一种具有表面晶花的纯钛薄板及其加工方法与流程
1.本发明属于纯钛薄板表面热处理技术领域,涉及一种纯钛板材及其制备方法,尤其涉及一种具有表面晶花的纯钛薄板及其加工方法。
背景技术:
2.纯钛金属薄板表面是金属的本色,外观过于单一,对于钛薄板制品的应用有较大的限制作用,随着消费者对钛制产品的需求越来越大,钛产品的表面也急需多样化。此外,金属本色的钛制品随着表面氧化,出现发黑的缺陷。钛薄板表面的晶花处理不仅能够使钛制品更加美观,而且能够经历解决钛制品表面发黑的缺陷。
3.现有的技术方案中也公开了一些改进的方案,如钛制品针状结晶花纹的制备方法,但是该制备方法较为复杂,需要分三个阶段进行加热保温工艺,处理工艺效率较低,三次加工时间消耗之多需要16个小时,至少需要3.75个小时,能源消耗较大,不环保。也有技术方案公开过钛制品晶体花纹的加工方法,但制备过程中,直接升温至1000℃以上,导致晶体生长速度过快,晶粒的粒度分布和形状均匀性均不能得到有效控制;特别是经过冷加工成型的薄壁产品,其局部冷加工应力的释放和破碎的晶粒的再结晶均会消耗更多的能量,造成与其它部位花纹尺寸和形状存在明显差异。高温条件下(1000℃以上)氧元素的扩散速度要大于氧化膜的生成速度,材料表面能够保持金属光泽不会氧化。此外,该工艺热处理后需要增加抛光、酸洗刻蚀等高污染的工序,才能获得金属光泽。对于0.8mm厚以下的薄壁件,特别是形状复杂工件,抛光工序几乎无法完成,酸洗刻蚀也存在不均匀的现象。
4.因此,如何找到一种更为适宜的纯钛板材表面晶花的制备工艺,解决上述技术问题,特别是还能够适于纯钛薄板,已成为国内研发型生产企业以及一线研究人员亟待解决的问题之一。
技术实现要素:
5.有鉴于此,本发明要解决的技术问题在于提供一种纯钛板材及其制备方法,尤其是一种具有表面晶花的纯钛薄板。本发明提供的纯钛薄板具有特定尺寸的鳞片状晶花,晶花尺寸大小均匀,而且晶花表面具有光洁度高,抗污能力强,长时间表面不会变黑,抗氧化性强的特点。同时,制备工艺简单,加工成本低、晶花生成速度快,易操作,更加适于工业化规模生产的推广和应用。
6.本发明提供了一种纯钛板材,所述纯钛板材为表面具有鳞片状晶花表观结构的纯钛板材;
7.所述鳞片状晶花的尺寸为0.5~3mm。
8.优选的,所述纯钛板材为纯钛薄板;
9.所述纯钛板材的厚度为0.4~2mm;
10.所述纯钛板材的纯度为含ti≥99.6%。
11.优选的,所述鳞片状晶花具体为马氏体相变形成的鳞片状晶花;
12.所述鳞片状晶花为具有金属光泽的鳞片状晶花;
13.所述鳞片状晶花为均匀分布的鳞片状晶花。
14.优选的,所述鳞片状晶花在纯钛板材经淬火降温至相变温度t
β
以下后得到;
15.所述淬火降温前,纯钛板材仅需经过两步热处理;
16.所述鳞片状晶花的形貌和/或尺寸,通过控制热处理的工艺参数和淬火的速率进行调整;
17.所述纯钛板材表面的粗糙度为0.3~0.6μm。
18.本发明提供了一种纯钛板材的制备方法,包括以下步骤:
19.1)在真空条件下,将纯钛薄板原料经过第一次升温保温步骤和第二次升温保温步骤后,再经过快速风冷淬火处理后,得到表面具有鳞片状晶花表观结构的纯钛板材;
20.所述第二次升温保温的保温时间为1.5~2.5小时。
21.优选的,所述纯钛薄板原料包括纯钛薄板或纯钛薄板制品;
22.所述纯钛薄板原料为经过前处理的纯钛薄板原料;
23.所述前处理包括打磨抛光和/或去污步骤。
24.优选的,所述打磨抛光的程度为镜面;
25.所述打磨抛光后的粗糙度为0.3~0.6μm;
26.所述去污的方式包括采用碱溶液在超声波下清洗去污。
27.优选的,所述真空的压力小于等于5.0
×
10-3
pa;
28.所述第一次升温保温的升温速率为5~30℃/s;
29.所述第一次升温保温的保温温度为550~650℃;
30.所述第一次升温保温的保温时间为1~3h;
31.所述第一次升温保温步骤为晶粒均匀化过程。
32.优选的,所述第二次升温保温的升温速率为5~30℃/s;
33.所述第二次升温保温的保温温度为t
β
~950℃;
34.所述t
β
为833~890℃;
35.所述第二次升温保温步骤为晶粒再生长过程。
36.优选的,所述快速风冷具体为采用惰性气体进行快速风冷;
37.所述快速风冷的惰性气体压力为0.1~0.25mpa;
38.所述快速风冷淬火处理的冷却速率为5~15℃/s;
39.所述快速风冷淬火的截止温度为t
β
温度以下。
40.本发明提供了一种纯钛板材,所述纯钛板材为表面具有鳞片状晶花表观结构的纯钛板材;所述鳞片状晶花的尺寸为0.5~3mm。与现有技术相比,本发明提供的纯钛薄板具有特定尺寸的鳞片状晶花,晶花尺寸大小均匀,形状标准。而且晶花表面具有光洁度高,抗污能力强,长时间表面不会变黑,抗氧化性强的特点。
41.本发明还提供了纯钛薄板表面晶花的加工方法,钛薄板在真空环境下通过控制两次加热工艺及保温时间,并控制钛薄板的冷却速度,在钛薄板制品表面获得了均匀的片状晶花的表面处理工艺,得到的晶花表面具有光洁度高,晶花尺寸大小均匀,抗污能力强,长时间表面不会变黑,抗氧化性强的特点。而且经过本发明工艺加工后,钛薄板表面金属晶体结构未发生变化,为低温稳定相α-ti。此外,经过本工艺加工后钛材表面微孔孔径变小、数
量减少,组织更加致密。
42.本发明提供的制备方法,具有工艺简单,加工成本低、晶花生成速度快,晶花尺寸大小均匀,易操作等特点,能在大规模工业生产线上应用的特点。
附图说明
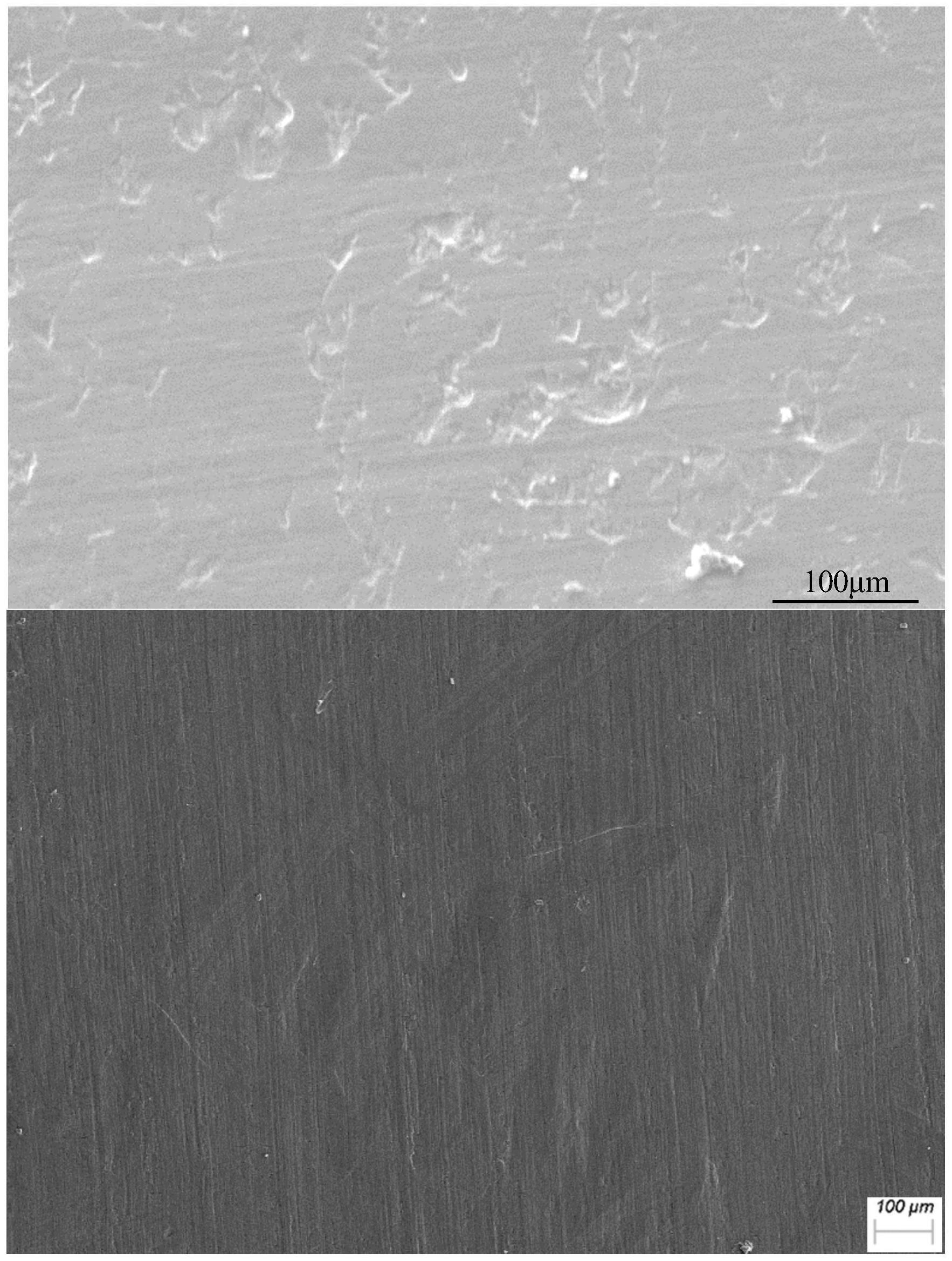
43.图1为本发明制备方法中钛薄板处理前后表面的sem扫描电镜图对比;
44.图2为本发明制备的钛薄板处理前后的xrd衍射图;
45.图3为本发明实施例2制备的具有鳞片状表面晶花的纯钛薄板的外观图。
具体实施方式
46.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为了进一步说明本发明的特征和优点,而不是对发明权利要求的限制。
47.本发明所有原料,对其来源没有特别限制,在市场上购买的或按照本领域技术人员熟知的常规方法制备的即可。
48.本发明所有原料,对其纯度没有特别限制,本发明优选采用工业纯或纯钛板材制备领域常规的纯度要求。
49.本发明所有原料,其牌号和简称均属于本领域常规牌号和简称,每个牌号和简称在其相关用途的领域内均是清楚明确的,本领域技术人员根据牌号、简称以及相应的用途,能够从市售中购买得到或常规方法制备得到。
50.本发明所用工艺,其简称均属于本领域常规简称,每个简称的具体步骤和常规参数在其相关领域内均是清楚明确的,本领域技术人员根据简称,能够以常规方法进行实现。
51.本发明提供了一种纯钛板材,所述纯钛板材为表面具有鳞片状晶花表观结构的纯钛板材;
52.所述鳞片状晶花的尺寸为0.5~3mm。
53.在本发明中,所述鳞片状晶花的尺寸优选为0.5~3mm,更优选为0.9~2.6mm,更优选为1.3~2.2mm,更优选为1.7~1.8mm。
54.在本发明中,所述纯钛板材优选为纯钛薄板。
55.在本发明中,所述纯钛板材的厚度优选为0.4~2mm,更优选为0.7~1.7mm,更优选为1.0~1.4mm。
56.在本发明中,所述纯钛板材的纯度优选为含ti≥99.6%,更优选为含ti≥99.7%,更优选为含ti≥99.8%。
57.在本发明中,所述鳞片状晶花具体优选为马氏体相变形成的鳞片状晶花。
58.在本发明中,所述鳞片状晶花优选为具有金属光泽的鳞片状晶花。
59.在本发明中,所述鳞片状晶花优选为均匀分布的鳞片状晶花。
60.在本发明中,所述鳞片状晶花优选在纯钛板材经淬火降温至相变温度t
β
以下后得到。其中,本发明中相变温度t
β
即为本领域技术人员熟知的纯钛的相变温度的概念。具体的,t
β
为纯钛金属α~β相的转变温度,根据加热温度、加热速度、降温速度、不同批次等影响因素,纯钛的α~β相转变温度可以为833~890℃。
61.在本发明中,所述淬火降温前,纯钛板材优选仅需经过两步热处理。
62.在本发明中,所述鳞片状晶花的形貌和/或尺寸,优选通过控制热处理的工艺参数和淬火的速率进行调整。
63.在本发明中,所述纯钛板材表面的粗糙度优选为0.3~0.6μm,更优选为0.35~0.55μm,更优选为0.4~0.5μm。
64.本发明提供了一种纯钛板材的制备方法,包括以下步骤:
65.1)在真空条件下,将纯钛薄板原料经过第一次升温保温步骤和第二次升温保温步骤后,再经过快速风冷淬火处理后,得到表面具有鳞片状晶花表观结构的纯钛板材。
66.在本发明中,所述第二次升温保温的保温时间优选为1.5~2.5小时,更优选为1.7~2.3小时,更优选为1.9~2.1小时。
67.在本发明中,所述纯钛薄板原料优选包括纯钛薄板或纯钛薄板制品。
68.在本发明中,所述纯钛薄板原料优选为经过前处理的纯钛薄板原料。
69.在本发明中,所述前处理优选包括打磨抛光和/或去污步骤,更优选为打磨抛光或去污步骤。
70.在本发明中,所述打磨抛光的程度优选为镜面。
71.在本发明中,所述打磨抛光后的粗糙度优选为0.3~0.6μm,更优选为0.35~0.55μm,更优选为0.4~0.5μm。
72.在本发明中,所述去污的方式优选包括采用碱溶液在超声波下清洗去污。
73.在本发明中,所述真空的压力优选小于等于5.0
×
10-3
pa。
74.在本发明中,所述第一次升温保温的升温速率优选为5~30℃/s,更优选为10~25℃/s,更优选为15~20℃/s。
75.在本发明中,所述第一次升温保温的保温温度优选为550~650℃,更优选为570~630℃,更优选为590~610℃。
76.在本发明中,所述第一次升温保温的保温时间优选为1~3h,更优选为1.4~2.6h,更优选为1.8~2.2h。
77.在本发明中,所述第一次升温保温步骤优选为晶粒均匀化过程。
78.在本发明中,所述第二次升温保温的升温速率优选为5~30℃/s,更优选为10~25℃/s,更优选为15~20℃/s。
79.在本发明中,所述第二次升温保温的保温温度优选为t
β
~950℃,更优选为t
β
~930℃,更优选为t
β
~910℃。
80.在本发明中,所述t
β
优选为833~890℃,更优选为843~880℃,更优选为853~870℃。
81.在本发明中,所述第二次升温保温步骤优选为晶粒再生长过程。
82.在本发明中,所述快速风冷具体优选为采用惰性气体进行快速风冷。
83.在本发明中,所述快速风冷的惰性气体压力优选为0.1~0.25mpa,更优选为0.13~0.22mpa,更优选为0.16~0.19mpa。
84.在本发明中,所述快速风冷淬火处理的冷却速率优选为5~15℃/s,更优选为7~13℃/s,更优选为9~11℃/s。
85.在本发明中,所述快速风冷淬火的截止温度优选为t
β
温度以下。
86.本发明为更好的完整和细化整体加工方法,保证纯钛薄板表面的片状晶花的均匀性和尺寸均一性,更好的提高纯钛薄板的表观特性和板材性能,上述纯钛板材的制备方法具体可以为以下步骤:
87.本发明提供了纯钛薄板(ti≥99.6%,厚度为0.4mm~2mm)表面晶花的加工方法,包括以下步骤:
88.a、打磨抛光:将钛薄板或钛板制品表面打磨抛光,抛光程度为镜面,粗糙度为0.3~0.6μm;
89.b、去油脂:使用碱溶液清洗表面残留的油污,清洗后冷风吹干备用;
90.c、热处理环境:将清洗吹干后的钛薄板或钛板制品放置于真空加热炉中,炉内气压为5.0
×
10-3
pa以下。
91.d、晶粒均匀化:第一次升温,钛薄板或钛板制品在真空加热炉中加热至550~650℃,保温1~3h;
92.e、晶粒再次长大:继续升温至t
β
~950℃,保温1.5~2.5小时;
93.f、淬火处理:保温后通入氩气降温到相变温度t
β
以下,持续风冷至80~100℃后取出。
94.具体的,步骤b所述的清洗为先用碱溶液在超声波下清洗,随后使用流动的蒸馏水进行冲洗。
95.具体的,步骤c所述的真空炉内气压可以为5.0
×
10-3
pa,更优选2.0
×
10-3
pa的真空效果更好。
96.具体的,步骤d所述的真空炉的升温速度为5~30℃/s,此过程中能够使钛金属的晶体体积尺寸均匀化,获得大小一致的组织,为下步反应做准备。
97.具体的,步骤e所述的t
β
为纯钛金属α~β相的转变温度,根据加热温度、加热速度、降温速度、不同批次等影响因素,纯钛的α~β相转变温度为833~890℃,纯钛金属晶体在二次生长过程中发生表面微观原子重排现象,随着晶体尺寸体积长大,表面细微缺陷被消除。
98.具体的,步骤f所述的通入氩气的气压为0.1~0.25mpa,快速气冷,通过相变区间,使钛金属发生马氏体相变,在钛金属表面形成鳞片状晶花,鳞片晶花尺寸在0.5~3mm之间,且大小均匀,并得以保存。在本发明中,不同的气压能够使钛金属获得不同的冷速,这样二次保温温度也会随之调整。
99.参见图1,图1为本发明制备方法中钛薄板处理前后表面的sem扫描电镜图对比。其在,上图为处理前,下图为处理后。
100.由图1可以明显的看出,经过本工艺加工后钛材表面微孔孔径变小、数量减少,组织更加致密。
101.本发明上述步骤提供了一种具有表面晶花的纯钛薄板及其加工方法,本发明制备的纯钛薄板具有特定尺寸的鳞片状晶花,晶花尺寸大小均匀,形状标准。而且晶花表面具有光洁度高,抗污能力强,长时间表面不会变黑,抗氧化性强的特点。
102.本发明提供的纯钛薄板表面晶花的加工方法,钛薄板在真空环境下通过控制两次加热工艺及保温时间,并控制钛薄板的冷却速度,在钛薄板制品表面获得了均匀的片状晶花的表面处理工艺,得到的晶花表面具有光洁度高,晶花尺寸大小均匀,抗污能力强,长时间表面不会变黑,抗氧化性强的特点。而且经过本发明工艺加工后,钛薄板表面金属晶体结
构未发生变化,为低温稳定相α-ti。此外,经过本工艺加工后钛材表面微孔孔径变小、数量减少,组织更加致密。
103.参见图2,图2为本发明制备的钛薄板处理前后的xrd衍射图。结果表明,钛薄板在本发明处理后钛材的晶体结构依然为低温稳定相
‑‑
α-ti。
104.本发明提供的制备方法,具有工艺简单,加工成本低、晶花生成速度快,晶花尺寸大小均匀,易操作等特点,能在大规模工业生产线上应用的特点。
105.为了进一步说明本发明,以下结合实施例对本发明提供的一种纯钛板材及其制备方法进行详细描述,但是应当理解,这些实施例是在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制,本发明的保护范围也不限于下述的实施例。
106.实施例1
107.采用0.8mmta1板材,经下料、拉伸、切边,制成直径80mm,深160mm的杯体,成品为钛薄板制品,随后用na(oh)碱溶液清洗,蒸馏水清洗,冷风吹干。将钛杯放入真空炉,抽真空至2.0
×
10-3
pa,升温至600℃,保温1h;二次升温至900℃,保温2h;随后冲入氩气进行快速冷却,氩气吹入气压为0.15mpa,随后随炉冷却至相变温度840℃;最后获得金属光泽的鳞片状晶花,其中晶花尺寸为0.8~1.5mm。
108.实施例2
109.采用0.8mmta1板材,经下料、冲压、切边,制成长300mm,宽160mm的矩形盘状成品,成品为钛薄板制品,随后用na(oh)碱溶液清洗,蒸馏水清洗,冷风吹干。将钛盘放入真空炉,抽真空至2.0
×
10-3
pa,升温至600℃,保温1h;二次升温至900℃,保温2h;随后冲入氩气进行快速冷却,氩气吹入气压为0.15mpa,随后随炉冷却至相变温度840℃;最后获得金属光泽的鳞片状晶花,其中晶花尺寸为0.8~1.5mm。
110.参见图3,图3为本发明实施例2制备的具有鳞片状表面晶花的纯钛薄板的外观图。
111.以上对本发明提供的一种具有表面晶花的纯钛薄板及其加工方法进行了详细的介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想,包括最佳方式,并且也使得本领域的任何技术人员都能够实践本发明,包括制造和使用任何装置或系统,和实施任何结合的方法。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。本发明专利保护的范围通过权利要求来限定,并可包括本领域技术人员能够想到的其他实施例。如果这些其他实施例具有不是不同于权利要求文字表述的结构要素,或者如果它们包括与权利要求的文字表述无实质差异的等同结构要素,那么这些其他实施例也应包含在权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1