数控车床加工轴类零件用轴向定位工装的制作方法
1.本实用新型涉及一种轴向定位工装,特别是一种数控车床加工轴类零件用轴向定位工装,属于数控车床加工技术领域。
背景技术:
2.轴类零件的车削是数控车床的主要加工内容之一。针对不同长度的轴类零件的车削,根据加工部位的不同,加工刚性的不同,夹持位置的不同,存在不同的轴向定位需求。
3.现在轴向定位方式包括在卡爪上车出定位台,卡盘端面作为定位基准,利用卡盘的防尘盖的位置及螺纹做个内置于卡盘的轴向定位装置。但这些方式使得轴向定位点固定,不能进行调整,不能满足多长度轴类零件轴向定位需求。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种数控车床加工轴类零件用轴向定位工装。
5.为解决以上问题,本实用新型的具体技术方案如下:数控车床加工轴类零件用轴向定位工装,包括主轴箱,主轴箱上设置有中空油缸,主轴箱侧面固定连接有支架,主轴箱内设置有拉杆,拉杆一端与中空油缸连接,调整杆依次贯穿中空油缸和主轴箱内的拉杆后与旋转控制结构连接。
6.所述的拉杆为中空拉杆,内孔为光孔,拉杆的光孔内放置调整杆,调整杆的锁紧端.套装有涨紧结构,涨紧结构通过螺栓与支架固定连接,调整杆的驱动端.与旋转控制结构。
7.所述的拉杆光孔内设置定位轴,定位轴通过深沟球轴承连接有活塞,活塞嵌在拉杆的光孔内。
8.所述的定位轴一端设置有定位块i和定位块ii,定位块i为凹槽结构,定位轴固定插入到定位块i的凹槽内,定位块i的另一端固定连接有定位块ii,定位块ii另一端连接有加工端面。
9.所述的涨紧结构包括锁紧固定套,锁紧固定套套装在锁紧端.的外圆周面上,锁紧固定套与锁紧端.外圆周面之间设置有弹簧卡套。
10.所述的支架通过支撑块固定连接在主轴箱侧面,支撑块与主轴箱之间通过螺栓固定连接有调整垫和调整块。
11.本实用新型带来的有益效果为:根据工件加工要求,使工件进入卡盘内实现轴向定位,定位调整方便,可调范围广。
附图说明
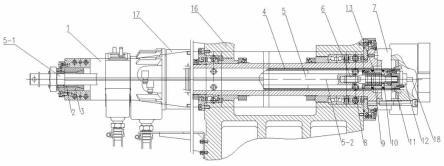
12.图1为数控车床加工轴类零件用轴向定位工装结构示意图。
13.图2为图1的侧视结构示意图。
具体实施方式
14.如图1和图2所示,数控车床加工轴类零件用轴向定位工装,包括主轴箱16,主轴箱16上设置有中空油缸17,主轴箱16侧面固定连接有支架1,支架1通过支撑块19固定连接在主轴箱16侧面,支撑块19与主轴箱16之间通过螺栓固定连接有调整垫15和调整块14,主轴箱16内设置有拉杆4,拉杆4一端与中空油缸17连接,调整杆5依次贯穿中空油缸17和主轴箱16内的拉杆4后与旋转控制结构连接。
15.拉杆4为中空拉杆,内孔为光孔,加工粗糙度为1.6,公差为(0,+0.1),拉杆4的光孔内放置调整杆5,调整杆5的锁紧端5.1套装有涨紧结构,涨紧结构通过螺栓与支架1固定连接,调整杆5的驱动端5.2与旋转控制结构。
16.旋转控制结构包括:拉杆4光孔内设置定位轴6,定位轴6通过深沟球轴承13连接有活塞9,活塞9嵌在拉杆4的光孔内,定位轴6与驱动端5-2螺纹连接,为了提高锁紧性能,在定位轴6外圆周套装锁紧螺母8,锁紧螺母8与驱动端5-2的端面接触。
17.定位轴6一端设置有定位块i11和定位块ii12,深沟球轴承13和定位块i11之间设置有隔套10,定位块i11为凹槽结构,定位轴6固定插入到定位块i11的凹槽内,定位块i11的另一端固定连接有定位块ii12,定位块ii12另一端连接有加工端面18,左右移动调整杆5,带动定位块ii12的端面位置沿调整杆5的长度方向左右移动,使定位块ii12的定位面达到合适位置,调整位置合适后,通过涨紧结构锁紧调整杆5的轴向位置。
18.涨紧结构包括锁紧固定套3,锁紧固定套3套装在锁紧端5.1的外圆周面上,锁紧固定套3与锁紧端5.1外圆周面之间设置有弹簧卡套2。
19.以上所述的仅是本实用新型的优选实施例。应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干变型和改进,也应视为属于本实用新型的保护范围。
技术特征:
1.数控车床加工轴类零件用轴向定位工装,包括主轴箱(16),主轴箱(16)上设置有中空油缸(17),其特征在于:主轴箱(16)侧面固定连接有支架(1),主轴箱(16)内设置有拉杆(4),拉杆(4)一端与中空油缸(17)连接,调整杆(5)依次贯穿中空油缸(17)和主轴箱(16)内的拉杆(4)后与旋转控制结构连接。2.如权利要求1所述的数控车床加工轴类零件用轴向定位工装,其特征在于:所述的拉杆(4)为中空拉杆,内孔为光孔,拉杆(4)的光孔内放置调整杆(5),调整杆(5)的锁紧端(5.1)套装有涨紧结构,涨紧结构通过螺栓与支架(1)固定连接,调整杆(5)的驱动端(5.2)与旋转控制结构。3.如权利要求1所述的数控车床加工轴类零件用轴向定位工装,其特征在于:所述的拉杆(4)光孔内设置定位轴(6),定位轴(6)通过深沟球轴承(13)连接有活塞(9),活塞(9)嵌在拉杆(4)的光孔内。4.如权利要求3所述的数控车床加工轴类零件用轴向定位工装,其特征在于:所述的定位轴(6)一端设置有定位块i(11)和定位块ii(12),定位块i(11)为凹槽结构,定位轴(6)固定插入到定位块i(11)的凹槽内,定位块i(11)的另一端固定连接有定位块ii(12),定位块ii(12)另一端连接有加工端面(18)。5.如权利要求2所述的数控车床加工轴类零件用轴向定位工装,其特征在于:所述的涨紧结构包括锁紧固定套(3),锁紧固定套(3)套装在锁紧端(5.1)的外圆周面上,锁紧固定套(3)与锁紧端(5.1)外圆周面之间设置有弹簧卡套(2)。6.如权利要求2所述的数控车床加工轴类零件用轴向定位工装,其特征在于:所述的支架(1)通过支撑块(19)固定连接在主轴箱(16)侧面,支撑块(19)与主轴箱(16)之间通过螺栓固定连接有调整垫(15)和调整块(14)。
技术总结
本实用新型属于数控车床加工技术领域,数控车床加工轴类零件用轴向定位工装,包括主轴箱,主轴箱上设置有中空油缸,主轴箱侧面固定连接有支架,主轴箱内设置有拉杆,拉杆一端与中空油缸连接,调整杆依次贯穿中空油缸和主轴箱内的拉杆后与旋转控制结构连接。根据工件加工要求,使工件进入卡盘内实现轴向定位,定位调整方便,可调范围广。可调范围广。可调范围广。
技术研发人员:刘妍 梁骞 盖立亚 李志丹 刘志强 郝旭 李迪 周博勋 李学岐 程渤翔 王瑞 周兆祥 寇庆伟 潘海 胡宝鑫
受保护的技术使用者:沈阳优尼斯智能装备有限公司
技术研发日:2021.11.27
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1