用于汽车电池托盘结构的铝挤压件的液压成形的制作方法
用于汽车电池托盘结构的铝挤压件的液压成形
1.相关申请的交叉引用
2.本pct国际专利申请要求于2019年12月24日提交的名称为“hydroforming of aluminum extrusions for automotive battery tray structures(用于汽车电池托盘结构的铝挤压件的液压成形)”的序列号为no.62/953,243的美国临时专利申请的权益和优先权,该美国临时专利申请的全部公开内容通过引用并入本文中。
技术领域
3.本公开涉及汽车结构。更特别地,本公开涉及挤压的底盘或车身结构。
背景技术:
4.包括内燃发动机车辆和电动车辆在内的机动车辆,包括以各种方式成型或制造的各种结构部件。例如,车辆底盘结构可以通过将各种结构部件结合在一起而形成,以形成或限定用于保持比如发动机、变速器部件、马达、hvac系统等车辆的各种部件的支架结构。
5.结构部件可以由包括钢、铝、复合材料、合金等在内的各种材料制成,根据部件的需要,这些材料中的每种材料具有多种优势,比如低重量、高强度、高刚度、导热性等。材料的选择可能取决于因素的组合。
6.在许多情况下,材料可以被制造或成型,并且然后结合在一起以形成复杂的结构。在一些情况下,材料可以通过增材制造方法形成为单件结构或者通过对材料进行机加工以移除一些区域中的材料从而留下部件的最终形状而形成单件结构。部件可以由模具铸造、锻造、挤压或其他方法制成。
7.由于车辆空间要求和组装要求,各种结构部件可能具有严格的公差要求,因此需要昂贵且耗时的制造工艺。在一些情况下,满足严格的公差要求可能需要总体上使用附加的材料。
8.在一些情况下,按照严格的公差制造可能是不可行的,从而导致零件不能满足严格的公差,并需要在其他所连接的零件中进行折衷或者增加组装时间,以确保部件的适当配装。
9.因此,鉴于上述情况,可以对车辆结构部件的制造进行改进。
技术实现要素:
10.在一个方面,提供了一种用于车辆的结构部件。该结构部件包括:沿自身的长度延伸的挤压件,该挤压件限定了横截面形状;挤压件的多个相交的壁部分;由多个壁部分限定的多个内部单元,这些单元沿着挤压件的长度延伸;挤压件的多个外部表面部分;其中,挤压件具有具备第一横截面尺寸和形状的第一状态;其中,挤压件具有第二状态,其中,横截面尺寸和形状相对于挤压件在第一状态下的横截面扩张。
11.在一个方面,结构部件为电池托盘,其中,至少一个挤压件包括第一挤压件和第二挤压件,其中,第一挤压件和第二挤压件至少部分地限定了电池托盘的第一侧壁和第二侧
壁,其中,第一侧壁和第二侧壁位于电池托盘的相反的横向侧部上。
12.在一个方面,多个横向延伸的壁在电池托盘的第一侧壁与第二侧壁之间延伸。
13.在一个方面,该部件包括电池托盘的顶部部分和底部部分,其中,在第二状态下,顶部部分安装至第一侧壁的上部外部表面和第二侧壁的上部外部表面,并且在第二状态下,底部部分安装至第一侧壁的下部外部表面和第二侧壁的下部外部表面。
14.在一个方面,挤压件限定了外部表面,并且外部表面包括从该外部表面突出的多个一体的表面特征部。
15.在一个方面,表面特征部沿着挤压件的长度设置在不同位置处,并且表面特征部不沿着挤压件的整个长度突出。
16.在一个方面,该部件包括电池托盘的顶部部分和底部部分,其中,顶部部分的凸缘部分和底部部分的凸缘部分安装在一起以限定组合凸缘,第一挤压件的上部外部表面和第二挤压件的上部外部表面安装至组合凸缘的下部表面,其中,第一侧壁和第二侧壁由第一挤压件和第二挤压件以及上部部分和下部部分的组合限定,其中,电池托盘的内部腔由上部部分和下部部分限定。
17.在一个方面,第一挤压件的内表面和第二挤压件的内表面限定了电池托盘的内部腔的一部分。
18.在另一方面,提供了一种形成用于车辆的结构部件的方法。该方法包括:对材料进行挤压并限定处于具备横截面的第一状态的挤压件,该挤压件具有多个壁部分、由所述壁部分限定的内部单元、以及多个外部表面;将挤压件放置在模具内,其中,挤压件具有相对于模具的形状而言减小的尺寸和形状;向第一组内部单元提供加压水;使环绕第一组内部单元的壁部分扩张成与模具的内部表面接合;以及,响应于使壁部分扩张,限定挤压件的第二状态,其中,第二状态相比于第一状态具有更大的横截面尺寸和形状。
19.在一个方面,模具包括第一部分和第二部分,第一部分和第二部分在组合时限定了内部腔,其中,内部腔限定了与第一组内部单元相邻的开放空间,并且第一组内部单元响应于提供加压水而扩张到开放空间中,其中,内部腔限定了在使壁部分扩张之前与挤压件的一部分相对应的抵接部分,使得挤压件不会抵抗该抵接部分而扩张。
20.在一个方面,第一组单元在其中接纳水,并且第二组单元不在其中接纳水。
21.在一个方面,模具限定了凹陷区域,该凹陷区域限定凸起表面特征部的形状,其中,响应于使壁部分扩张而在挤压件的外部表面上限定凸起表面特征部。
22.在一个方面,基本上围绕挤压件的整个周缘限定开放空间,并且挤压件在所有方向上扩张成与模具的内部表面接合。
23.在一个方面,挤压件限定了阶梯状形状,并且阶梯状形状的上部外部表面响应于提供加压水而扩张。
24.在一个方面,结构部件是电池托盘,电池托盘具有对内部腔的至少一部分进行限定的上部部分和下部部分,其中,电池托盘的上部部分和一部分与挤压件密封,其中,挤压件为上部部分和下部部分提供支撑。
25.在一个方面,上部部分和下部部分被密封在一起以限定组合凸缘,并且挤压件安装至该组合凸缘。
26.在一个方面,上部部分被密封至挤压件的上部表面,并且下部部分被密封至挤压
件的下部表面。
附图说明
27.本公开的其他优势将容易被领会,因为通过在结合附图考虑时参照以下详细的描述,本公开的其他优势变得更好理解,在附图中:
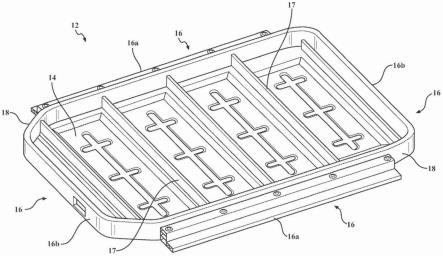
28.图1a为车辆结构部件、具体为电池框架结构的立体图;
29.图1b和图1c为框架的壁部分的示意性横截面图,图示了用作用于由框架的上部部分和下部部分限定的密封界面的支撑结构的挤压件;
30.图1d图示了电池框架结构的另一实施方式的示意性立体图;
31.图1e和图1f为框架的壁部分的示意性横截面图,图示了与框架的上部部分和下部部分一起提供密封界面的挤压件,其中,挤压件与上部部分和下部部分组合以限定内部腔;
32.图2为电池框架结构的经挤压的部段在液压成形之前的横截面图;
33.图3为设置在模具内的经挤压的部段在液压成形之前的横截面图;
34.图4为经挤压的部段在液压成形之后并从模具移除的横截面图;
35.图5为另一经挤压的部段在液压成形之前的横截面图;
36.图6为设置在另一模具内的图5的经挤压的部段的横截面图;
37.图7为图5和图6的经挤压的部段在液压成形之后的横截面图;
38.图8为挤压件的立体图,图示了通过液压成形而形成的局部特征部;
39.图9为图8的挤压件在液压成形之后的横截面图;以及
40.图10和图11为图示了通过液压成形在挤压件的附加的外部表面上而形成的局部特征部的其他视图。
具体实施方式
41.参照图1a,示出了呈电池框架12的形式的车辆结构部件。框架12呈托盘的形式并包括大致平坦的基部14,在该基部14上电池(未示出)可以安装或附接至框架12。框架12还包括设置在基部14的周缘处的多个侧壁16,从而限定了其中可以放置电池的内部凹部等。框架12还可以包括在相对的侧壁16之间延伸的多个横向延伸的壁17,从而限定了其中可以放置电池的多个空间。如下面进一步详细描述的,可以通过使挤压件20的各部分液压成形来限定框架12的各个部分,以产生严格的公差,从而有助于部件的密封和/或组装。
42.电池框架12可以构造成附接至其他车辆结构(未示出)。在一些情况下,电池框架12以大致密封的方式附接至其他部件。因此,在电池框架12的一些区域处可能需要严格的公差,以确保可以实现适当的密封,以防止水或其他碎片进入电池框架12的内部并与电池接触。在另一方面,电池框架12可以包括需要严格的公差的特定的本体安装区域。
43.电池框架12可以通过多种方式构建,如下面进一步描述的那样。在一个方面,如图1b至图1c中所示,底部部分12a可以被顶部部分12b封围,从而在其中限定了腔,并且在顶部部分12b和底部部分12a重叠处限定了凸缘部分12c。下面进一步描述的挤压件20可以作为整个电池框架12的一部分而提供结构支撑,并且顶部部分和底部部分12a、12b可以安装至挤压件20的上部外部表面。
44.在另一方面,如图1d至图1f中所示,挤压件20的外部表面可以部分地限定电池框
架12的内部腔,其中,顶部部分12b安装至挤压件20的上部外部表面,并且底部部分12a安装至挤压件20的下部外部表面。在这个方面,挤压件20横跨在顶部部分与底部部分12a、12b之间,而不是如先前所描述的方面中那样,顶部部分和底部部分12a、12b直接结合在一起以限定安装凸缘。
45.因此,挤压件20可以用作用于密封剂结合部或预密封界面的支撑表面。挤压件20可以直接合并为密封表面/密封剂结合部的一部分(图1d至图1f),或者挤压件20可以是用于另一预密封表面的支撑件(图1b和图1c)。
46.图1b和图1c图示了挤压件20用作支撑结构但密封的腔由部分12a和12b限定的示例。然而,三个部件12a、12b和20(经由紧固件、铆钉或机械结合部)的结合可能存在公差,并且在这种情况下,挤压件的公差将影响部分12a、12b之间的密封。在这种情况下,挤压件20不形成封围件或腔的一部分,但是挤压件20将影响两个部分12a、12b的密封能力,这主要是由于挤压件20相比于部分12a、12b而言的刚度。
47.在图1b和图1c中,密封剂可以设置在各部分之间。在图1d至图1f中,密封剂可以设置在底部部分12a与挤压件20的底部表面之间,以及在挤压件20的顶部表面与顶部部分12b之间。
48.顶部部分和底部部分12a、12b在附图中被示意性地图示为具有平坦的壁的大致平坦的片材或托盘。将理解的是,顶部部分和底部部分12、12b可以具有各种形状,并且不一定是平坦的。顶部部分和底部部分12a、12b可以是金属冲压件、模制塑料/复合材料、铸造件或各者的组合。
49.图1a图示了电池框架12的一个示例,并且从视图看不包括顶部部分12b。将理解的是,顶部部分12b将被放置在所图示的框架12上,如图1b和图1c的横截面图所图示的那样。图1d以分解图图示了设置在框架12的其余部分上方的顶部部分12b。将理解的是,如图1e和图1f中所示,顶部部分12a在安装和密封时与框架12的其余部分接触。
50.在一个方面,并非电池框架12的所有区域都会有严格的公差。因此,电池框架12可以由结合在一起或者以其他方式附接的多个部分来限定。在一个方面,多个侧壁16可以包括位于电池框架12的相反侧部上的第一侧壁16a,并且还可以包括位于电池框架12的另外的相反侧部上的第二侧壁16b。可以设置拐角部分18,拐角部分18连接多个侧壁16以限定周缘。多个侧壁16可以具有大致直的形状,而拐角部分18具有弯曲的形状。出于讨论的目的,提及侧壁16将指代直的部分。
51.在一个方面,多个侧壁16可以通过挤压和液压成形的组合而形成。挤压大致涉及产生具有大致恒定的横截面轮廓的零件或部件。典型地,使用限定横截面的形状的模具,并且部件的材料被推动穿过模具并产生具有恒定的横截面的长形形状。与挤压类似的工艺是拉拔,其中,材料被拉动穿过模具,产生具有大致恒定的横截面的长形零件。挤压可以用于产生复杂的横截面,包括腔或其他类似的结构。由于通过挤压产生的恒定的横截面,不能形成有区别的特征部,比如长形表面上的凸起部分或凹痕。
52.在一个方面,侧壁16可以由铝制成,并且最初可以呈具有恒定的横截面的挤压件20的形式。图2中示出了一个示例性挤压件20。挤压件20可以被认为是侧壁16的第一状况。图2中示出了挤压件20的一个示例。图2图示了用作侧壁16中的一个侧壁16的挤压件20。挤压件20可以在挤压工艺之后以第一状况被提供,并且可以经由液压成形进行进一步加工,
如下面进一步描述的那样。当然,如上所述,挤压件20也可以为已经限定了侧壁的电池框架12提供支撑。
53.挤压件20也可用于横向延伸的壁17。虽然横向延伸的壁17中的一些横向延伸的壁17可能不沿着密封表面使用,但是这些横向延伸的壁17可能仍然需要严格的公差要求,并且使用以在本文中所描述的方式形成的具有严格公差的局部特征部可以在组装和功能性方面提供附加的优势。还将理解的是,可以如本文中所描述的那样以挤压和液压成形的形式来限定其他结构。
54.液压成形是使用压力下的水以使部件相对于模具成形的制造工艺。液压成形可以用作冲压成形工艺的替代,并可以用于片材状结构的成形。例如,片材材料可以被放置在模具的表面上,并且水可以在压力下被引入到模具中到达片材的表面,从而迫使片材材料抵靠模具并使片材成形以符合模具的形状。
55.在一个方面,挤压件20——该挤压件20可以是侧壁16在液压成形之前的第一状态——可以被放置在模具32(图3)内,以用于后续的液压成形操作。在一个方面,如图2中所示,挤压件可以具有阶梯状的横截面形状。挤压件20可以包括多个相交的壁22,这些相交的壁22组合以限定多个单元24,这些单元24可以呈延伸的腔的形式。多个壁22可以进一步组合以限定横截面的外周缘26。
56.横截面的外周缘26可以包括多个外部部分28。外部部分28可以被认为是从挤压件20的外侧可见的部分。外部部分28可以是与电池框架12的其他相邻的部件或者车辆的相邻的结构部件相接的部分。
57.在一个方面,外部部分28中的某些外部部分28可以是必须满足严格的公差并且可以提供特定的表面特征部以用于与相邻的结构相接的部分。例如,可以被称为目标部分30的此类部分可以是本体安装部分或密封表面。因此,这些目标部分30可以经由液压成形进行进一步特定加工,以获得满足所期望的严格公差的特定形状。这些目标部分30可以用作支撑表面并直接合并为密封表面或密封剂结合部的一部分,或者目标部分30可以用作用于另一预密封表面(比如上述凸缘12c)的支撑部分。
58.即使在挤压件20和目标表面30用作用于预密封表面的支撑表面时,严格的公差也是期望的,因为挤压件的公差将影响密封的上部部分与下部部分12a、12b之间的密封。通常,挤压件20的刚度大于上部部分和下部部分12、12b的材料的刚度。典型地,当上部部分和下部部分12a、12b密封在一起时,密封剂材料31(图1b、图1c中示意性地示出)设置在上部部分与下部部分12a、12b之间。密封剂可以是橡胶条、粘合剂、聚合物条等。密封界面可以用螺栓、铆钉或其他方式机械地固定至挤压件20。
59.如图3中所示,在一个方面,挤压件20包括一对目标部分30a和30b。在这个示例中,这两个目标部分30a、30b是可以经受液压成形的部分。
60.如图3中所示,挤压件20可以被放置在模具32内。模具32可以呈两件式的形式,具有上部部分32a和下部部分32b。下部部分32b可以定尺寸和布置成将挤压件的底部牢固地保持在下部部分32b的凹部34中。下部部分32b可以包括抵接部分并且还可以布置成与挤压件20的侧部的至少一部分抵接。
61.上部部分32a还可包括凹部36。凹部36可以定形状成类似于挤压件20的形状,使得凹部36在该示例中看起来具有阶梯状形状。然而,凹部36可以定尺寸成在挤压件20与模具
32的上部部分32a之间留下开放空间。挤压件20与上部部分32b之间的开放空间允许挤压件20的相邻部分在经受液压成形操作时扩张到该空间中。因此,挤压件20的形状可以被修改以符合模具32的形状。因此,模具32可以定形状成包括将由液压成形产生的表面特征部的底版(negative),从而导致挤压件20的恒定的横截面根据模具32的形状被修改。将理解的是,下部部分32b也可以包括凹部,以允许针对接收加压水的单元产生类似的表面特征部。
62.参照图3,单元24中的某些单元24可以为液压单元24a,并且单元中的其他单元可以为截止单元24b。液压单元24a可以是至少部分由目标表面30限定的单元。截止单元24b可以是由挤压件20的非目标部分限定的单元24。在液压单元24a中,水在高的压力下被引入或供给到单元24中,导致这些单元24扩张成与模具32的上部部分32a接合,以修改挤压件20的形状并满足所期望的严格的公差。截止单元24b可以不暴露于压力下的水。然而,在一些情况下,截止单元24b可以部分或完全打开以均衡压力。替代性地,截止单元24b可以被堵塞,比如通过简单的塞子或者通过引入长形模具或其他可插入构件来堵塞截止单元24b,长形模具或其他可插入构件阻止扩张到截止单元24b中并有助于保持相邻的液压单元24a中的压力。
63.图4图示了图3的挤压件20在液压成形已经完成之后的示例。如所示出的,挤压件20的环绕液压单元24a的区域被扩张并且相对于图2和图3中所示出的液压成形前的形状和状态而言更大。
64.挤压件20的上述示例可以被认为是相对于侧壁16的所期望的最终形状而言部分地缩小了尺寸,使得挤压件20可以从其缩小尺寸的版本扩张至所期望的最终尺寸和形状。挤压件20的上述示例并不是在横截面的所有部分处都缩小尺寸,使得底部部分可以牢固地配装在模具的底部部分30b内,其中在外部表面与模具32的表面之间几乎没有空间。
65.参照图5,在另一方面,挤压件120可以进一步缩小尺寸。在一个方面,挤压件120可以被认为是完全或全面地缩小尺寸的,其中,挤压件120被设计成在所有方向上扩张。因此,挤压件120可以包括基本上围绕挤压件120的横截面的整个周缘延伸的目标部分130。
66.参照图6,如与先前的示例一样,模具132可以定尺寸成与侧壁16的所期望的最终尺寸相匹配。因此,当全面缩小尺寸的挤压件120设置在模具132中时,在挤压件120的所有侧部上都可以有空的空间。在这个方面,单元24中的每个单元24可以是液压单元24a。在这个方面,单元24中的每个单元24然后可以经受加压水的引入,导致单元24中的每个单元24向外扩张并导致挤压件120扩张成与模具132的表面接合。挤压件120将因此具有与模具132的轮廓相匹配的总体最终形状,以限定各个外部特征部并满足诸如针对诸如本体安装区域和密封表面之类的区域的严格的公差。挤压件120的最终的、液压成形后的形状将比挤压件120的液压成形前的形状大。图7图示了处于液压成形后的状态的挤压件120。
67.将理解的是,可以在挤压之后且在液压成形前提供挤压件的各种横截面形状。因此,本公开不应限制于本文中所示出的“阶梯状”形状。例如,可以使用具有单个中空的腔或单元的挤压件,并且该挤压件放置在具有比该挤压件在液压成形之前的尺寸略大的相应形状的模具内。替代性地,可以使用具有单排多个单元的矩形横截面。替代性地,可以使用具有多个单元的大致正方形形状。可以使用单元的各种其他形状和布置来限定所期望的结构部件的大致总体形状。然后,与期望的本体安装位置或密封表面的位置相邻的单元可以经受加压水的引入,而其他单元被堵塞或以其他方式不经受加压水。
68.如上所述,用于挤压件、比如挤压件20或120或其他示例上的液压成形工艺可以用于基于模具(比如模具32或132或其他示例)的形状来产生表面特征部。这种表面特征部可以产生在挤压件的外部表面部分上。参照图8,示出了具有局部表面特征部250的挤压件220的一个示例。在图8的示例中,挤压件220被示出为在“阶梯状形状的”挤压件220的上部表面上的三个不同位置处具有三个表面特征部250。当然,将理解的是,这些表面特征部250可以以不同方式间隔开,具有不同的数量,具有不同的形状,以及/或者位于挤压件220的其他外部表面上。
69.如所示出的,表面特征部250具有大致圆形的形状。表面特征250在这个示例中可以被认为是圆的凸出部。在另一方面,例如,表面特征部250可以具有正方形形状或六边形形状。也可以使用其他形状。通常来说,通过使挤压件220在模具(在该示例中未示出)内液压成形,可以在挤压件220(或其他示例性挤压件)上产生几乎任何凸起特征部。模具可以包括限定凸起表面特征部的形状的凹陷区域。
70.图9图示了在相应的模具内对挤压件220已经执行了液压成形之后的挤压件220的横截面。表面特征部250被示出为从挤压件220的上部表面向上突出。该表面特征部250不沿着挤压件220的整个长度突出,而是位于与模具的形状相对应的确切位置处。
71.然而,将理解的是,表面特征部可以沿着整个长度产生,以通过液压成形产生挤压件220的具有严格的公差的表面或部分。
72.将理解的是,同一零件上可以包括表面特征部的多种形状和尺寸。例如,特征部中的一些特征部可以是圆的,而其他特征部是盒形形状或六边形形状或其他形状。此外,表面特征部250可以以不同的高度突出,并且可以设置在挤压件220的多个不同的表面上。
73.例如,图10和图11图示了设置在挤压件220的附加的外部表面上的表面特征部250。将理解的是,表面特征部250可以以上述方式设置在挤压件220的任何外部表面上,并且用于挤压件220的各种类型的横截面总体形状。
74.已经针对于图1a和图1d中所示出的电池托盘12的一部分进行了上述描述。然而,将理解的是,本公开的各个方面可以应用于其他车辆结构部件和/或其一部分,并且本公开不限于电池托盘。鉴于本公开,可以以部分或全面减小的横截面挤压出任何类似的挤压部件,并且加压水可以被引入至该横截面的内部腔,以使材料扩张成与模具接合,该模具具有比被初始挤压出的横截面相对更大的形状。因此,通过挤压和液压成形的上述组合,可以产生各种表面特征部或其他特征部,并且可以实现严格的公差。
75.显然,根据上述教示,本发明的许多修改和变型是可能的,并且可以在所附权利要求的范围内以不同于具体描述的方式进行实践。这些先前的叙述应当被解释为涵盖发明新颖性发挥其效用的任何组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1