一种铝箔轧机出口吹扫装置及其使用方法与流程
1.本发明属于有色金属加工设备技术领域,尤其涉及一种铝箔轧机出口吹扫装置及其使用方法。
背景技术:
2.随着包装行业的蓬勃发展,0.2mm以下厚度的铝箔被广泛应用于医药、食品、饮料、烟草等行业的包装复合基材。铝箔包装具有:密封性好、防潮、无味、透气率低、不易老化等特性,在包装领域得到越来越多的应用。据不完全统计,2020年我国包装铝箔产量接近200万吨。国内包装消费总量将近100万吨,市场前景广阔。
3.目前国内外铝箔生产通常采用4辊轧机生产工艺,轧制过程中使用轧制油做润滑,轧制后的铝箔表面吸附有一层极薄的油膜,不能直接用于食品、药品、烟用等的包装,也不符合在卫生、安全性和包装塑性的质量要求。
4.应用于包装的铝箔,通常都需要分切后,经一定温度的退火除油,获得一定的塑性和表面洁净的铝箔才能用于包装材料。
5.现代轧机通常都是4辊轧机,由上下支撑辊和上下工作辊组成4辊系。铝箔经入口送入工作辊辊缝,在大轧制力和速度效应下,铝箔达到目标厚度。铝箔轧制属于无辊缝轧制,刚出辊缝的铝箔本身带油几乎可以忽略不计,铝箔表面带油主要来自于从支撑辊在高速运行时表面夹带过来的油,在支撑辊转动到出口侧与工作辊咬合处时,在无辊缝大压力作用下,支撑辊夹带的油会在支撑辊与工作辊的辊缝处挤出,形成轧制油细流抛向铝箔轧制方向,如果不采取挡油吹扫措施,铝箔表面将会有大量带油,严重影响到铝箔表面质量,甚至退火后形成油斑、退火不净等不合格产品。
6.因此,有必要结合现有技术的不足,设计一种铝箔轧机出口吹扫装置,有针对性的进行铝箔表面带油的吹扫,既能提高产品质量又节约生产成本。
技术实现要素:
7.针对上述现有技术中存在的不足,本发明的目的是提供一种铝箔轧机出口吹扫装置,通过两方面减少对出口料面带油的影响:1、减少支撑辊表面夹带的油量,相当于减少工作辊与支撑辊接触辊缝处油品挤出量;2、通过加强对支撑辊表面的吹扫,将夹带在支撑辊上的油通过空气吹扫气化,防止挤出油滴落在料面形成带油。
8.根据以上原理,采用聚酯刮片将支撑辊上的大部分轧制油刮走,随辊夹带到出口侧的轧制油通过两扇形风嘴将轧制油气化并向轧辊两侧吹走,防止轧制油形成油点跌落到料面上;同时出口侧弧形滑轨挡板相当于油槽,对吹落的轧制油大部分甩落在挡板上,汇聚到挡板底部凹槽再从两侧流出。既能提高产品质量又节约生产成本。
9.本发明提供的一种铝箔轧机出口吹扫装置,在现有支撑辊及工作辊基础上改造而成,包括清辊器及吹扫装置,所述清辊器包括:八字分布的柔性刮片,安装刮片的支架、带动支架升缩的气缸、
压力调节阀,所述吹扫装置包括:出口弧形滑板、安装在出口弧形滑板上的支撑辊吹扫风嘴及辊缝吹扫风嘴,以及用于调节两支风嘴方向调节螺杆。
10.本发明较优公开例中,所述清辊器内八字分布的柔性刮片为一体式聚氨酯硬度60~75hs肖氏硬度刮片。
11.本发明较优公开例中,所述支撑辊吹扫风嘴及辊缝吹扫风嘴形状为扇形风嘴,支撑辊吹扫风嘴及辊缝吹扫风嘴的风嘴宽度与轧辊面宽度相匹配,为轧机辊面宽度的5%-15%,优选为10%。
12.本发明较优公开例中,所述支撑辊吹扫风嘴及辊缝吹扫风嘴的风嘴形状为弧形扁平嘴,两侧开口大于中间,有利于风量更多地向两侧吹扫。
13.本发明还涉及一种铝箔轧机出口吹扫装置的使用方法,包括如下步骤:a:打开清辊器的升缩气缸,将清辊器刮片压靠在支撑辊上,其压靠力大小可调节,设置为0.5-1.5bar,优选为1.0bar;b:铝箔穿带后,落下出口弧形滑板;c:打开支撑辊吹扫风嘴的风压,通过蜗杆先调节支撑辊吹扫风嘴,风压通常为1.0~1.5bar,根据料面带油情况调节辊缝吹扫风嘴,风压通常设置为0.8~1.0bar;d:支撑辊吹扫风嘴吹扫支撑辊表面带过来的轧制油,使轧制油吹扫气化并向两侧扩散,辊缝吹扫风嘴7将上支撑辊与上工作辊辊缝挤出的轧制油气化并向两侧吹散,防止轧制油聚集滴落料面;e:吹落的轧制油滴落到出口弧形滑板上,再沿着出口弧形滑板流淌到底部的凹槽,顺着凹槽聚集后滴落到集油槽内,集油槽横向呈中间高两侧低的形状,便于冷凝油滴落后从两侧流出。
14.下辊带油主要通过清辊器先大部分油刮去,辊缝挤出的油通过自重下落,不会对铝箔下表面形成带油污染。
15.支撑辊吹扫风嘴及辊缝吹扫风嘴外形采用扇面形状,扇形风嘴开口采用中间扁平,逐步向两外侧扩大的形状,增强两侧的风力风量,有利于油气向两侧扩散,减少油气积聚滴落料面的机会。
16.本技术步骤简单实用,可以有效阻挡、吹扫出口侧料面带油。
17.有益效果本发明所述的铝箔轧机出口吹扫装置,结构简单实用,通过清辊器加支撑辊吹扫风嘴吹扫方式将轧制油吹扫干净,防止料面带油;采用的风嘴外形经扇面设计,风嘴开口呈中间扁平逐步向两侧扩大的开口,有利于气化后的油气向两外侧扩散,防止油气再次冷凝滴落在轧制料面形成带油;采用双扇形风嘴,避免单独使用辊缝风嘴时,风量太大对工作辊辊型形成冷却效应,导致上工作辊受风量调节的干扰,对铝箔板形造成的不良影响,而单个风嘴时风量太小又不能达到防止铝箔料面带油的作用;采用双风嘴,可通过增大风嘴的风量加强对支撑辊的吹扫,减少辊缝区风嘴7大风量对工作辊的辊型的影响,有利于稳定铝箔板形;采用双扇形风嘴方向单独调节蜗杆,用于对风嘴各自吹扫区域的风向调节,最大限度的发挥吹扫作用。
附图说明
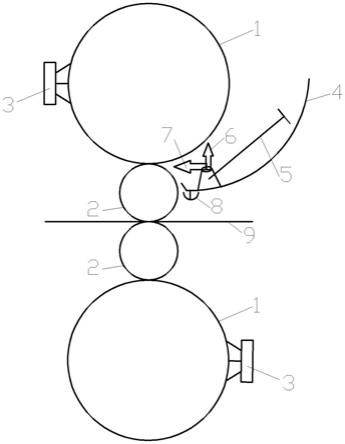
18.图1是本发明所述铝箔轧机出口吹扫装置的工作原理示意图。
19.其中各部件名称分别为:1、支撑辊,2、工作辊,3、清辊器,4、出口弧形滑板,5、风嘴方向调节螺杆,6、支撑辊吹扫风嘴,7、辊缝吹扫风嘴,8、集油槽,9、铝箔。
具体实施方式
20.下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例。
21.实施例1一种铝箔轧机出口吹扫装置,在现有支撑辊1及工作辊2基础上改造而成,包括清辊器3及吹扫装置,清辊器3包括:八字分布的柔性刮片,安装刮片的支架、带动支架升缩的气缸、压力调节阀,吹扫装置包括:出口弧形滑板4、安装在出口弧形滑板4上的支撑辊吹扫风嘴6及辊缝吹扫风嘴7,以及用于调节两支风嘴方向调节螺杆5。
22.清辊器3内八字分布的为一体式聚酯刮片,支撑辊吹扫风嘴6及辊缝吹扫风嘴7形状为扇形风嘴,风嘴宽度与轧辊面宽度相匹配,为轧机辊面宽度的5%。
23.支撑辊吹扫风嘴6及辊缝吹扫风嘴7的风嘴形状为弧形扁平嘴,两侧开口大于中间,有利于风量更多地向两侧吹扫。
24.实施例2一种铝箔轧机出口吹扫装置,在现有支撑辊1及工作辊2基础上改造而成,包括清辊器3及吹扫装置,清辊器3包括:八字分布的柔性刮片,安装刮片的支架、带动支架升缩的气缸、压力调节阀,吹扫装置包括:出口弧形滑板4、安装在出口弧形滑板4上的支撑辊吹扫风嘴6及辊缝吹扫风嘴7,以及用于调节两支风嘴方向调节螺杆5。
25.清辊器3内八字分布的为一体式聚酯刮片,支撑辊吹扫风嘴6及辊缝吹扫风嘴7形状为扇形风嘴,风嘴宽度与轧辊面宽度相匹配,为轧机辊面宽度的15%。
26.支撑辊吹扫风嘴6及辊缝吹扫风嘴7的风嘴形状为弧形扁平嘴,两侧开口大于中间,有利于风量更多地向两侧吹扫。
27.实施例3一种铝箔轧机出口吹扫装置,在现有支撑辊1及工作辊2基础上改造而成,包括清辊器3及吹扫装置,清辊器3包括:八字分布的柔性刮片,安装刮片的支架、带动支架升缩的气缸、压力调节阀,吹扫装置包括:出口弧形滑板4、安装在出口弧形滑板4上的支撑辊吹扫风嘴6及辊缝吹扫风嘴7,以及用于调节两支风嘴方向调节螺杆5。
28.清辊器3内八字分布的为一体式聚酯刮片,支撑辊吹扫风嘴6及辊缝吹扫风嘴7形状为扇形风嘴,风嘴宽度与轧辊面宽度相匹配,为轧机辊面宽度的10%。
29.支撑辊吹扫风嘴6及辊缝吹扫风嘴7的风嘴形状为弧形扁平嘴,两侧开口大于中间,有利于风量更多地向两侧吹扫。
30.实施例4一种铝箔轧机出口吹扫装置的使用方法,包括如下步骤:a:打开清辊器3的升缩气缸,将清辊器刮片压靠在支撑辊1上,其压靠力大小可调节,设置为0.5bar;b:铝箔9穿带后,落下出口弧形滑板4;c:打开支撑辊吹扫风嘴6的风压,通过蜗杆先调节支撑辊吹扫风嘴6,风压通常为1.0~1.5bar,根据料面带油情况调节辊缝吹扫风嘴7,风压通常设置为0.8~1.0bar;d:支撑辊吹扫风嘴6吹扫支撑辊表面带过来的轧制油,使轧制油吹扫气化并向两侧扩散,辊缝吹扫风嘴7将上支撑辊与上工作辊辊缝挤出的轧制油气化并向两侧吹散,防止轧制油聚集滴落料面;e:吹落的轧制油滴落到出口弧形滑板4上,再沿着出口弧形滑板4流淌到底部的凹槽,顺着凹槽聚集后滴落到集油槽8内,集油槽8横向呈中间高两侧低的形状便于冷凝油滴落后从两侧流出。
31.下辊带油主要通过清辊器先大部分油刮去,辊缝挤出的油通过自重下落,不会对铝箔下表面形成带油污染。
32.支撑辊吹扫风嘴6及辊缝吹扫风嘴7外形采用扇面形状,扇形风嘴开口采用中间扁平,逐步向两外侧扩大的形状,增强两侧的风力风量,有利于油气向两侧扩散,减少油气积聚滴落料面的机会。
33.检查料面带油情况,30分钟之内未发现有肉眼可见的油点。
34.实施例5一种铝箔轧机出口吹扫装置的使用方法,包括如下步骤:a:打开清辊器3的升缩气缸,将清辊器刮片压靠在支撑辊1上,其压靠力大小可调节,设置为1.5bar;b:铝箔9穿带后,落下出口弧形滑板4;c:打开支撑辊吹扫风嘴6的风压,通过蜗杆先调节支撑辊吹扫风嘴6,风压通常为1.0~1.5bar,根据料面带油情况调节辊缝吹扫风嘴7,风压通常设置为0.8~1.0bar;d:支撑辊吹扫风嘴6吹扫支撑辊表面带过来的轧制油,使轧制油吹扫气化并向两侧扩散,辊缝吹扫风嘴7将上支撑辊与上工作辊辊缝挤出的轧制油气化并向两侧吹散,防止轧制油聚集滴落料面;e:吹落的轧制油滴落到出口弧形滑板4上,再沿着出口弧形滑板4流淌到底部的凹槽,顺着凹槽聚集后滴落到集油槽8内,集油槽8横向呈中间高两侧低的形状,便于冷凝油滴落后从两侧流出。
35.检查料面带油情况,60分钟之内未发现有肉眼可见的油点。
36.实施例6一种铝箔轧机出口吹扫装置的使用方法,包括如下步骤:a:打开清辊器3的升缩气缸,将清辊器刮片压靠在支撑辊1上,其压靠力大小可调节,设置为1.0bar;
b:铝箔9穿带后,落下出口弧形滑板4;c:打开支撑辊吹扫风嘴6的风压,通过蜗杆先调节支撑辊吹扫风嘴6,风压通常为1.0~1.5bar,根据料面带油情况调节辊缝吹扫风嘴7,风压通常设置为0.8~1.0bar;d:支撑辊吹扫风嘴6吹扫支撑辊表面带过来的轧制油,使轧制油吹扫气化并向两侧扩散,辊缝吹扫风嘴7将上支撑辊与上工作辊辊缝挤出的轧制油气化并向两侧吹散,防止轧制油聚集滴落料面;e:吹落的轧制油滴落到出口弧形滑板4上,再沿着出口弧形滑板4流淌到底部的凹槽,顺着凹槽聚集后滴落到集油槽8内,集油槽8横向呈中间高两侧低的形状,便于冷凝油滴落后从两侧流出。
37.检查料面带油情况,90分钟之内未发现有肉眼可见的油点。
38.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1