一种汽车发动机油管用双头倒角机构的制作方法
[0001]
本实用新型涉及管件制造领域,具体涉及一种汽车发动机油管用双头倒角机构。
背景技术:
[0002]
发动机是汽车的心脏,将汽油的热能,通过在密封汽缸内燃烧气体膨胀时,推动活塞作功,转变为机械能,这是发动机最基本原理。而实现这种功能需要复杂的传输系统,而传输系统离不开管道。现有发动机常规技术为无涡轮增压技术或有涡轮增压大直径厚壁管,无涡轮增压技术即不能给发动机提供最大和稳定的的能量,使车子速度快速启动或停止,且产生大量的燃油因未充分燃烧产生积碳而造成燃油浪费和空气污染。
[0003]
而现有的汽车发动机油管的生产有抛光时间过长、半自动的缺点。
技术实现要素:
[0004]
为了克服现有技术的上述缺陷,本实用新型的目的在于提供一种汽车发动机油管用双头倒角机构。
[0005]
为了实现本实用新型的目的,所采用的技术方案是:
[0006]
一种汽车发动机油管用双头倒角机构,包括:
[0007]
一机架,所述机架上对称设有第一、第二倒角装置,
[0008]
所述第一、第二倒角装置的第一、第二倒角开口对称开设;
[0009]
所述机架上端活动安装有一钢管支撑架,
[0010]
钢管支撑架下部分别设有第一、第二钢管夹具,将待倒角的汽车发动机油管夹持在第一、第二钢管夹具之间,后通过所述钢管支撑架下探后在第一、第二倒角装置内进行倒角处理。
[0011]
在本实用新型的一个优选实施例中,所述汽车发动机油管为不锈钢焊接的汽车发动机油管。
[0012]
在本实用新型的一个优选实施例中,所述汽车发动机油管包括:
[0013]
一不锈钢圆管本体,所述不锈钢圆管本体由抗拉强度为≥520mpa,屈服强度为≥210mpa,延伸率为≥35%的不锈钢焊接而成;
[0014]
所述不锈钢圆管本体的外径为8mm~15mm,壁厚为1-1.5mm,外径公差为a (+0.1,-0.1)mm,直线度为2.5mm/m,倒角为r0.3-0.6mm。
[0015]
本实用新型的有益效果在于:
[0016]
本实用新型通过采用的焊接用管和倒角机构相配合,大大提升了倒角的效率并且可以进行更加精确的倒角,改善在倒角加工过程出现毛刺的现象。
附图说明
[0017]
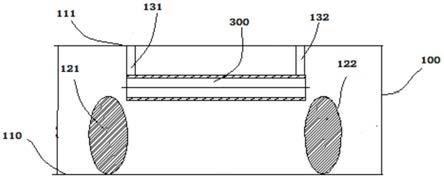
图1为本实用新型的结构示意图。
[0018]
图2为汽车发动机油管的结构示意图1。
[0019]
图3为汽车发动机油管的结构示意图2。
具体实施方式
[0020]
如图1所示的汽车发动机油管用双头倒角机构100,包括了机架110,机架110上对称设有倒角装置121、122,倒角装置121、122的倒角开口121a、 122a对称开设在倒角位置200两侧,在机架110上端活动安装有钢管支撑架 111,钢管支撑架111分别设有钢管夹具131、132,汽车发动机油管300夹持在钢管夹具131、132之间,后通过钢管支撑架111下探后在倒角装置121、 122内进行倒角处理。
[0021]
重点结合图2、图3汽车发动机油管300为不锈钢焊接的汽车发动机油管,包括了不锈钢圆管本体310,不锈钢圆管本体310由抗拉强度为≥520mpa,屈服强度为≥210mpa,延伸率为≥35%的不锈钢焊接而成;
[0022]
不锈钢圆管本体310的外径311为8mm~15mm,壁厚312为1-1.5mm,外径公差为a(+0.1,-0.1)mm,直线度为2.5mm/m,倒角313为r0.3-0.6mm。
[0023]
本实用新型专利可帮助大部分使用抛光的厂家进行节约时间和成本的目的。在这个效率的时代,产能决定这企业的利润,所以本专利可以帮助企业提高效率,增大产能。并且提高产品检验正确率。
[0024]
通过上述控制方法,得到了均匀一致的符合或超过客户及国标要求的产品。
[0025]
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的从业技术人员都应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1