一种平板类铸件的热等静压方法与流程
1.本发明属于铸件的热等静压领域,具体涉及一种平板类铸件的热等静压方法。
背景技术:
2.随着航空、航天、兵器、船舶等领域的飞速发展,为了减轻装备重量,对于钛合金结构件的需求越来越多。钛合金结构件成型方式有铸造成型、机械加工、焊接等,其中铸造能够成形各种复杂的形状及结构,且具有成本较低、周期短等优点,是钛合金结构件成型的理想工艺。与铸钢、铸铁、铸铝等相比,钛合金在凝固过程中,凝固速度快,补缩效果差,导致钛合金铸件内部有分散的气孔、缩松等缺陷。热等静压工艺是将制品放置到密闭的容器中,向制品施加各向同等的压力,同时施以高温,在高温高压的作用下,制品得以致密化。
3.热等静压是钛合金铸件生产过程中的一项重要工艺,通过热等静压处理后,铸件可以达到100%致密化,提高铸件的整体力学性能。但平板类钛合金铸件在热等静压过程中易出现大的翘曲变形,因此,与其他结构的钛合金铸件相比,平板类钛合金铸件多了矫形工艺。在矫形过程中会产生矫形的模具设计费、模具材料费、模具加工费、人工费、矫形退火炉、时间等等人力、物力、时间等成本。
技术实现要素:
4.本发明的目的在于提供一种平板类铸件的热等静压方法,解决平板类铸件热等静压过程中变形较大的问题。
5.为实现上述目的,本发明的平板类铸件的热等静压方法的技术方案是:
6.一种平板类铸件的热等静压方法,包括以下步骤:所述平板类铸件的至少一侧板面为平面,将两块平板类铸件的平面侧相贴合,焊接形成组合件,然后对组合件进行热等静压,热等静压后再将两块平板类铸件分开。
7.本发明的平板类铸件的热等静压方法,将两块平板类铸件通过焊接连接在一起,铸件组合件的厚度及强度增加,可以大大减小在热等静压过程中造成的铸件变形量,提高铸件的一次合格率。
8.优选的,所述焊接为点焊。进一步优选的,热等静压后通过打磨去除焊点。通过点焊方式连接两块铸件,连接牢固,可抵消两块铸件在热等静压过程中产生的大部分内应力,减小变形量。热等静压后,方便两块铸件分开。
9.优选的,所述平板类铸件的厚度为20
‑
100mm。所述平板类铸件的宽度为≤700mm,长度为≤1200mm。该类大平板类铸件,长宽尺寸大,厚度尺寸小,铸件的强度差,在热等静压过程中,温度达到920℃左右,铸件本身强度下降很大,且又有外在压力,导致平板类铸件90%都会产生变形,利用本发明的方式可有效降低大平板类铸件的变形量,提高铸件的一次合格率。
10.优选的,所述两块平板类铸件为相同件或镜像件。相同件即两块平板铸件的大小及结构相同。镜像件即两块平板铸件为镜像对称件。两块平板类铸件为相同件或镜像件,在
热等静压过程中,受力平衡,可进一步减少铸件变形程度;同时,有助于降低平板类的钛合金铸件的生产周期及生产成本。
11.优选的,所述平板类铸件为钛合金铸件。
附图说明
12.图1为本发明实施例中热等静压前两块平板类铸件平面相对贴合在一起的示意图;
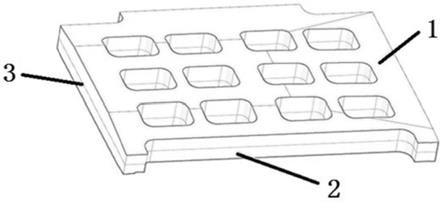
13.图2为本发明实施例中平板类铸件的结构示意图;
14.图3为图2的左视图;
15.图中,1
‑
第一铸件,2
‑
第二铸件,3
‑
缝隙。
具体实施方式
16.下面结合具体实施例对本发明的实施方式作进一步说明。
17.本发明的平板类铸件的热等静压方法的实施例,如图1
‑
图3所示,包括以下步骤:
18.(1)平板类铸件的一侧板面为平面,另一板面为非平面,包括位于左侧中部的主平面,连接在主平面右侧的第一斜面,连接在主平面前侧的第二斜面,以及连接在主平面后侧的第三斜面,第一斜面、第二斜面、第三斜面由主平面斜向下延伸;第一斜面的前侧延伸至第二斜面,第一斜面的后侧延伸至第三斜面。平板类铸件上开设有陈列排布的通孔,通孔分布在主平面、第一斜面、第二斜面、第三斜面以及相邻面的相接处。
19.在热等静压前,将第一铸件1、第二铸件2的平面相对,背对背贴合在一起,在两件铸件缝隙3处,用点焊的方式连接起来,每个焊点间隔一定的距离。
20.铸件的长、宽、高为550mm
×
390mm
×
32mm。两块平板类铸件为镜像件。
21.(2)将产品整体进行热等静压;热等静压的温度、压力条件为920
±
10℃,100~140mpa。
22.(3)热等静压完成后,用打磨的方式将两个铸件分开。
23.利用上述热等静压方法处理平板类铸件,产品的一次合格率达到92%。一次不合格产品的变形量仍大大减小,经过简单矫形处理即可达到要求。
24.在本发明的平板类铸件的热等静压方法的其他实施例中,可以依据产品的结构决定焊点的数量及间距。铸件热等静压条件与单件平板类铸件的热等静压条件相同,可参考相应通用工艺条件进行确定。针对两块铸件为相同件的情形,利用本发明的方法可得到相当的实验效果。平板类铸件的厚度为20、40、50、60、70、80、90、100mm,采用上述实施例的方法,可起到相应的改善效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1