一种叉车前叉煨弯加工装置的制作方法
1.本发明申请属于叉车生产技术领域,具体涉及一种叉车前叉煨弯加工装置。
背景技术:
2.叉车前叉是一种“l”型的钢制构件,安装在叉车或起重工程车辆上,用于托起各种重物。按照叉车前叉的承载能力,设计有多种截面规格,每种规格可以有多种水平段长度。根据叉车前叉使用安全性的特殊要求,叉车前叉标准中规定根部厚度是其它部位厚度的1.2倍以上,这一要求给叉车前叉生产带来一定的困难。
3.目前国内生产叉车前叉毛坯的主要方法是用钢坯加热后锻打制作。采用锻打工艺生产叉车前叉毛坯需要大吨位锻锤和大型加热炉。在加热过程中要消耗大量能源,并产生大量的有毒有害气体;在锻造过程中会产生巨大的噪声和安全隐患,叉车前叉毛坯外观质量差,职工劳动强度大,生产效率低。
4.申请号cn200810013709.x,名称为叉车货叉的制造工艺方法的发明专利公开了一种制造叉车货叉的新工艺,技术特征是在总结锻造拔长制坯的基础上,采用逆向思维,利用局部偏心镦粗方法,将轧制后的矩形或方形坯局部加热后镦粗形成货叉毛坯中部的补偿凸台再利用余热将补偿凸台处折弯,叉体的斜面由切割、轧制或锯切而成。该发明的工艺方法中需要利用特制模具将方形坯局部偏心镦粗,需要利用特制模具、仍然需要对方形坯进行锻造等,效率有待于进一步提高,操作人员的劳动强度仍然较大。
技术实现要素:
5.本发明针对上述的问题,提供了一种叉车前叉煨弯加工装置。
6.为了达到上述目的,本发明采用的技术方案为:一种叉车前叉煨弯加工装置,包括带有位移传感器的煨弯液压缸、外直角模具和内直角模具和局部加热装置,所述内直角模具安装在煨弯液压缸的活塞杆端部,所述外直角模具与内直角模具配合,将处于两者之间的工件加工出直角弯,还包括镦粗液压缸组,
7.所述镦粗液压缸组包括均带有位移传感器的镦粗液压缸一和镦粗液压缸二,所述镦粗液压缸一和镦粗液压缸二对称水平安装于煨弯液压缸左右两侧,且镦粗液压缸一和镦粗液压缸二的中心轴线与煨弯液压缸中心轴线的夹角均为45
°
。
8.作为优选,所述镦粗液压缸一和镦粗液压缸二的活塞杆端部安装有块状模具,所述块状模具的纵向截面与工件端部横截面的规格相同。
9.作为优选,所述局部加热装置为中频电炉,且安装于外直角模具的进料侧。
10.作为优选,所述煨弯液压缸和镦粗液压缸的位移传感器为磁致伸缩传感器或光栅尺传感器。
11.一种基于叉车前叉煨弯加工装置的叉车前叉煨弯加工方法,包括以下步骤:
12.步骤一用板材切割出与叉车前叉横向截面相同的长方体形工件,通过测量划定叉车前叉工件煨弯加工段,测定煨弯加工段中心到工件长度两端的距离;
13.步骤二 利用局部加热装置,对叉车前叉工件煨弯加工段进行加热;
14.步骤三 将叉车前叉工件煨弯加工段放置于外直角模具和内直角模具之间,且煨弯加工段中心对应外直角模具和内直角模具中心;
15.步骤四 启动煨弯液压缸,煨弯液压缸带动内直径模具挤压加热后的煨弯加工段,直至内直径模具与外直角模具对应部位的距离为1.2倍的叉车前叉工件厚度;
16.步骤五 煨弯加工段发生弯折变形,同时横向截面的面积减小,煨弯加工段中心到工件长度两端的距离增大;
17.步骤六 启动镦粗液压缸一和镦粗液压缸二带动端部的的块状模具对弯折后煨弯加工段进行镦粗,使得煨弯加工段的横向截面面积增大,煨弯加工段中心到工件长度两端的距离减小;
18.步骤七 煨弯加工段厚度方向两端分别与外直角模具、内直角模具接触,此时镦粗后的煨弯加工段的横向截面面积比弯折前横向截面面积大,镦粗液压缸一和镦粗液压缸二停止动作。
19.步骤八 叉车前叉工件在煨弯液压缸、镦粗液压缸一和镦粗液压缸二压力作用下,在外直角模具和内直角模具之间保持一定时间,煨弯液压缸、镦粗液压缸一和镦粗液压缸二的活塞杆后移,叉车前叉工件煨弯加工完成。
20.与现有技术相比,本发明申请的优点和积极效果在于:
21.利用本发明的煨弯加工装置对叉车前叉煨弯加工不需要制作特制模具,更不需要利用特制模具对方形坯进行偏心锻造制备补偿凸台;只需利用镦粗液压缸对煨弯加工后的工件煨弯加工段进行镦粗,进一步提高了效率,降低了操作人员的劳动强度;煨弯加工段先后经拉长、镦粗变形,晶粒细化组织致密,组织和性能无明显各向异性。
附图说明
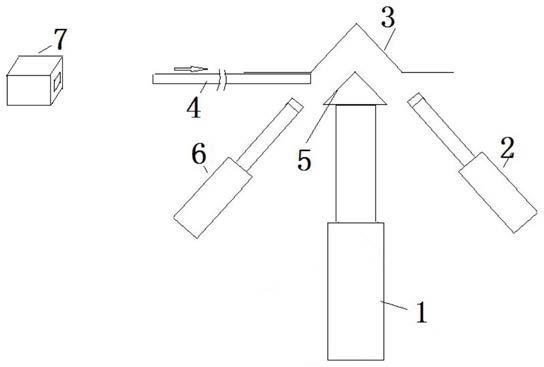
22.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,图1为实施例1提供的叉车前叉煨弯加工装置示意图;
23.图2为煨弯加工完成后工件示意图。
24.1—煨弯液压缸,2—镦粗液压缸一,3—外直角模具,4—工件,5—内直角模具,6—镦粗液压缸二,7—局部加热装置。
具体实施方式
25.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。
26.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
27.实施例1
28.下面结合附图1、2对本发明作进一步的描述,一种叉车前叉煨弯加工装置,如图1所示,包括带有位移传感器的煨弯液压缸1、外直角模具3和内直角模具5和局部加热装置7,内直角模具5安装在煨弯液压缸1的活塞杆端部,外直角模具3能够与内直角模具5配合,将
处于两者之间的工件4加工出直角弯(如图2所示),还包括镦粗液压缸组。
29.如图1所示,所述镦粗液压缸组包括均带有位移传感器的镦粗液压缸一2和镦粗液压缸二6,镦粗液压缸一2和镦粗液压缸二6对称水平安装于煨弯液压缸1左右两侧,且镦粗液压缸一2和镦粗液压缸二6的中心轴线与煨弯液压缸1中心轴线的夹角均为45
°
。
30.如图1所示,镦粗液压缸一2和镦粗液压缸二6的活塞杆端部安装有块状模具,块状模具的纵向截面与工件4端部横截面的规格相同。
31.局部加热装置7为中频电炉,且安装于外直角模具3的进料侧。
32.煨弯液压缸1、镦粗液压缸一2和镦粗液压缸二6的位移传感器为磁致伸缩传感器。
33.实施例2
34.本实施例与实施例1的区别是:煨弯液压缸1、镦粗液压缸一2和镦粗液压缸二6的位移传感器为光栅尺传感器。
35.一种基于叉车前叉煨弯加工装置的叉车前叉煨弯加工方法:
36.步骤一用板材切割出与叉车前叉横向截面相同的长方体形工件4,通过测量划定叉车前叉工件4煨弯加工段,测定煨弯加工段中心到工件4长度两端的距离;
37.步骤二 利用局部加热装置7,对叉车前叉工件4煨弯加工段进行加热;
38.步骤三 将叉车前叉工件4煨弯加工段放置于外直角模具3和内直角模具5之间,且煨弯加工段中心对应外直角模具3和内直角模具5中心;
39.步骤四 启动煨弯液压缸1,煨弯液压缸1带动内直径模具5挤压加热后的煨弯加工段,直至内直径模具5与外直角模具3对应部位的距离为1.2倍的叉车前叉工件4厚度;
40.步骤五 煨弯加工段发生弯折变形,同时横向截面的面积减小,煨弯加工段中心到工件4长度两端的距离增大;
41.步骤六 启动镦粗液压缸一2和镦粗液压缸二6带动端部的的块状模具对弯折后煨弯加工段进行镦粗,使得煨弯加工段的横向截面面积增大,如图2所示,煨弯加工段中心到工件4长度两端的距离减小;
42.步骤七 煨弯加工段厚度方向两端分别与外直角模具3、内直角模具5接触,此时镦粗后的煨弯加工段的横向截面面积比弯折前横向截面面积大,镦粗液压缸一2和镦粗液压缸二6停止动作。
43.步骤八 叉车前叉工件4在煨弯液压缸1、镦粗液压缸一2和镦粗液压缸二6压力作用下,在外直角模具3和内直角模具5之间保持一定时间,煨弯液压缸1、镦粗液压缸一2和镦粗液压缸二6的活塞杆后移,叉车前叉件煨弯加工完成。
44.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其他领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1