一种辊筒螺纹孔加工设备的制作方法
1.本实用新型涉及自动化加工设备技术领域,特别涉及一种辊筒螺纹孔加工设备。
背景技术:
2.在自动化输送设备行业中,辊筒是最基本的零部件之一。辊筒一般由筒体、轴承端盖和辊轴组成,辊筒的安装方式一般采用螺栓连接在辊轴的两端,因此在辊轴的加工过程中需要对辊轴的两端同时钻孔和攻丝。目前,对于机械的钻孔和攻丝也逐渐采用自动化设备进行加工。
3.例如公开号为cn206509729u的中国实用新型专利公开了一种自动钻孔攻丝一体机,包括机架、固定工作台、活动工作台和驱动装置,还包括两组钻孔攻丝装置,其中一组钻孔攻丝装置安装在固定工作台上,另一组钻孔攻丝装置安装在活动工作台上并随活动工作台一同移动,在两组钻孔攻丝装置之间设有固定装置和循环送料装置,循环送料装置将加工件移送到钻孔工位,并将完成钻孔的加工件从钻孔工位移送到攻丝工位。该设备在加工时通过上下两块夹块对工件进行固定,在前后工位之间移动时容易产生偏差而无法将工件准确地放入夹紧槽内,使得工件无法准确定位,影响后续加工。
技术实现要素:
4.本实用新型的目的是提供一种辊筒螺纹孔加工设备,解决工件在在前后工位之间移动时因偏差而导致工件无法准确定位的问题。
5.本实用新型的上述目的是通过以下技术方案得以实现的:一种辊筒螺纹孔加工设备,包括底座、设置于底座上的固定工作台和活动工作台、设置于固定工作台与活动工作台之间的平移送料装置,以及设置在固定工作台与活动工作台上的工件固定装置,所述固定工作台与活动工作台上设置有螺纹孔加工装置,螺纹孔加工装置包括沿送料方向依次设置的点孔装置、钻孔装置、倒角装置和攻丝装置,所述工件固定装置包括安装座、设置在安装座上的多个夹持机构,多个所述夹持机构分别与点孔装置、钻孔装置、倒角装置和攻丝装置一一对应设置,所述夹持机构包括固定座、活动安装于固定座上的两个夹持块和驱动两个夹持块开合的开合机构,两个夹持块呈前后对称设置且两者之间形成开口朝上的喇叭状夹口,所述夹持块上设置有夹槽。
6.作为优选,所述开合机构包括升降杆和传动块,所述升降杆竖直设置在安装座上并可相对安装座上下移动,所述传动块的一端铰接在升降杆的上端,另一端铰接在夹持块上,所述夹持块的下端铰接在固定座上,所述夹持块的上端相对下端呈向外倾斜设置。
7.作为优选,所述固定座的上端面为水平端面,所述夹槽为半圆形结构,且所述夹槽的最低点与固定座的上端面齐平。
8.作为优选,所述平移送料装置包括升降架、安装在升降架上的送料支撑板、驱动升降架上下移动的升降气缸以及驱动送料支撑板前后移动的平移气缸,所述送料支撑板的上端面设置有卡槽。
9.作为优选,所述卡槽沿送料方向呈前后间隔设置,且前后相邻的卡槽位于同一高度。
10.作为优选,所述送料支撑板上设置有磁吸块,所述磁吸块设置在卡槽的底部。
11.作为优选,所述送料支撑板的前端设置有顶杆,所述顶杆设置在第一个卡槽的前方,所述顶杆的上端呈锥形结构,且高于送料支撑板的上端面。
12.作为优选,所述顶杆与卡槽之间设置有导板,所述导板为倾斜设置,所述导板的上端连接在顶杆上,其下端连接在卡槽的槽口处。
13.作为优选,所述底座的前后两侧设置有导轨,所述活动工作台可移动地安装在导轨上,所述底座上设置有驱动活动工作台左右移动的驱动机构。
14.本实用新型的有益效果:本实用新型设置的夹持机构,前后两个夹持块之间形成喇叭状夹口,大大降低了工件在前后工位之间移动时所需的定位精度,即使发生一定的偏差也能被夹持机构精确定位,提高了后续加工的精度。
附图说明
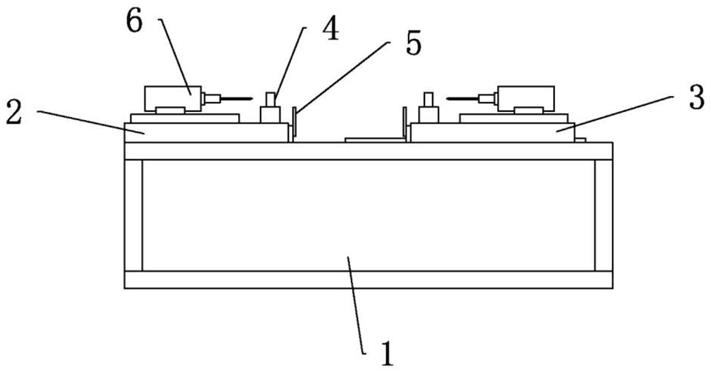
15.图1是本实用新型实施例的结构示意图;
16.图2是本实用新型实施例中固定工作台的俯视图;
17.图3是本实用新型实施例中夹持机构处于打开状态时的结构示意图;
18.图4是本实用新型实施例中夹持机构处于闭合状态时的结构示意图;
19.图5是本实用新型实施例中平移送料装置的结构示意图;
20.图中:1
‑
底座,2
‑
固定工作台,3
‑
活动工作台,4
‑
工件固定装置,401
‑
安装座,402
‑
固定座,403
‑
升降杆,404
‑
传动块,405
‑
夹持块,406
‑
驱动气缸,407
‑
夹槽,5
‑
平移送料装置,501
‑
升降架,502
‑
送料支撑板,503
‑
升降气缸,504
‑
平移气缸,505
‑
顶杆,506
‑
导板,507
‑
卡槽,508
‑
磁吸块,6
‑
螺纹孔加工装置,601
‑
点孔装置,602
‑
钻孔装置,603
‑
倒角装置,604
‑
攻丝装置。
具体实施方式
21.以下结合附图对本实用新型作进一步的详细说明。
22.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后,可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
23.实施例:如图1至图5所示,一种辊筒螺纹孔加工设备,包括底座1、设置于底座1上的固定工作台2和活动工作台3、设置于固定工作台2与活动工作台3之间的平移送料装置5,以及设置在固定工作台2与活动工作台3上的工件固定装置4,固定工作台2与活动工作台3均设置有螺纹孔加工装置6。
24.底座1的前后两侧设置有导轨,活动工作台3可移动地安装在导轨上,底座1上设置有驱动活动工作台3左右移动的驱动机构,驱动机构采用常规的滚珠丝杠机构,滚珠丝杠由电机驱动转动,滚珠丝杠驱动丝杠螺母和活动工作台3相对固定工作台2前后移动,适应不同长度的辊轴加工。
25.如图2所示,螺纹孔加工装置6包括沿送料方向依次设置的点孔装置601、钻孔装置
602、倒角装置603和攻丝装置604,其中点孔装置601、钻孔装置602、倒角装置603和攻丝装置604均采用由电机驱动转动的刀座和安装在刀座上的钻头或丝锥,通过刀座上不同的刀具,对辊轴进行相应的加工,在本实施例中,点孔装置601采用钻头对辊轴进行中心孔加工,钻孔装置602采用钻头对辊轴加工一定深度的钻孔,倒角装置603采用大钻头对钻孔进行倒角,攻丝装置604采用丝锥对钻孔进行攻丝。
26.如图5所示,平移送料装置5为左右对称设置在固定工作台2与活动工作台3上,平移送料装置5包括升降架501、安装在升降架501上的送料支撑板502、驱动升降架501上下移动的升降气缸503以及驱动送料支撑板502前后移动的平移气缸504,升降架501固定安装在固定工作台2与活动工作台3的侧面,送料支撑板502可移动地安装在升降架501的上端面。
27.送料支撑板502的上端面设置有卡槽507,卡槽507沿送料方向呈前后间隔设置,且前后相邻的卡槽507位于同一高度。卡槽507的间隔距离与点孔装置601、钻孔装置602、倒角装置603和攻丝装置604的间隔距离相等。
28.送料支撑板502的前端设置有顶杆505,顶杆505设置在第一个卡槽507的前方,顶杆505的上端呈锥形结构,且高于送料支撑板502的上端面。顶杆505与卡槽507之间设置有导板506,所述导板506为倾斜设置,导板506的上端连接在顶杆505上,其下端连接在卡槽507的槽口处。送料支撑板502在向前移动时,顶杆505顶起货架上的辊轴,使单根辊轴滚入到第一个卡槽507内。
29.送料支撑板502上设置有磁吸块508,磁吸块508设置在卡槽507的底部。送料支撑板502将位于工件固定装置4上的辊轴顶起后在转移至下一个工位,在此过程中磁吸块508将辊轴紧紧地吸附在卡槽507内,防止辊轴轴向移动而影响加工定位。其中磁吸块508可采用永磁铁或电磁铁。
30.如图2、图3和图4所示,工件固定装置4包括安装座401、设置在安装座401上的多个夹持机构,多个夹持机构分别与点孔装置601、钻孔装置602、倒角装置603和攻丝装置604一一对应设置。夹持机构包括固定座402、活动安装于固定座402上的两个夹持块405和驱动两个夹持块405开合的开合机构,两个夹持块405呈前后对称设置且两者之间形成开口朝上的喇叭状夹口,夹持块405上设置有夹槽407。开合机构包括升降杆403和传动块404,所述升降杆403竖直设置在安装座401上并可相对安装座401上下移动,所述传动块404的一端铰接在升降杆403的上端,另一端铰接在夹持块405上,所述夹持块405的下端铰接在固定座402上,所述夹持块405的上端相对下端呈向外倾斜设置。固定座402的上端面为水平端面,夹槽407为半圆形结构,且夹槽407的最低点与固定座402的上端面齐平。
31.如图3所示,升降杆403向下移动,带动夹持块405向外摆动,此时两个夹持块405之间形成开口朝上的喇叭状夹口,此时夹持机构处于打开状态。送料支撑板502将待加工的辊轴移送至由于喇叭状夹口内,由于喇叭状夹口比较大,送料支撑板502在移送过程中产生偏差时也能将辊轴放入由于喇叭状夹口。
32.如图4所示,升降杆403向上移动,带动夹持块405向内摆动,使两个夹持块405合拢而夹持住辊轴,此时夹持机构处于闭合状态。两个夹持块405的半圆形夹槽407合成一个圆柱形孔,该圆柱形孔的中心线与钻头或丝锥的中心线重合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1