用于90度弯头的消失模铸造模具的制作方法
1.本实用新型属于消失模铸造技术领域,尤其涉及一种用于90度弯头的消失模铸造模具。
背景技术:
2.90
°
弯头的消失模铸造工艺一直困扰着生产技术人员,因其特殊的结构易造成模型抬箱、变形和铸件冷隔等铸造缺陷,成功的90
°
弯头的消失模铸造工艺取决于模型在砂箱内摆放的角度,浇注系统是否能保证快速的成型速度以及计算模型的投影面积与型砂和铁液的浮力。
3.图1和图2,所示为现有90
°
弯头的一种造型方式,该种造型方式采用的是两端同高且采用底铸的方式进行设计,由于模型水平投影面积较大,铸件容易抬箱,导致批量废品。另模型内浇道无法承受模型重量,尤其在模型内腔进入型砂后,将模型内浇道部分压断,在这种情况下浇注进入型腔的铁液流速会减慢,由于浇注速度的降低,导致铸件产生冷隔报废。其次模型内浇道无法承受模型重量和进入模型内腔型砂重量,内浇道将模型顶一个凹坑,导致铸件表面质量存在严重缺陷报废。
4.图3和图4,所示为现有90
°
弯头的另一种造型方式,该种造型由于弯头下部是水平设置的,存在死角,型砂不易充填到位,加上振实时间不到位,该处易产生节瘤,导致铸件报废;此外,由于弯头上部成60度角,在造型加砂过程中,易导致模型变形报废;其次,由于只有一层浇道,铁水行程较长,顶部易产生冷隔,如粘两层浇道,即降低工艺出口率,又增加塌箱的风险。
5.综上,有必要对现有技术进行改进。
技术实现要素:
6.本实用新型的主要目的在于提供一种用于90度弯头的消失模铸造模具,旨在有效解决现有90
°
弯头消失模铸造过程中易出现的抬箱、节瘤等问题。
7.为解决上述技术问题,本实用新型采用如下技术方案:
8.一种用于90度弯头的消失模铸造模具,包括砂箱、设置于所述砂箱内的弯头消失模模型以及与所述弯头消失模模型连接的浇注系统,所述弯头消失模模型具有第一端和第二端,所述第一端开口朝下倾斜设置,并与水平面呈45度夹角,所述第二端开口朝上倾斜设置,并与水平面呈45度夹角。
9.具体的,所述浇注系统包括直浇道和横浇道,所述横浇道的一端与所述弯头消失模模型的第一端上侧部连接,另一端与所述直浇道连接。
10.具体的,所述浇注系统还包括设置于所述直浇道顶部的浇口杯。
11.具体的,所述砂箱采用负压砂箱。
12.具体的,所述弯头消失模模型采用eps模型。
13.具体的,所述90度弯头的公称直径大于等于250mm。
14.与现有技术相比,本实用新型至少一个实施例具有如下有益效果:
15.(1)将弯头消失模模型呈90
°
的方式放置在砂箱中,不仅投影面积较小,无抬箱风险,而且下部无型砂充填死角,铸件不易出现节瘤缺陷。
16.(2)浇道设置在模型中下部的位置,减短了铁水的行程,铸件不易出现冷隔缺陷。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是现有90
°
弯头的一种造型方式主视示意图;
19.图2是现有90
°
弯头的一种造型方式侧视示意图;
20.图3是现有90
°
弯头的另一种造型方式主视示意图;
21.图4是现有90
°
弯头的另一种造型方式侧视示意图;
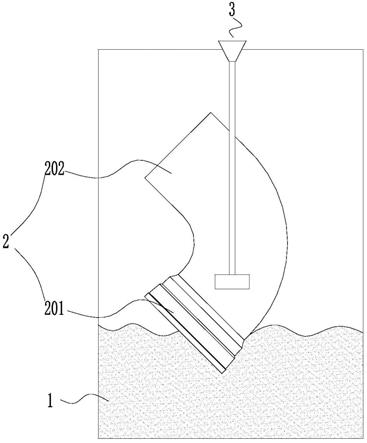
22.图5是本实用新型实施例提供的消失模铸造模具主视示意图;
23.图6是本实用新型实施例提供的消失模铸造模具侧视示意图;
24.其中:1、砂箱;2、弯头消失模模型;201、第一端;202、第二端;3、浇注系统;301、直浇道;302、横浇道;303、浇口杯。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
28.参见图5和图6,一种用于90度弯头的消失模铸造模具,包括砂箱1、设置于砂箱1内的弯头消失模模型2以及与弯头消失模模型2连接的浇注系统3,弯头消失模模型2具有第一端201和第二端202,第一端201开口朝下倾斜设置,并与水平面呈45度夹角,第二端202开口朝上倾斜设置,并与水平面呈45度夹角。
29.本实施例中,浇注时,金属液从浇注系统3进入弯头消失模模型2实样造型所在的
型腔内部,金属液占据弯头消失模模型2实样造型的位置,从而得到所需的弯头铸件,将弯头消失模模型2呈90
°
的方式放置在砂箱1中,不仅投影面积较小,无抬箱风险,而且下部无型砂充填死角,铸件不易出现节瘤缺陷。
30.参见图6,在一些实施例中,浇注系统3包括直浇道301和横浇道302,横浇道302的一端与弯头消失模模型2的第一端201上侧部连接,另一端与直浇道301连接,通过将浇道设置在模型中下部的位置,减短了铁水的行程,铸件不易出现冷隔缺陷。
31.参见图6,可以理解的是,在实际设计中,浇注系统3还包括设置于直浇道301顶部的浇口杯303,浇口杯303伸出至砂箱1的砂面外,通过设置浇口杯303,不仅可以防止金属液飞溅和溢出,减少金属液对铸型的直接冲击,还可以起到防止熔渣、杂质进入直浇道301内的作用。
32.在另一些实施例中,为增加型砂强度和刚度,同时也便于将模型气化产物排除,砂箱1采用负压砂箱,负压的大小及保持时间依据具体的铸件材质和模型簇结构以及涂料类型进行适应性选择。
33.需要解释的是,在实际设计中弯头消失模模型可以采用eps(可发性聚苯乙烯树脂珠粒)泡沫制作,当然也可以为其他泡沫材质制作的模型,本实施例消失模铸造模具特别适应于公称直径大于等于250mm的90度弯头的生产。
34.上述本实用新型所公开的任一技术方案除另有声明外,如果其公开了数值范围,那么公开的数值范围均为优选的数值范围,任何本领域的技术人员应该理解:优选的数值范围仅仅是诸多可实施的数值中技术效果比较明显或具有代表性的数值。由于数值较多,无法穷举,所以本实用新型才公开部分数值以举例说明本实用新型的技术方案,并且,上述列举的数值不应构成对本实用新型创造保护范围的限制。
35.同时,上述本实用新型如果公开或涉及了互相固定连接的零部件或结构件,那么,除另有声明外,固定连接可以理解为:能够拆卸地固定连接(例如使用螺栓或螺钉连接),也可以理解为:不可拆卸的固定连接(例如铆接、焊接),当然,互相固定连接也可以为一体式结构(例如使用铸造工艺一体成形制造出来)所取代(明显无法采用一体成形工艺除外)。
36.另外,上述本实用新型公开的任一技术方案中所应用的用于表示位置关系或形状的术语除另有声明外其含义包括与其近似、类似或接近的状态或形状。本实用新型提供的任一部件既可以是由多个单独的组成部分组装而成,也可以为一体成形工艺制造出来的单独部件。
37.上述实施例仅仅是清楚地说明本实用新型所作的举例,而非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里也无需也无法对所有的实施例予以穷举。而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1