一种汽车轮边环孔钻孔定位工装的制作方法
1.本实用新型涉及车轮加工领域,特别是涉及一种汽车轮边环孔钻孔定位工装。
背景技术:
2.汽车轮毂是汽车轮胎内以轴为中心用于支撑轮胎的圆柱形金属部件,环孔钻孔是指用钻头在实体材料上钻取安装孔。基于此,定位工装是用于确定加工工具所要求位置,汽车轮毂通过定位工装来固定加紧以便加工出孔。
3.现有技术中用于汽车轮毂的定位工装,多采用液压夹具对轮毂进行环向定位夹持,在轮毂定位后钻取安装孔时,定位工装无有效的切削液收集结构以实现轮毂轮边环孔钻孔的定点收集,定位工装易被污染,且钻孔加工用切削液的回收效果较差。
技术实现要素:
4.基于此,有必要针对当下用于汽车轮毂的定位工装,多采用液压夹具对轮毂进行环向定位夹持,在轮毂定位后钻取安装孔时,定位工装无有效的切削液收集结构以实现轮毂轮边环孔钻孔的定点收集,定位工装易被污染,且钻孔加工用切削液的回收效果较差的问题,提供一种汽车轮边环孔钻孔定位工装。
5.一种汽车轮边环孔钻孔定位工装,包括底板;
6.所述定位工装还包括:
7.四个夹持机构,其两两对称固定安装在所述底板的上表面;每个所述夹持机构包括推进气缸、固定安装在所述推进气缸输出端位置的夹持块和开设在所述夹持块顶端的限位卡槽;
8.活动装配在四个所述限位卡槽之间的轮毂主体;以及
9.固定安装在每个所述夹持块侧表面且位于所述轮毂主体轮边下方的废液收集结构;所述废液收集结构包括收集盒、开设在所述收集盒内壁底端的斜坡和贯穿连接在所述收集盒下表面的堵塞。
10.上述一种汽车轮边环孔钻孔定位工装,在轮毂定位后钻取安装孔时,通过无有效的切削液收集结构以实现轮毂轮边环孔钻孔的定点收集,定位工装不易被污染,使得钻孔加工的切削液回收再利用较为方便。
11.在其中一个实施例中,所述底板的下表面的四周固定安装有阻尼垫。
12.在其中一个实施例中,四个所述夹持块基于所述轮毂主体的轴向呈环形分布。
13.在其中一个实施例中,所述废液收集结构的数量为四个,四个所述收集盒基于所述轮毂主体的轴心呈环形分布。
14.在其中一个实施例中,四个收集盒呈环形结构,四个所述收集盒围成的最小直径为15英寸。
15.在其中一个实施例中,当所述轮毂主体设置在四个所述夹持块上时,四个所述收集盒对应在所述轮毂主体轮边的下方。
16.在其中一个实施例中,所述收集盒的下表面贯穿开设有与所述堵塞相适配的插槽。
17.与现有技术相比,本实用新型的有益效果是:
18.本实用,通过废液收集结构协同夹持机构的作用下,四个推进气缸带动对应的夹持块向内靠拢时,即对轮毂主体进行夹持时,收集盒可同步位移至轮毂主体轮边的下方,以至在利用钻头对轮毂主体的轮边进行转孔时,收集盒可便于承接来自钻孔所带出切削废液;并通过斜坡与堵塞的配合下,收集盒内的废液可实现再利用的快速转移。
19.综上,本实用新型一种汽车轮边环孔钻孔定位工装,在轮毂定位后钻取安装孔时,通过无有效的切削液收集结构以实现轮毂轮边环孔钻孔的定点收集,定位工装不易被污染,使得钻孔加工的切削液回收再利用较为方便。
附图说明
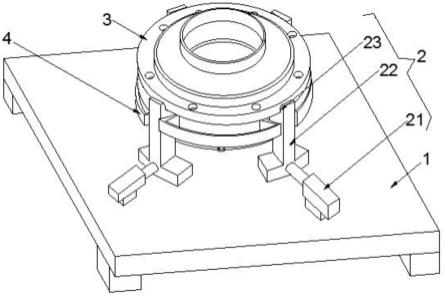
20.图1所示为本实用新型一种汽车轮边环孔钻孔定位工装的三维图。
21.图2所示为图1中废液收集结构的三维透视图。
22.图3所示为图2中a部放大图。
23.图4所示为图1中四个废液收集结构的俯视平面图。
24.主要元件符号说明
25.图中:1、底板;2、夹持机构;21、推进气缸;22、夹持块;23、限位卡槽;3、轮毂主体;4、废液收集结构;41、收集盒;42、斜坡;43、堵塞。
26.以上主要元件符号说明结合附图及具体实施方式对本实用新型作进一步详细的说明。
具体实施方式
27.下面结合附图对本实用新型进行详细的描述。
28.请参阅图1,本实施例提供了一种汽车轮边环孔钻孔定位工装,其包括底板1;
29.上述一种汽车轮边环孔钻孔定位工装还包括四个夹持机构2、轮毂主体3以及四个废液收集结构4。
30.其中,底板1的下表面的四周固定安装有阻尼垫。由底板1提供轮毂主体3钻孔位置的支撑下,阻尼垫可降低轮毂主体3钻孔加工产生的震动力,以至使得轮毂主体3环孔钻孔更稳定。
31.其中,四个夹持机构2两两对称固定安装在底板1的上表面;每个夹持机构2包括推进气缸21、固定安装在推进气缸21输出端位置的夹持块22和开设在夹持块22顶端的限位卡槽23。
32.其中,轮毂主体3活动装配在四个限位卡槽23之间。
33.四个夹持块22基于轮毂主体3的轴向呈环形分布。
34.本实施例中,通过控制四个推进气缸21带动对应的夹持块22基于底板1的中心同时向内推进,通过牵引轮毂主体3的轮边对应在夹持块22的限位卡槽23时,此时,继续控制推进气缸21路径伸出,直至夹持块22稳定夹持在轮毂主体3的轮边上即可进行钻头钻孔加工。
35.请继续参阅图2-4,其中,每个废液收集结构4分别固定安装在每个夹持块22侧表面且位于轮毂主体3的轮边下方;废液收集结构4包括收集盒41、开设在收集盒41内壁底端的斜坡42和贯穿连接在收集盒41下表面的堵塞43。废液收集结构4的数量为四个,四个收集盒41基于轮毂主体3的轴心呈环形分布。
36.当轮毂主体3设置在四个夹持块22上时,四个收集盒41对应在轮毂主体3轮边的下方。
37.本实施例中,四个推进气缸21带动对应的夹持块22向内靠拢时,即对轮毂主体3进行夹持时,废液收集结构4可协同夹持机构2的作用下进行同步动作,则收集盒41可同步位移至轮毂主体3轮边的下方,以至在利用钻头对轮毂主体3的轮边进行转孔时,收集盒41可便于承接来自钻孔所带出切削废液;并通过斜坡42与堵塞43的配合下,收集盒41内的废液可实现再利用的快速转移。
38.四个收集盒41呈环形结构,四个收集盒41围成的最小直径为15英寸。值得说明的是,因现有技术中的轮毂主体3的尺寸是在15-22英寸之间,以至环形分布的四个收集盒41在对应轮毂主体3轮边进行切削液收集时,最小尺寸的轮毂主体3可实现废液收集的使用即四个夹持块22向内推进的环形尺寸在15英寸左右,进一步地,在大于15小于22英寸之间的轮毂主体3也可适用性进行废液收集的使用。
39.收集盒41的下表面贯穿开设有与堵塞43相适配的插槽。通过堵塞43与插槽的配合下,在收集盒41收集切削废液后,拔出堵塞43,利用外接收集工具即可承接插槽流出的切削废液,故可方便对切削废液进行加工再利用。
40.综上,本实施例的一种汽车轮边环孔钻孔定位工装,相较于当下定位工装而言,具有如下优点:本实施例一种汽车轮边环孔钻孔定位工装,在轮毂定位后钻取安装孔时,通过无有效的切削液收集结构以实现轮毂轮边环孔钻孔的定点收集,定位工装不易被污染,使得钻孔加工的切削液回收再利用较为方便。
41.对于所涉及的各个部件的命名,以其在说明书中描述的功能作为命名的标准,而不受本实用新型所用到的具体的名词的限定,本领域的技术人员也可以选用其它的名词来描述本实用新型的各个部件名称。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1