用于平面上加工斜孔的零位设置工具及方法与流程
1.本发明涉及机械加工用工艺装置,特别涉及一种用于平面上加工斜孔的零位设置工具及方法,属于机械加工技术领域。
背景技术:
2.机械零件加工经常会遇到在平面上加工斜孔的情况,当平面上的孔的中心轴线与平面垂直的时候,该孔称为直孔,当平面上的孔的中心轴线与平面成一非90
°
角度时,该孔通常称为斜孔。请结合参阅图1和图2,待加工的斜孔类零件1设有平面1-1,在该平面1-1上需要加工出斜孔2,该斜孔2与所述平面1-1成一斜角θ。当所述零件1在数控机床上加工时,参见图3,通常将该零件1倾斜一角度90
°‑
θ,使刀具d对准所述斜孔2的斜孔中心线2-1,这就需要对所述斜孔2的斜孔零位a,即所述斜孔中心线2-1与平面1-1的交点,进行三维坐标转换。目前使用的主要方法是:一、通过零件旋转,机床精确补偿,实现加工;二、机床主轴附件旋转,机床精确补偿,实现加工;三、应用高精度工装定位零件,实现加工。上述的方法一和方法二需要依赖机床设备的功能,而方法三对于工装的要求较高,而且工装的定位需要依据加工零件的特点单独设置。总而言之,以上现有方法依赖于设备及工装,整体成本较高。
技术实现要素:
3.本发明的目的在于,提供一种用于平面上加工斜孔的零位设置工具及方法,在平面上加工出工艺孔并安装专门的零位设置工具,通过对其测量定位,再利用数控程序进行参数的换算,实现三维空间上平面零位的精确设置,具有工具体积小巧、安装方便、操作简便、定位精确、成本低廉、通用性强的特点。
4.本发明解决其技术问题所采用的技术方案是:
5.一种用于平面上加工斜孔的零位设置工具,所述斜孔的中心线与所述平面成一斜角θ且交点为斜孔零位,其特征在于:所述的平面上开设有工艺孔,所述的零位设置工具通过该工艺孔安装在所述平面上,包括有自下而上依次连接的螺柱、定位销、中间体和基准球;所述螺柱用以连接所述工艺孔,所述定位销用于对所述零位设置工具进行平面定位,所述中间体的下端设有基准面,该基准面与所述平面紧密贴合,用于对所述零位设置工具进行高度定位,所述定位销的中心线与所述基准面垂直且相交,交点为基准点,所述基准球的球心与所述定位销的中心线同轴,该球心到所述基准面的距离为基准距离。
6.进一步地,所述的工艺孔的下部为螺纹孔,上部为销孔,该工艺孔的中心线与所述平面垂直且相交,交点为工艺孔零位,该工艺孔零位为所述平面的平面零位。
7.进一步地,所述的工艺孔的销孔与所述零位设置工具的定位销之间为紧配关系。
8.进一步地,所述的基准面的平面度要求为0.01mm以内,该基准面与所述定位销的中心线的垂直度要求为0.01mm以内。
9.进一步地,所述的基准球的半径和基准距离为预定的标准值。
10.进一步地,所述的定位销的下部设有导向段,以便所述零位设置工具的导入安装。
11.本发明的另一技术方案为:
12.一种采用上述零位设置工具实现的用于平面上加工斜孔的零位设置方法,其特征在于:所述的零位设置方法包括:
13.在所述平面的任一位置上加工所述工艺孔,将所述零位设置工具通过该工艺孔安装在所述平面上,使用数控机床测量所述基准球的球心的位置坐标,再将所述零位设置工具和斜孔的参数标准值与测得的数据一起输入数控程序,并计算所述球心与所述基准点的水平坐标差和垂直坐标差,再转换得到所述工艺孔零位,即所述平面的平面零位,从而实现数控机床在所述平面上加工所述斜孔的平面零位的精确设置,并以该平面零位为基准换算得到所述斜孔零位。
14.进一步地,所述的零位设置方法包括以下具体步骤:
15.1)将所述平面放置为水平位置,在该平面上任一合适的位置处加工出所述工艺孔,该工艺孔的中心线与所述平面垂直且相交,交点为所述平面的平面零位;
16.2)通过所述螺柱连接所述螺纹孔,将所述零位设置工具旋入所述工艺孔,且旋固于所述平面上,使所述基准面与所述平面紧密贴合,所述定位销与所述销孔紧配结合,从而依靠平面和高度三个维度的定位来保证所述零位设置工具的定位销的中心线与所述工艺孔的中心线一致,所述基准点与所述平面零位重合;
17.3)倾斜所述平面与水平成角度90
°‑
θ,使所述斜孔的中心线处于垂直方向的正常加工位置,数控机床接触测量所述基准球并获得所述球心的位置坐标;
18.4)将所述斜孔的斜角θ和所述基准距离输入所述数控机床的数控程序,通过三角函数计算,得到所述球心与所述基准点的水平坐标差和垂直坐标差;
19.5)通过步骤3)获得的所述球心的位置坐标、步骤4)获得的所述水平坐标差和垂直坐标差,转换得到所述平面零位的坐标,从而实现数控机床在所述平面上加工所述斜孔的平面零位的精确设置,并以该平面零位为基准换算得到所述的斜孔零位。
20.进一步地,所述的步骤4)应用的计算式如下:
21.d=a
×
sin(90
°‑
θ),b=a
×
cos(90
°‑
θ);
22.其中,
23.a——球心到基准面的基准距离,
24.b——球心与基准点的垂直坐标差,
25.d——球心与基准点的水平坐标差。
26.本发明取得了如下有益效果:
27.本发明能够实现平面零位的精确设定,降低了对设备、工装的限制要求,有效解决了在平面上加工斜孔的零位设置问题;本发明具有结构简单、操作便捷、定位精确、成本低廉、适用范围广的优点。
附图说明
28.图1是待加工零件的示意图。
29.图2是待加工零件的剖视图。
30.图3是斜孔的加工状态示意图。
31.图4是本发明的示意图。
32.图5是本发明的结构要素图。
33.图6是零件和工艺孔的示意图之一。
34.图7是本发明的安装示意图。
35.图8是零件和工艺孔的示意图之二。
36.图9是图8的w部放大图。
37.图10是本发明的安装结构图。
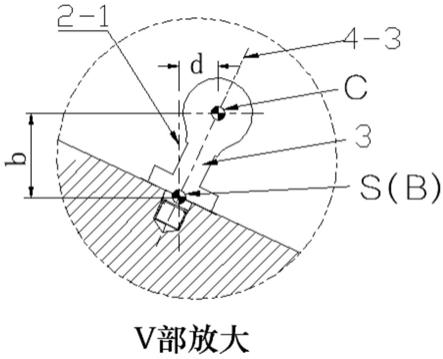
38.图11是图10的v部放大图。
39.图12是本发明的零位转换原理图。
40.图中,1—零件,1-1—平面,2—斜孔,2-1—斜孔中心线,3—零位设置工具,3-1—螺柱,3-2—定位销,3-3—基准面,3-4—中间体,3-5—基准球,4—工艺孔,4-1—螺纹孔,4-2—销孔,4-3—工艺孔中心线,a—斜孔零位,b—基准点,c—球心,d—刀具,s—工艺孔零位,r—半径,a—基准距离,b—垂直坐标换算值,d—水平坐标换算值,θ—斜角。
具体实施方式
41.下面结合附图来对本发明做进一步的详细说明,但不能以此限制本发明的保护范围。
42.本发明通过螺纹将零位设置工具安装在斜孔类零件的平面的工艺孔上,然后测量该零位设置工具的空间零点,再输入测得的参数并通过数控程序进行三角函数计算,转换得到所需加工的斜孔的精确零位,从而实现斜孔在机床上加工零位的精确设置。
43.请参阅图2,待加工的零件1设有平面1-1,在该平面1-1上需要加工出斜孔2,该斜孔2与所述平面1-1成一斜角θ,所述斜孔2的斜孔中心线2-1与平面1-1的交点为斜孔零位a。
44.请参阅图4,所述的零位设置工具3包括有自下而上依次连接的螺柱3-1、定位销3-2、中间体3-4和基准球3-5。
45.所述螺柱3-1用以与所述零件1的平面1-1安装连接。
46.所述定位销3-2用于在所述零件1的平面1-1上定位所述零位设置工具3,请参阅图5,其下部设有导向段,以便所述零位设置工具3的导入安装。
47.请结合参阅图4和图5,所述中间体3-4包括下部的定位圆盘和上部的紧固轴。所述定位圆盘的下端面为基准面3-3,该基准面3-3与所述零件1的平面1-1紧密贴合,用于在高度方向上对所述零位设置工具3定位;所述基准面3-3的平面度要求为0.01mm以内,与所述定位销3-2的中心线的垂直度要求为0.01mm以内。所述定位销3-2的中心线与中间体3-4的基准面3-3的交点为基准点b,所述零位设置工具3在所述平面1-1的工艺孔4上安装完成后,见图9,该基准点b与所述工艺孔4的工艺孔零位s的位置重合,该工艺孔零位s即为所述平面1-1的平面零位。所述紧固轴的四周设有四个平面,用以在所述零件1上旋固所述零位设置工具3。
48.请参阅图5,所述基准球3-5为球体,其球心c与所述定位销3-2的中心线同轴,所述基准球3-5的半径r为标准值;所述球心c到所述基准面3-3的距离,即该球心c到所述基准点b的距离(线段cb的长度)为基准距离a,该基准距离a为标准值。
49.采用所述零位设置工具3实现的平面上加工斜孔的零位设置方法包括如下内容:
50.请结合参阅图6和图7,在所述零件1的平面1-1的任一合适的位置上加工出工艺孔
4,将所述零位设置工具3通过该工艺孔4安装在所述零件1的平面1-1上,使用数控机床测量所述零位设置工具3的基准球3-5的球心c的位置坐标,再将所述零位设置工具3和斜孔2的参数标准值(基准距离a、斜角θ)与测得的数据一起输入数控程序,通过三角函数计算坐标转换值(b和d),再转换得到所述工艺孔4的工艺孔零位s,即所述平面1-1的平面零位,从而实现数控机床在所述平面1-1上加工所述斜孔2的平面零位的精确设置,并以该平面零位为基准换算得到所述斜孔2的斜孔零位a。
51.所述的零位设置方法包括以下具体步骤:
52.1)以所述平面1-1水平的位置安放所述零件1,参阅图8,在该平面1-1上任一合适的位置处加工出工艺孔4,该平面1-1为工艺孔基准面。
53.请参阅图9,所述工艺孔4的下部为螺纹孔4-1,上部为销孔4-2,该工艺孔4的工艺孔中心线4-3与作为工艺孔基准面的所述平面1-1垂直,并且所述工艺孔中心线4-3与平面1-1的交点为工艺孔零位s,即所述平面1-1的平面零位;所述销孔4-2与所述定位销3-2之间为紧配关系。
54.2)通过所述螺柱3-1连接所述螺纹孔4-1,将所述零位设置工具3旋入所述工艺孔4,请参阅图11,使用扳手通过所述中间体3-4的紧固轴,将该零位设置工具3旋紧固定于所述零件1上,使所述中间体3-4的定位圆盘下端的基准面3-3与所述零件1的平面1-1(工艺孔基准面)紧密贴合,所述定位销3-2与所述销孔4-2紧配结合,从而依靠平面和高度三个维度的定位来保证所述零位设置工具3的中心轴线(即所述定位销3-2的中心线)与所述工艺孔中心线4-3一致,所述基准点b与所述工艺孔零位s(平面零位)重合。
55.3)倾斜所述平面1-1与水平成一角度90
°‑
θ,见图10,使所述零件1置放于所述斜孔中心线2-1处于垂直方向的正常加工位置,请参阅图3,数控机床通过接触测量所述零位设置工具3的基准球3-5和所述半径r获得所述球心c的位置坐标。
56.4)将所述斜孔2的斜角θ和所述球心c到所述基准面3-3的基准距离a输入所述数控机床的数控程序,通过三角函数计算,得到所述球心c与所述基准点b的水平坐标差d和垂直坐标差b,请参阅图12;计算式如下所示:
57.d=a
×
sin(90
°‑
θ),b=a
×
cos(90
°‑
θ);
58.其中,
59.a——球心到基准面的基准距离,
60.b——球心与基准点的垂直坐标差,
61.d——球心与基准点的水平坐标差。
62.5)通过步骤3)获得的所述球心c的位置坐标、步骤4)获得的所述球心c与基准点b(平面零位)的水平坐标差d和垂直坐标差b,转换得到精确的所述工艺孔零位s(平面零位),从而实现数控机床在所述平面1-1上加工所述斜孔2的平面零位的精确设置,并以该平面零位为基准换算得到所述斜孔2的斜孔零位a。
63.通过上述方法得到平面零位(工艺孔零位s)之后,可以换算得到任一待加工的斜孔2在所述平面1-1上的斜孔零位a;推而广之,本发明可以通过具有任何参数的零位设置工具实现在机床上加工平面上任意斜角θ的斜孔零位a的精确设置。
64.本发明降低了对设备、工装的要求限制,实际操作简单方便,定位精度准确,同时大幅降低了工艺成本。
65.上述实施例并非用来限定本发明的范围,本发明要求的保护范围不仅限于上述实施例,也应包括其他对本发明显而易见的变换和替代方案,凡依据本发明的内容所做的等效变化及修改,均属于本发明的范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1