一种自动换刀系统中入力传动蜗杆与蜗轮的装配结构的制作方法
一种自动换刀系统中入力传动蜗杆与蜗轮的装配结构
【技术领域】
1.本实用新型涉及一种自动换刀系统装置,特别是涉及一种自动换刀系统中入力传动蜗杆与蜗轮的装配结构。
背景技术:
2.现行加工机床刀库的自动换刀系统运作步骤中包括:旋转、往复升降、急停、急动等动作,对传动机件的损害及磨耗甚大。因此,除了对传动机件的材料、加工精度、材料处理上有严格要求外,两机件的间隙配合也不可忽略,又因蜗轮与转动用凸轮安置于同一轴心上,为了使转动凸轮与转塔达到最佳运动顺畅度及啮合度,故转动凸轮须能调整,故作为主传动用的蜗轮蜗杆也无可避免的需要具备调整功能方能达到最佳传动效果及最耐模式。
3.现有技术中的调整方式为将上下调整蜗杆的固定法兰做内偏心来调整蜗轮蜗杆之间的齿啮合间隙,如图1
‑
图2所示,但需要调节上下两个固定法兰并使其偏心达到一致才行,使得调整操作非常费时且困难。现有技术中的蜗轮蜗杆装配结构,利用蜗杆上下法兰偏心方式调整蜗杆与蜗轮之间的间隙的缺点如下:1)调整时需调整上下两个固定法兰,操作时须将整组系统翻转,非常消耗体力与时间;2)因上下调整法兰为分离式,因此两边要调整达到偏心一致性有其困难度;3)调整完成后,检测方式只能是将蜗杆正反转动测试蜗杆与蜗轮的顺畅性及将蜗杆正反晃动检测两工件之间隙,无法检测蜗杆是否与蜗轮成垂直状态,而蜗杆与蜗轮的垂直性将直接影响其耐用性。
4.因此,有必要提供一种新的自动换刀系统中入力传动蜗杆与蜗轮的装配结构来解决上述问题。
技术实现要素:
5.本实用新型的主要目的在于提供一种自动换刀系统中入力传动蜗杆与蜗轮的装配结构,能够简便的、快速的、且精准的调节蜗轮与蜗杆的装配间隙,且调节完成后能够保障蜗杆与蜗轮轴线垂直。
6.本实用新型通过如下技术方案实现上述目的:一种自动换刀系统中入力传动蜗杆与蜗轮的装配结构,其包括安装在机壳壳体上的偏心法兰安装座、两端通过前支撑轴承与后支撑轴承设置在所述偏心法兰安装座上的蜗杆,所述偏心法兰安装座包括偏心前法兰、与所述偏心前法兰具有同向偏心结构的偏心后法兰、将所述偏心前法兰与所述偏心后法兰连接成一个整体的中间连接筒,所述中间连接筒的筒壁表面开设有用于所述蜗杆与蜗轮啮合的避让缺口。
7.进一步的,所述前支撑轴承设置在所述偏心前法兰内,所述后支撑轴承设置在所述偏心后法兰内。
8.进一步的,所述偏心前法兰、所述偏心后法兰的内孔偏心轴与所述机壳壳体上的安装轴线存在偏移量,且偏移方向一致。
9.进一步的,还包括固定住所述前支撑轴承在所述蜗杆上的位置的前轴承螺帽、固
定住所述后支撑轴承在所述蜗杆上的位置的后轴承螺帽。
10.进一步的,所述蜗杆上设置有分别与所述前轴承螺帽、所述后轴承螺帽螺纹配合锁紧的外螺纹结构。
11.进一步的,所述蜗杆上还设置有分别对所述前支撑轴承、所述后支撑轴承一侧进行定位的定位凸环。
12.进一步的,所述蜗杆上与所述蜗轮啮合的齿形结构设置在两个所述定位凸环之间。
13.进一步的,所述偏心前法兰上设置有一圆环凸起,所述圆环凸起的一侧与所述机壳壳体上对应装配孔的台阶面贴合实现所述偏心法兰安装座轴向的一端限位;所述装配结构还包括一后固定盖,所述后固定盖与所述偏心后法兰外端面螺钉固定连接进而实现所述偏心法兰安装座轴向的另一端限位。
14.进一步的,所述蜗杆上还设置有前油封与后油封,所述前油封设置在所述偏心前法兰的所述圆环凸起位置封堵其内孔;所述后油封设置在所述后固定盖内封堵其内孔。
15.与现有技术相比,本实用新型自动换刀系统中入力传动蜗杆与蜗轮的装配结构的有益效果在于:将上下调整的偏心固定法兰利用圆管加工上下同向偏心,使其变成一个整体,然后将筒型式偏心法兰于蜗杆蜗轮啮合处加工去除形成避让缺口,蜗杆与蜗轮啮合无碍;本方案使得蜗杆与蜗轮之间隙调整变得更加简单,省时省力,仅需调整一方既能完成间隙调整且确保蜗轮蜗杆的垂直度,进而提高了工件的耐用度。
【附图说明】
16.图1为现有技术中入力传动蜗杆与蜗轮装配的剖视结构示意图;
17.图2为现有技术中入力传动蜗杆与蜗轮装配的爆炸结构示意图;
18.图3为本实施例中入力传动蜗杆与蜗轮装配的局部剖视结构示意图;
19.图4为本实施例中入力传动蜗杆与蜗轮装配的爆炸结构示意图;
20.图5为本实施例中偏心法兰安装座的结构示意图;
21.图6为本实施例中蜗杆的结构示意图;
22.图中数字表示:
23.100自动换刀系统中入力传动蜗杆与蜗轮的装配结构;
24.101机壳壳体;102蜗轮;103装配孔;
[0025]1’
偏心前法兰;2’偏心后法兰;3’调压螺帽;4蜗杆;5前支撑轴承; 6’后支撑轴承;7前油封;8后油封;9’前密封圈;10’后密封圈;
[0026]
1偏心法兰安装座,11偏心前法兰,111圆环凸起,12偏心后法兰,13 中间连接筒,131避让缺口;2蜗杆,21外螺纹结构,22定位凸环;3后固定盖;4前支撑轴承;5后支撑轴承;6前轴承螺帽;7后轴承螺帽;8前油封;9后油封;10前密封圈;14后密封圈。
【具体实施方式】
[0027]
实施例:
[0028]
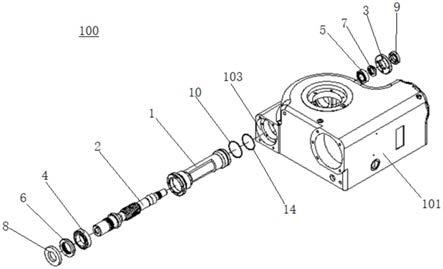
请参照图3
‑
图6,本实施例为自动换刀系统中入力传动蜗杆与蜗轮的装配结构100,其包括安装在机壳壳体101上的偏心法兰安装座1、两端通过前支撑轴承4与后支撑轴
承5设置在偏心法兰安装座1上的蜗杆2,偏心法兰安装座1包括偏心前法兰11、与偏心前法兰11具有同向偏心结构的偏心后法兰12、将偏心前法兰11与偏心后法兰12连接成一个整体的中间连接筒 13,中间连接筒13的筒壁表面开设有用于蜗杆2与蜗轮102啮合的避让缺口131。
[0029]
所述前支撑轴承4设置在所述偏心前法兰11内,所述后支撑轴承设置在所述偏心后法兰12内。
[0030]
偏心前法兰11与偏心后法兰12的偏心结构实现可调整的原理为现有技术,本实施例不在进行赘述。
[0031]
偏心前法兰11、偏心后法兰12的内孔偏心轴与机壳壳体101上的安装轴线存在偏移量,且偏移方向一致,从而可以使得调节偏心法兰安装座1后的蜗杆2的旋转轴线还是能够保持与蜗轮102的旋转轴线保持垂直。
[0032]
本实施例还包括固定住前支撑轴承4在蜗杆2上的位置的前轴承螺帽6、固定住后支撑轴承5在蜗杆2上的位置的后轴承螺帽7。蜗杆2上设置有分别与前轴承螺帽6、后轴承螺帽7螺纹配合锁紧的外螺纹结构21。
[0033]
蜗杆2上还设置有分别对前支撑轴承4、后支撑轴承5一侧进行定位的定位凸环22。
[0034]
蜗杆2上与蜗轮102啮合的齿形结构设置在两个所述定位凸环22之间。
[0035]
偏心前法兰11上设置有一圆环凸起111,圆环凸起111的一侧与机壳壳体101上对应装配孔103的台阶面贴合实现偏心法兰安装座1轴向的一端限位。本实施例还包括一后固定盖3,后固定盖3与偏心后法兰12外端面螺钉连接实现偏心法兰安装座1轴向的另一端限位。从而将偏心法兰安装座1牢固稳定的安装在机壳壳体101上。
[0036]
蜗杆2上还设置有前油封8与后油封9,前油封8设置在偏心前法兰11 的圆环凸起111位置封堵其内孔;后油封9设置在后固定盖3内封堵其内孔。
[0037]
偏心法兰安装座1上设置有密封偏心前法兰11与机壳壳体101装配孔 103装配界面的前密封圈10、密封偏心后法兰12与机壳壳体101装配孔103 装配界面的后密封圈14。
[0038]
当调整蜗杆2与蜗轮102之间的啮合间隙时,只需要调节偏心法兰安装座1整体即可,偏心前法兰11与偏心后法兰12随着偏心法兰安装座1整体的旋转实现同步调整,从而将偏心法兰安装座1用于支撑蜗杆2的内孔轴线向上或向下调整,从而实现与蜗轮102啮合间隙的调整,且调整过程中以及调整结束后的蜗杆2轴线始终保持与蜗轮102垂直,保障了蜗轮蜗杆的传动装配精度,保证了其传动的有效性,提高了使用寿命。
[0039]
本实施例自动换刀系统中入力传动蜗杆与蜗轮的装配结构100是将上下调整的偏心固定法兰利用圆管加工上下同向偏心,使其变成一个整体,然后将筒型式偏心法兰于蜗杆蜗轮啮合处加工去除形成避让缺口,蜗杆与蜗轮啮合无碍;本方案使得蜗杆与蜗轮之间隙调整变得更加简单,省时省力,仅需调整一方既能完成间隙调整且确保蜗轮蜗杆的垂直度,进而提高了工件的耐用度。
[0040]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1