一种用于油缸的不同圆周方向的装配孔加工的夹具的制作方法
1.本实用新型涉及工装夹具技术领域,具体涉及一种用于油缸的不同圆周方向的装配孔加工的夹具。
背景技术:
2.油缸侧壁的装配孔一般成对设置,成对的两装配孔位于油缸圆周的不同部位,一般通过四轴加工中心加工,油缸的生产制造成本高,产品经济效益低。同时,四轴加工中心采用一夹一顶装夹方式固定油缸,油缸内孔需配螺纹堵头,每次上下工件时,需将螺纹堵头拧紧松下,耗时长,生产效率低,进一步增加了油缸的生产制造成本。
技术实现要素:
3.本实用新型提供了一种用于油缸的不同圆周方向的装配孔加工的夹具,其能解决现有油缸生产制造成本高,产品经济效益低,以及生产效率低的技术问题。
4.其技术方案是这样的,一种用于油缸的不同圆周方向的装配孔加工的夹具,双装配孔包括第一装配孔和第二装配孔,其特征在于:所述钻孔夹具包括底板、钻套机构、固定机构和定位机构;
5.所述钻套机构包括钻模板和钻套,所述钻模板安装于所述底板上并位于所述v形块上方,所述钻套安装于所述钻模板并与所述底板垂直设置;
6.所述固定机构包括压板,所述压板通过压紧单元安装于所述底板上;
7.所述定位机构包括第一定位销以及依次安装于底板的顶端挡板、v形块和活动定位块,所述活动定位块上设有沿圆周方向分布的定位孔,所述定位孔的数量与油缸的不同圆周方向的装配孔数量一致,所述第一定位销用于将所述活动定位块与油缸定位配合。
8.进一步的,所述压紧单元包括支撑柱、螺杆和螺母,所述压板的一端抵接于所述支撑柱上、另一端抵接与油缸上,所述螺杆安装于底板上并向上贯穿所述压板的中间部位,所述螺母与所述螺杆螺纹配合并向下压紧所述压板。
9.进一步的,所述活动定位块通过第二定位销与所述底板定位配合。
10.进一步的,所述底板安装有滑槽,所述活动定位块安装于所述滑槽内。
11.进一步的,所述钻套机构还包括支撑座,所述钻模板的一端与所述支撑座的上部转动配合,所述支撑座安装于所述底板上,所述支撑座上设有模板定位块,当所述钻模板旋转至与所述模板定位块贴合时,所述钻套与所述底板垂直设置。
12.本实用新型的钻孔夹具,具有如下有益效果:
13.(1)对油缸进行不同角度的定位切换时,在不取下油缸的基础上,只需稍微松开固定机构,旋转油缸至其底部的定位孔与活动定位块的相应定位孔配合,插上第一定位销即可,即能实现普通钻床对不同圆周部位的孔位的加工,油缸的生产制造成本降低,产品经济效益提升;
14.(2)该套夹具装夹简便、可靠,油缸通过v形块定位外圆,通过压板压装,最大程度
的减少了操作工的操作强度并且提高了效率及质量,具体的,班产(8小时)从45个油缸提高至100个油缸,此道工序的合格率从96%升至100%,效果显著;
15.(3)易磨损部件容易更换,稳定性及重复定位准确度优秀。
附图说明
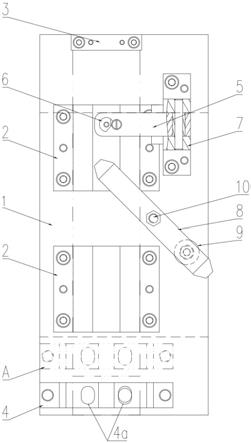
16.图1为本实用新型的俯视示意图。
17.图2为本实用新型的主视示意图。
具体实施方式
18.如图1、图2所示,一种用于油缸的不同圆周方向的装配孔加工的夹具,双装配孔包括第一装配孔和第二装配孔,钻孔夹具包括底板1、钻套机构、固定机构和定位机构;
19.钻套机构包括钻模板5、钻套6、支撑座7和模板定位块12,钻模板5与支撑座7的上部转动配合并位于v形块2上方,支撑座7安装于底板1上,支撑座7上设有模板定位块12,当钻模板5旋转至与模板定位块贴合时,钻套6与底板1垂直设置;
20.固定机构包括压板8和压紧单元,压板通过压紧单元安装于底板1上,具体的,压紧单元包括支撑柱9、螺杆10和螺母,压板8的一端抵接于支撑柱9上、另一端抵接与油缸上,支撑柱9上可设置与压把配合的第三定位销,螺杆10安装于底板1上并向上贯穿压板8的中间部位,螺母与螺杆10螺纹配合并向下压紧压板8,实现油缸外圆的压装固定;
21.定位机构包括第一定位销11以及依次安装于底板1的顶端挡板3、v形块2和活动定位块4,活动定位块4上设有与油缸底端配合的开孔4b、沿开孔4b圆周方向分布的定位孔4a,定位孔4a的数量与油缸的不同圆周方向的装配孔数量一致,旋转油缸至其底部的定位孔与活动定位块4的相应定位孔4a对齐时,插入第一定位销11,将活动定位块4与油缸定位配合。
22.底板1安装有滑槽,活动定位块4安装于滑槽内,通过活动定位块4沿滑槽移动,实现油缸底端伸入开孔4b内(此时,活动定位块4处于图1中a处所示虚线位置)或从开孔4b内脱出,便于油缸的取放。
技术特征:
1.一种用于油缸的不同圆周方向的装配孔加工的夹具,双装配孔包括第一装配孔和第二装配孔,其特征在于:所述钻孔夹具包括底板、钻套机构、固定机构和定位机构;所述钻套机构包括钻模板和钻套,所述钻模板安装于所述底板上并位于所述v形块上方,所述钻套安装于所述钻模板并与所述底板垂直设置;所述固定机构包括压板,所述压板通过压紧单元安装于所述底板上;所述定位机构包括第一定位销以及依次安装于底板的顶端挡板、v形块和活动定位块,所述活动定位块上设有沿圆周方向分布的定位孔,所述定位孔的数量与油缸的不同圆周方向的装配孔数量一致,所述第一定位销用于将所述活动定位块与油缸定位配合。2.根据权利要求1所述的一种用于油缸的不同圆周方向的装配孔加工的夹具,其特征在于:所述压紧单元包括支撑柱、螺杆和螺母,所述压板的一端抵接于所述支撑柱上、另一端抵接与油缸上,所述螺杆安装于底板上并向上贯穿所述压板的中间部位,所述螺母与所述螺杆螺纹配合并向下压紧所述压板。3.根据权利要求1所述的一种用于油缸的不同圆周方向的装配孔加工的夹具,其特征在于:所述活动定位块通过第二定位销与所述底板定位配合。4.根据权利要求1所述的一种用于油缸的不同圆周方向的装配孔加工的夹具,其特征在于:所述底板安装有滑槽,所述活动定位块安装于所述滑槽内。5.根据权利要求1所述的一种用于油缸的不同圆周方向的装配孔加工的夹具,其特征在于:所述钻套机构还包括支撑座,所述钻模板的一端与所述支撑座的上部转动配合,所述支撑座安装于所述底板上,所述支撑座上设有模板定位块,当所述钻模板旋转至与所述模板定位块贴合时,所述钻套与所述底板垂直设置。
技术总结
本实用新型提供了一种用于油缸的不同圆周方向的装配孔加工的夹具,其能解决现有油缸生产制造成本高,产品经济效益低,以及生产效率低的技术问题。一种用于油缸的不同圆周方向的装配孔加工的夹具,双装配孔包括第一装配孔和第二装配孔,其特征在于:钻孔夹具包括底板、钻套机构、固定机构和定位机构;钻套机构包括钻模板和钻套,钻模板安装于底板上并位于V形块上方,钻套安装于钻模板并与底板垂直设置;定位机构包括第一定位销以及依次安装于底板的顶端挡板、V形块和活动定位块,活动定位块上设有沿圆周方向分布的定位孔,定位孔的数量与油缸的不同圆周方向的装配孔数量一致,第一定位销用于将活动定位块与油缸定位配合。位销用于将活动定位块与油缸定位配合。位销用于将活动定位块与油缸定位配合。
技术研发人员:孙冬俊
受保护的技术使用者:无锡贝安机械有限公司
技术研发日:2021.09.22
技术公布日:2022/2/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1