一种飞轮无箱铸造模具的制作方法
1.本实用新型涉及铸造模具特别是飞轮铸造模具技术领域,尤其涉及一种飞轮无箱铸造模具。
背景技术:
2.飞轮是一种转动惯量大的盘形零件,用于为曲轴飞轮组件储存能量,是发动机内的重要部件。目前,通常采用铸件生产飞轮粗坯,而后进行进一步加工。现有的飞轮在铸件生产时,需要对应设计铸造模具。现有的铸造模具,在设计时,通常会设计浇口和冒口,用于向模具型腔内通入铁水,冒口则用于收集炉渣或者用于收缩排气。
3.如cn210475442u公开了一种减少汽车飞轮渣孔缺陷的模具,包括第一模具底板和第二模具底板,第一模具底板与第二模具底板竖向设置;所述的第一模具底板设置有飞轮型腔a、浇铸机构型腔和定位销孔,飞轮型腔a设置在第一模具底板的中间位置,浇铸机构型腔设置在飞轮型腔a的四周,定位销孔设置在浇铸机构型腔两侧;所述的浇铸机构型腔由浇口杯、竖浇道、横浇道、环形浇道、环形连接片、上冒口、左冒口、右冒口和斜浇道构成。
4.此类模具虽然通过第一模具底板和第二模具底板的配合使用使浇铸铁水可从模具底部向飞轮型腔进入铁水,顶部辅助进铁水,并有效避免了铁水从顶部直接进入飞轮型腔冲击型腔造成损坏并生成渣孔,有效提高了产品的成品率和质量。但是在实际生产中,铁水冲入型腔仍然会对型腔造成冲击,同时炉渣容易被冲入型腔,影响铸件质量。如何在现有模具的设计基础上进一步提高铸造质量,成为飞轮模具设计的难点。
技术实现要素:
5.本实用新型要解决的技术问题是:为了克服现有技术之不足,本实用新型提供一种铁水从侧向进入型腔,有效减少对型腔的冲击,延长使用寿命,并且铸造质量高的一种飞轮无箱铸造模具。
6.本实用新型解决其技术问题所采用的技术方案是:一种飞轮无箱铸造模具,包括上板和与上板合拢的下板,所述的上板与下板之间具有型腔,所述的上板对应型腔侧方的位置上凸具有浇口、并对应浇口的侧方上凸具有冒口;所述的上板对应冒口的位置还上凸具有上横浇道,所述上横浇道一端与冒口连通,另一端的端部封闭并不与上凸的浇口相连;所述的下板下表面对应浇口位置下凸具有下沉口,所述的下板下表面还下凸具有下横浇道,所述下横浇道一端与下沉口连接,且所述的下横浇道与上横浇道内部浇道连通且上下位置重叠,所述的上横浇道、下横浇道与型腔连通。
7.在上述方案中,浇口、上横浇道、下横浇道均设置在型腔侧方,铁水从浇口进入模具后,通过横浇道进入型腔,在进入过程中,方向由垂直转变为从侧向进入,有效对铁水进入进行了缓冲,避免直接冲入型腔而对型腔造成冲击损毁。同时通过下沉口、冒口等的设计,可方便炉渣收集。
8.优选的,所述的冒口与上横浇道沿上板平面方向截面成l型,其中冒口对应l型的
横向部,上横浇道对应l型的纵向部。
9.所述的上横浇道凸出上板上表面高度低于冒口凸出上板上表面的高度。
10.优选的,所述的下横浇道沿下板下表面凸出的高度低于下沉口沿下板下表面凸出的高度。即下沉口的下沉厚度是大于下横浇道的,便于铁水从浇口冲入时,在下沉口位置处进行缓冲。
11.本实用新型的有益效果是,本实用新型提供的一种飞轮无箱铸造模具,结构设计合理,合理设计了上横浇道和下横浇道,通过两个横浇道的设计,既能使得铁水从横向进入型腔,为铁水进入型腔时提供有效缓冲,又能为集渣提供良好导向,便于收集炉渣,提高铸件质量。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
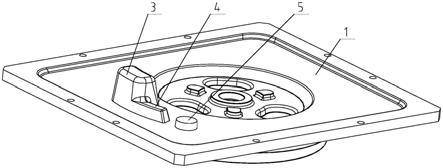
13.图1是本实用新型最优实施例的立体图。
14.图2是本实用新型最优实施例另一方向的立体图。
15.图3是本实用新型最优实施例另一方向的立体图。
16.图中1、上板 2、下板 3、冒口 4、上横浇道 5、浇口 6、下沉口 7、下横浇道。
具体实施方式
17.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成,方向和参照(例如,上、下、左、右、等等)可以仅用于帮助对附图中的特征的描述。因此,并非在限制性意义上采用以下具体实施方式,并且仅仅由所附权利要求及其等同形式来限定所请求保护的主题的范围。
18.如图1至图3所示的一种飞轮无箱铸造模具,是本实用新型最优实施例。该铸造模具包括上板1和与上板1合拢的下板2,上板1与下板2之间具有型腔。
19.上板1对应型腔侧方的位置上凸具有浇口5、并对应浇口5的侧方上凸具有冒口3。上板1对应冒口3的位置还上凸具有上横浇道4,所述上横浇道4一端与冒口3连通,另一端的端部封闭并不与上凸的浇口5相连。冒口3与上横浇道4沿上板1平面方向截面成l型,其中冒口3对应l型的横向部,上横浇道4对应l型的纵向部。上横浇道4凸出上板1上表面高度低于冒口3凸出上板1上表面的高度。相对于上横浇道4,冒口3凸出高度更高,横浇道为铁水流动的导向作用,冒口3则为集渣提供了更大的空间。
20.浇口5与冒口3在上板1上方为断开的结构,在内部浇道中则是连通的结构。相应的,在铁水从浇口5进入时,并不会直接从浇口5冲至冒口3,而是通过浇口5,再经过横浇道,再进入型腔,铁水从垂直于板面的方向进入,通过浇口5和横浇道的缓冲导向,横向进入型腔,避免铁水直接冲入型腔。
21.下板2下表面对应浇口5位置下凸具有下沉口6,下板2下表面还下凸具有下横浇道7,所述下横浇道7一端与下沉口6连接,且下横浇道7与上横浇道4内部浇道连通且上下位置重叠,上横浇道4、下横浇道7与型腔连通。下横浇道7沿下板2下表面凸出的高度低于下沉口6沿下板2下表面凸出的高度,即下沉口6的下沉厚度是大于下横浇道7的,便于铁水从浇口5
冲入时,在下沉口6位置处先行缓冲。
22.如此设计的一种飞轮无箱铸造模具,结构设计合理,浇口5、上横浇道4、下横浇道7均设置在型腔侧方,通过两个横浇道的设计铁水从浇口5进入模具后,通过横浇道横向进入型腔,在进入过程中,方向由垂直转变为从侧向进入,有效对铁水进入进行了缓冲,避免直接冲入型腔而对型腔造成冲击损毁。同时通过下沉口6、冒口3、上下横浇道7等的设计,又能为集渣提供良好导向,便于收集炉渣,提高铸件质量。
23.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种飞轮无箱铸造模具,包括上板(1)和与上板(1)合拢的下板(2),所述的上板(1)与下板(2)之间具有型腔,其特征在于:所述的上板(1)对应型腔侧方的位置上凸具有浇口(5)、并对应浇口(5)的侧方上凸具有冒口(3);所述的上板(1)对应冒口(3)的位置还上凸具有上横浇道(4),所述上横浇道(4)一端与冒口(3)连通,另一端的端部封闭并不与上凸的浇口(5)相连;所述的下板(2)下表面对应浇口(5)位置下凸具有下沉口(6),所述的下板(2)下表面还下凸具有下横浇道(7),所述下横浇道(7)一端与下沉口(6)连接,且所述的下横浇道(7)与上横浇道(4)内部浇道连通且上下位置重叠,所述的上横浇道(4)、下横浇道(7)与型腔连通。2.如权利要求1所述的一种飞轮无箱铸造模具,其特征在于:所述的冒口(3)与上横浇道(4)沿上板(1)平面方向截面成l型,其中冒口(3)对应l型的横向部,上横浇道(4)对应l型的纵向部。3.如权利要求2所述的一种飞轮无箱铸造模具,其特征在于:所述的上横浇道(4)凸出上板(1)上表面高度低于冒口(3)凸出上板(1)上表面的高度。4.如权利要求1所述的一种飞轮无箱铸造模具,其特征在于:所述的下横浇道(7)沿下板(2)下表面凸出的高度低于下沉口(6)沿下板(2)下表面凸出的高度。
技术总结
本实用新型提供了一种飞轮无箱铸造模具,包括上板和下板,上板与下板之间具有型腔,上板对应型腔侧方的位置上凸具有浇口、并对应浇口的侧方上凸具有冒口;上板对应冒口的位置还上凸具有上横浇道,上横浇道一端与冒口连通,另一端的端部封闭并不与上凸的浇口相连;下板下表面对应浇口位置下凸具有下沉口,下板下表面还下凸具有下横浇道,下横浇道一端与下沉口连接,且下横浇道与上横浇道内部浇道连通且上下位置重叠,上横浇道、下横浇道与型腔连通。本实用新型结构设计合理,既能使得铁水从横向进入型腔,为铁水进入型腔时提供有效缓冲,又能为集渣提供良好导向,便于收集炉渣,提高铸件质量。质量。质量。
技术研发人员:许成哲
受保护的技术使用者:江苏亚美特传动科技股份有限公司
技术研发日:2021.11.26
技术公布日:2022/5/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1