力缸2具有多方向调节功能,提高拉拔工装的使用灵活度。
[0054]
作为优选设计,参见图1至图3,在本实施例中,拉拔工装还包括设置在座架1上的竖向滑轨5、以及安装在竖向滑轨5上的滑块6,滑块6与伸缩动力缸2在竖向上相固定。具体地,竖向滑轨5为四根、分别布置在伸缩动力缸2四角处,滑块6固定在连接侧板41上。以此,通过竖向滑轨5和滑块6,对伸缩动力缸2的上下运动进行稳向,并提高伸缩动力缸2工作时的稳定性。
[0055]
本发明还提供了一种烧结台车车轮轴的拉拔工艺,用于将烧结台车的车轮轴10从台车本体11中拉出,车轮轴10上套接有壳体,车轮轴10与壳体之间为过盈配合,采用上述的拉拔工装进行,拉拔工艺包括以下步骤:
[0056]
s1、拉拔工装准备工作。具体地,采用本实施例中的拉拔工装时,先通过快速接头将独立式液压站与液压缸进行连接,将液压站的电源接通并试车。
[0057]
s2、烧结台车下线以后,将烧结台车水平放置,车轮轴10与地面保持规定距离,保护性拆除与车轮轴10相连的零部件。具体地,将台车放置在水平的枕木上,车轮轴10中心离地高度不得低于150mm,保护性拆除台车的金属轮子、轴套、轮轴后部压板等零部件。
[0058]
s3、移动拉拔工装至车轮轴10处,通过高度调节装置3调节伸缩动力缸2高度,使其活塞杆21的套接通孔22与车轮轴10中心大致同轴,将活塞杆21的套接通孔22前端套装在车轮轴10上;在活塞杆21后端安装轴端压板9,利用紧固螺栓12穿过连接螺栓孔拧入到车轮轴10端面的螺栓孔中。具体地,采用本实施例中的拉拔工装时,当车轮轴10未处于水平时,还可以通过液压缸绕水平轴销7转动,调节液压缸的水平角度,使活塞杆21与车轮轴10保持同轴。
[0059]
s4、伸缩动力缸2启动,其活塞杆21伸出或收缩,对车轮轴10施加拉拔力进行拉拔,控制伸缩动力缸2保持稳定拉拔力。具体地,采用本实施例中的拉拔工装时,启动液压站向液压缸提供压能,并且控制液压站稳定供能,液压站压力表压力达到325bar并稳压,使液压缸向车轮轴10施加980kn的稳定拉拔力。
[0060]
s5、均匀加热车轮轴10上的壳体,使壳体产生膨胀;烘烤过程中使伸缩动力缸2保持恒定的拉拔力,直至车轮轴10完全拉拔出来。实际工作中,当壳体为碳钢时,一般需加热到250℃左右,并且烘烤过程中观察液压站压力表,若压力下降及时启动液压站为补压,使液压缸保持恒定的拉拔力,直至车轮轴10完全拉拔出来。
[0061]
车轮轴10完全拉拔出来后,拆下轴端压板9,取出拉拔出来的车轮轴10,使液压缸回程,关闭液压站即可。
[0062]
由上可知,本实施例中的拉拔工装、以及使用拉拔工作进行的拉拔工艺,液压缸自由度高,调节方便,使用灵活,使用范围广,工作效率高,更稳定可靠;拉拔过程中,液压缸提供的拉拔力的作用方向与车轮轴10轴心线重合度更高,拉拔力的集中作用点与轮轴轴心更加趋于同心,使烧结台车轮轴10受力更加集中、拉拔更加高效。
[0063]
综上所述,发明有效克服了现有技术中的种种缺点而具有高度产业利用价值。
[0064]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1