3D打印砂型模具及系统的制作方法
3d打印砂型模具及系统
技术领域
[0001]
本实用新型涉及铸造设备技术领域,具体为一种3d打印砂型模具及系统。
背景技术:
[0002]
现有的管道制造通常会采用模具进行铸造,如申请号为201911319775.4的中国专利公开了一种弯管铸件浇铸模具,包括底模座、上模座、下模座、卡接机构和限位机构,所述底模座的上端固定连接有第一伸缩气缸,所述下模座固定连接在第一伸缩气缸的上端,所述上模座与下模座卡合连接,通过设置冷却盘管,在冷却盘管的内部通入水流或者冷却液帮助上模座和下模座内部的铸造的弯管进行降温,水流流经冷却盘管外侧浇铸槽的凸面后通过浇铸的弯管件换热,换热后带有较高温度的冷却液或者水流流到滑槽凸面的外侧,不仅帮助了弯管进行冷却,提高了生产效率,而且在寒冷的天气给滑槽的内部进行了升温,避免了滑槽内部的润滑油因低温凝脂而增大滑塞与滑槽的摩擦力,延长了滑塞的使用寿命。
[0003]
上述的这种弯管铸造的模具采用的金属模具,这种模具的成本较高,对于脱模、冷却等条件的要求较高,结构较为复杂,不稳定性较高,对于成型条件的要求也会较高,而且这种价格较高的模具开模后效果不好要重新开模,成本会进一步提升。
技术实现要素:
[0004]
本实用新型的目的是提供一种成本低又铸造效果好的3d打印砂型模具。
[0005]
本实用新型的上述技术目的是通过以下技术方案得以实现的:3d打印砂型模具,包括左砂型箱、右砂型箱以及砂芯,所述左砂型箱和所述右砂型箱组成的整个砂型箱内具有型腔,所述型腔由左砂型箱的右侧壁处形成的左半型腔和所述右砂型箱的左侧壁处形成的右半型腔拼合而成,所述砂芯容纳于所述型腔中,所述砂芯包括一段上下延伸的直立管、与所述直立管的上部一体连接并向前上方转弯的弯管以及与弯管朝前上方的一端一体连接并向前上方直线延伸的斜管,所述左砂型箱上还配有抵住所述直立管左侧部分的左顶块,所述右砂型箱上还配有抵住所述直立管右侧部分的右顶块。
[0006]
上述方案中的砂型模具是通过3d打印设备打印出来,通过砂子等原材料经过打印设备根据预设程序一层一层打印出来的,非常方便快捷,然后通过左顶块和右顶块的定位抵住直立管,让整个结构的稳定性得以保持,对于这种三段式的管道设计,效果更佳良好。
[0007]
作为对本实用新型的优选,所述左砂型箱上开设有供左顶块向右插入至左半型腔的左定位孔,所述右砂型箱上开设有供右顶块向左插入至右半型腔的右定位孔。
[0008]
作为对本实用新型的优选,所述左顶块的右端部形成有与所述直立管外壁面抵靠贴合的左弧形面,所述右顶块的左端部形成有与所述直立管外壁面抵靠贴合的右弧形面。
[0009]
作为对本实用新型的优选,所述左砂型箱的右侧壁处形成定位块,所述右砂型箱的左侧壁处形成与所述定位块拼接住的定位槽。
[0010]
作为对本实用新型的优选,所述右砂型箱的左侧壁处形成定位块,所述左砂型箱的右侧壁处形成与所述定位块拼接住的定位槽。
[0011]
作为对本实用新型的优选,所述左半型腔和所述右半型腔上均形成有分别与直立管、弯管和斜管一一对应的直立腔、弯腔和斜腔。
[0012]
作为对本实用新型的优选,所述右砂型箱的左侧壁处开设有通向右半型腔的第一暗冒口、第二暗冒口、第三暗冒口和顶冒口。
[0013]
作为对本实用新型的优选,所述右砂型箱的左侧壁处还开设有与第一暗冒口连通的主流道。
[0014]
作为对本实用新型的优选,所述左砂型箱和所述右砂型箱背对所述型腔的一侧侧壁处一体连接有上下两排前后间隔分布的散热块。
[0015]
3d打印砂型模具系统,包括前述的3d打印砂型模具,还包括用于盛放该3d打印砂型模具的3d打印砂型模具支架。
[0016]
本实用新型的有益效果:1. 3d打印砂型模具的成本可控,并可以通过3d打印技术进行生产制造;
[0017]
2.生产条件的要求可以降低,且仍然可以制造高质量的管件产品;
[0018]
3.成品率较高,生产工艺简单,生产周期可控;
[0019]
4.模具结构的结构稳定性较好,设计合理,例如,在灌入铝液进行铸造的时候,整个制作出来的铝管质量较高,特别是对下部结构支撑稳定的设计,以及对于冒口的设计,使得铝液可以更好地得到流通并堆积后冷却成型。
附图说明
[0020]
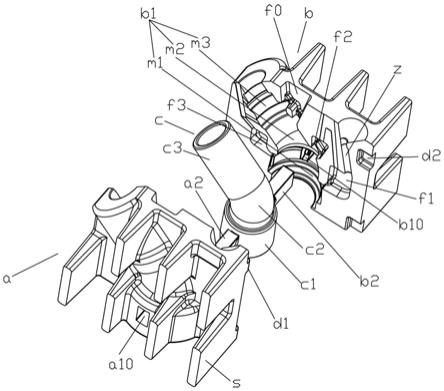
图1为实施例1拆分状态的立体结构示意图;
[0021]
图2为图1另一视角的立体结构示意图;
[0022]
图3为实施例3的立体结构示意图;
[0023]
图4为图3另一视角的立体结构示意图;
[0024]
图5为实施例3另一种样式的立体结构式意图;
[0025]
图6为实施例2的支架分开状态的立体结构式意图;
[0026]
图7为实施例2的支架盛放模具的立体结构示意图。
具体实施方式
[0027]
以下具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
[0028]
实施例1,如图1、2所示,3d打印砂型模具,包括左砂型箱a、右砂型箱b以及砂芯c,所述左砂型箱a和所述右砂型箱b组成的整个砂型箱内具有型腔,所述型腔由左砂型箱a的右侧壁处形成的左半型腔a1和所述右砂型箱b的左侧壁处形成的右半型腔b1拼合而成,型腔的侧壁面对所要生产的管件的外侧部分进行形状的定型,所述砂芯c容纳于所述型腔中,所述砂芯c的外侧壁面对管件的内侧部分进行形状的定型,型腔和砂芯之间形成的空间就是管件的实体部分,所述砂芯c包括一段上下延伸的直立管c1、与所述直立管c1的上部一体连接并向前上方转弯的弯管c2以及与弯管c2朝前上方的一端一体连接并向前上方直线延伸的斜管c3,实施例中的管件是三段管段连接的结构,所述左砂型箱a上还配有抵住所述直
立管c1左侧部分的左顶块a2,所述右砂型箱b上还配有抵住所述直立管c1右侧部分的右顶块b2,通过下侧顶块的设计,使得对砂芯进行低重心的稳定定位,保证直管段部分稳定成型,在这个基础上对上侧部分的段落浇筑成型效果更好。
[0029]
具体地,所述左砂型箱a上开设有供左顶块a2向右插入至左半型腔a1的左定位孔a10,所述右砂型箱b上开设有供右顶块b2向左插入至右半型腔b1的右定位孔b10,保证顶块的拆装便利性。
[0030]
另外,更为优化的设计,所述左顶块a2的右端部形成有与所述直立管c1外壁面抵靠贴合的左弧形面a20,所述右顶块b2的左端部形成有与所述直立管c1外壁面抵靠贴合的右弧形面b20。以保证贴合的紧密性,保证产品的生产质量。
[0031]
对于整体的拼接结构的设计可以采用如下方案:所述左砂型箱a的右侧壁处形成定位块d1,所述右砂型箱b的左侧壁处形成与所述定位块d1拼接住的定位槽d2。或者采用另一种方案,所述右砂型箱b的左侧壁处形成定位块d1,所述左砂型箱a的右侧壁处形成与所述定位块d1拼接住的定位槽d2。使得型箱间的拼接更加方便可靠。
[0032]
当然的,所述左半型腔a1和所述右半型腔b1上均形成有分别与直立管c1、弯管c2和斜管c3一一对应的直立腔m1、弯腔m2和斜腔m3。这样设计才能使得最终的产品也是三段式的结构。
[0033]
3d打印砂型模具的冒口设计也是较为重要的部分,所述右砂型箱b的左侧壁处可以开设有通向右半型腔b1的第一暗冒口f1、第二暗冒口f2、第三暗冒口f3和顶冒口f0。第一暗冒口f1设计在直立腔m1和弯腔m2连通部位的后侧位置并连通至右半型腔b1,第三暗冒口f3设计在直立腔m1和弯腔m2连通部位的后侧位置并连通至右半型腔b1,第三暗冒口f3和第一暗冒口f1所以是前后排布的,以提升管件在该处铸造结构的均匀度和饱和度。第二暗冒口f2设计在弯腔m2靠其后背侧的位置并与右半型腔b1上下连通。顶冒口f0设计在直立腔m1靠其后背侧的位置并与右半型腔b1上下连通。左砂型箱a可以开设跟右侧同样的冒口。这种冒口的设计让金属成型液的流动更加合理和流畅,而且在管段连接部分能有足够的液体压力保证连接处的结构饱和度。
[0034]
进一步地,所述右砂型箱b的左侧壁处还开设有与第一暗冒口f1连通的主流道z,主流道z向上连通至模具的外部空间,其先对在下的直线段进行较好地浇筑,然后在向上积存成型液体,最后等到成型液积累到靠顶,待冷却固化后即可取出。当然,所述右砂型箱b的左侧壁处还开设有排气槽,让模具的中气体不会影响成型液的饱和度,等成型液的灌入就能被慢慢向上排出,而不会造成成型液中有气泡导致最终产品的毛边、裂纹、气泡等问题。顶冒口f0是直接向上通向外界的,可以不用连同有排气槽,但是,第一暗冒口f1、第二暗冒口f2都是第三暗冒口f3应该连接有通向模具外的排气槽,分别为第一排气槽p1、第二排气槽p2和第三排气槽p3,第一排气槽p1和第二排气槽p2可以向上交叉连通后一起向上连通至模具外,第三排气槽p3可以是先前上方流通出去通往模具前方的外界,第三排气槽p3的出口优选在斜管c3的前下侧位置。左砂型箱a可以开设同样的冒口和排气槽。
[0035]
所述左砂型箱a和所述右砂型箱b背对所述型腔的一侧侧壁处一体连接有上下两排前后间隔分布的散热块s。提升散热性。
[0036]
实施例2,如图6、7所示,3d打印砂型模具系统,包括实施例1所述的3d打印砂型模具,还包括用于盛放该3d打印砂型模具的3d打印砂型模具支架。
[0037]
实施例3,如图3、4、5所示,实施例2中的3d打印砂型模具支架可以采用以下方案进行实现:
[0038]
包括用于放置所述左砂型箱a的左半支架1和用于放置所述右砂型箱b的右半支架2,所述左半支架1的右侧形成左拼接平面10,所述右半支架2的左侧形成与所述左拼接平面10能贴靠住的右拼接平面20。通过拼接的方式,使得3d打印砂型模具这种容易碰伤的模具在放到支架时更加方便,同时放置以后可以较好的保护,在搬运、存放过程中不容易受损。左拼接平面10和右拼接平面20可以完全贴合住,支架的贴合度较好,结构也较为稳定。但有时候,模具的大小可能会偏大,拼接的方式在于可以左右间的间距进行调节,所以左拼接平面10和右拼接平面20之间可以间隔一段距离,同样可以盛放3d打印砂型模具,那么如果这种情况,可以进一步在左拼接平面10和右拼接平面20上开设相应的左右相对的插孔111,左右对应的插孔中配有插接支撑杆222,提升中间拼接处的稳定性。
[0039]
进一步,所述左半支架1包括用于承载所述左砂型箱a的左底平板11以及所述左底平板11上一体连接有并呈直立状的左前限位板12、左后限位板13和供所述左砂型箱a左侧限位的左侧限位板14,所述右半支架2包括用于承载所述右砂型箱b的右底平板21以及所述右底平板21上一体连接有并呈直立状的右前限位板22、右后限位板23和供所述右砂型箱b右侧限位的右侧限位板24。
[0040]
更进一步,所述左底平板11、左前限位板12、左后限位板13和左侧限位板14均为矩形板,所述右底平板21、右前限位板22、右后限位板23和所述右侧限位板24均为矩形板。使得结构的平整性较好,稳定性也可靠。
[0041]
具体地,所述左底平板11、左前限位板12和左后限位板13的左侧面处于同一平面并形成所述左拼接平面10,所述右底平板21、右前限位板22和右后限位板23的右侧面处于同一平面并形成所述右拼接平面20。
[0042]
所述左前限位板12和左后限位板13前后平行间隔排布并均垂直于所述左侧限位板14。所述右前限位板22和右后限位板23前后平行间隔排布并均垂直于所述右侧限位板24。
[0043]
所述左前限位板12和左后限位板13的左侧面均与所述左侧限位板14的右侧面一体连接住,所述右前限位板22和右后限位板23的右侧面均与所述右侧限位板24的左侧面一体连接住。
[0044]
所述左侧限位板14具有一段位于所述左前限位板12前方的左前延伸段31和一段位于所述左后限位板13后方的左后延伸段32。所述右侧限位板24具有一段位于所述右前限位板22前方的右前延伸段41和一段位于所述右后限位板23后方的右后延伸段42。可以提升支架的稳定性和散热性。整个支架可以采用熔点较高的金属板材制作,例如钢铁板等,结构的可靠性会较好。
[0045]
实施例4,图示参照实施例2,实施例3中的支架也可以供其他左右式结构的3d打印砂型模具使用,那么同样形成一种3d打印砂型模具系统,包括实施例3中所述的3d打印砂型模具支架,还包括所述3d打印砂型模具支架盛放有的3d打印砂型模具,这里的3d打印砂型模具不仅可以是前述提及的模具,还可以是其他左右式拼合结构的砂型模具使用。
[0046]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种
等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1