制动梁支柱槽精铣削夹具的制作方法
1.本实用新型涉及机械领域,具体的说是一种制动梁支柱槽精铣削夹具。
背景技术:
2.制动梁是铁路货车基础制动系统中一个重要部件,对保障车辆行车安全起到举足轻重的作用。而制动梁支柱是制动梁中的关键零件,其质量状况直接影响着车辆基础制动装置的性能,随着铁路运输部门的发展,对制动梁支柱的加工质量和加工效率提出了更高的要求。制动梁支柱中心槽铣削是其机械加工过程中的一道关键工序,工序切削量大,精度要求较高,对操作者技术要求高,容易出现质量问题,因此,高效稳定的夹具是决定此工序质量和效率的关键因素。
3.目前支柱槽精加工时采用平口钳定位夹紧,由于工件为铸件,工件之间尺寸差异较大,造成定位块定位精度不高,直接影响加工尺寸精度。普通立式铣床铣削为人工进给,容易造成加工尺寸精度低,加工表面光洁度不均匀等质量问题。平口钳夹紧松开为人工操作,且加工一个工件需要多次反复装夹,工人劳动强度较大,生产效率低。
技术实现要素:
4.为了克服现有的支柱槽精铣加工夹具需多次装夹而造成误差较大、生产效率低的不足,本实用新型提供一种制动梁支柱槽精铣削夹具,该制动梁支柱槽精铣削夹具一次装夹即可完成精铣加工,减少了多次装夹定位的辅助时间,提高了装夹精度,提高生产效率。
5.本实用新型的技术方案是:一种制动梁支柱槽精铣削夹具,包括底板,所述底板上部连接有液压旋转工作台,液压旋转工作台上固定有夹紧工装,所述底板上通过立柱连接有液压旋转接头,液压旋转接头底部连接有液压夹头。
6.所述夹紧工装中心处固定有定位轴,定位轴两侧设有弹性定位块。
7.还包括铣刀,所述铣刀为水平方向,位于夹紧工装一侧的上方且与工件对正。
8.本实用新型具有如下有益效果:由于采取上述方案,采用了专用数控加工设备、液压旋转工作台及专用夹具,一次装夹完成整个加工工序。工装定位准确,夹紧可靠,有效提高了加工质量和生产效率,降低了加工成本和工人劳动强度,加工可靠性和安全性各方面都得到大幅度提高,工件加工后完全符合图纸的技术要求,生产效率更高;工装制造成本较低,耐用、利于维修,得到了操作者和检验员的认可。
附图说明
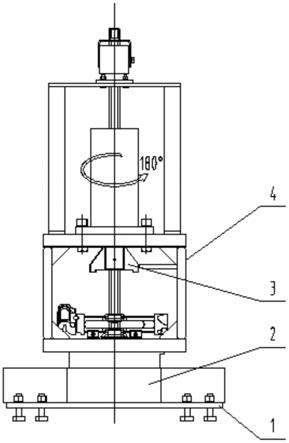
9.图1是本实用新型的主视图;
10.图2是本实用新型的左视图。
11.图中1
‑
底板,2
‑
液压旋转工作台,3
‑
液压夹头,4
‑
夹紧工装,5
‑
定位轴,6
‑
弹性定位块,7
‑
液压旋转接头,8
‑
铣刀。
具体实施方式
12.下面结合附图对本实用新型作进一步说明:
13.由图1、图2所示,一种制动梁支柱槽精铣削夹具,包括底板1,底板1固定在数控卧铣工作台上,所述底板1上部连接有液压旋转工作台2,液压旋转工作台2为两工位,每次旋转180
°
。液压旋转工作台2上固定有夹紧工装4,夹紧工装4中心处固定有定位轴5,定位轴5两侧设有弹性定位块6,定位轴5插入工件中心孔后可实现定位,并通过两侧的弹性定位块6夹紧工件。所述底板1上部一侧固定有立柱,立柱顶端通过横梁连接有液压旋转接头7,液压旋转接头7底部连接有液压夹头3,液压旋转接头7可进行180
°
旋转,与液压旋转工作台2配合。液压夹头3可在液压缸的带动下上下移动,对工件进行夹紧,并且夹紧力可调,保证工件加工中稳定可靠防止夹紧力不足造成的振动。还包括铣刀8,所述铣刀8为水平方向,位于夹紧工装4一侧的上方且与工件对正,对工件进行铣槽。
14.对制动梁支柱铣槽时,将该夹具固定在卧式数控铣床的工作台上,将工件放入夹具,使支柱中心孔与夹紧定位轴5配合,支柱下部与两侧的弹性定位块6接触;启动液压缸带动液压夹头3向下移动,夹紧工件,支柱中心孔与定位轴5接触定位,两侧与弹性定位块6接触定位,液压缸带动液压夹头夹紧工件;启动数控卧铣自动支柱精铣槽程序,加工一侧贯通槽口及阶梯槽至图纸尺寸;液压旋转工作台2带动夹具及工件整体旋转180
°
定位夹紧;铣刀8加工另一侧贯通槽口及阶梯槽至图纸尺寸;操作液压旋转工作台2旋转至原位,松开夹紧油缸,卸下工件,重新装夹工件,开始下一轮循环过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1